



Herramientas de Control de
Calidad
Sesión 07
Ing. Violeta Ylquimiche Ahón































Prepara tus exámenes y mejora tus resultados gracias a la gran cantidad de recursos disponibles en Docsity

Gana puntos ayudando a otros estudiantes o consíguelos activando un Plan Premium

Prepara tus exámenes
Prepara tus exámenes y mejora tus resultados gracias a la gran cantidad de recursos disponibles en Docsity
Prepara tus exámenes con los documentos que comparten otros estudiantes como tú en Docsity
Encuentra los documentos específicos para los exámenes de tu universidad
Estudia con lecciones y exámenes resueltos basados en los programas académicos de las mejores universidades
Responde a preguntas de exámenes reales y pon a prueba tu preparación
Consigue puntos base para descargar
Gana puntos ayudando a otros estudiantes o consíguelos activando un Plan Premium
Comunidad
Pide ayuda a la comunidad y resuelve tus dudas de estudio
Ebooks gratuitos
Descarga nuestras guías gratuitas sobre técnicas de estudio, métodos para controlar la ansiedad y consejos para la tesis preparadas por los tutores de Docsity
DOCUMENTOS DE EL CURSO DE TQM ISO9001
Tipo: Apuntes
1 / 57

Esta página no es visible en la vista previa
¡No te pierdas las partes importantes!
Sesión 07 Ing. Violeta Ylquimiche Ahón
Contenido:
Son herramientas estadísticas básicas, fáciles de comprender y aplicables en cualquier departamento de la organización y por cualquier persona.
Clasificación de las Herramientas de la Calidad
Son instrumentos no estadísticos utilizados para la gestión y la planificación de la calidad.
Propósito
Gráficos de control - Causas de las variaciones
Métodos de Control Estadístico de Procesos Los métodos de control estadístico de procesos (SPC) son útiles tanto para medir el desempeño actual de los procesos, como para detectar si el proceso ha cambiado en alguna forma que afecte el desempeño. Estos pueden ser:
GRÁFICOS DE CONTROL PARA VARIABLES
1. Gráficos R. Un gráfico de rango, o gráfico R, se usa para monitorear la variabilidad de los procesos. Para calcular el rango de un conjunto de datos de muestra, el analista resta la medición más pequeña de la medición más grande obtenida en cada muestra. Si cualquiera de los datos queda fuera de los límites de control, se dice que la variabilidad del proceso no está bajo control. Los límites de control para el gráfico R son: 𝐿𝐶𝑆𝑅 = 𝐷 4 𝑅ത y 𝐿𝐶𝐼𝑅 = 𝐷 3 𝑅ത Donde: 𝑅^ ത = promedio de varios valores R pasados y la línea central del gráfico de control D 3 , D 4 = constantes que proporcionan tres límites de desviación estándar para un tamaño de muestra dado Línea Central=R
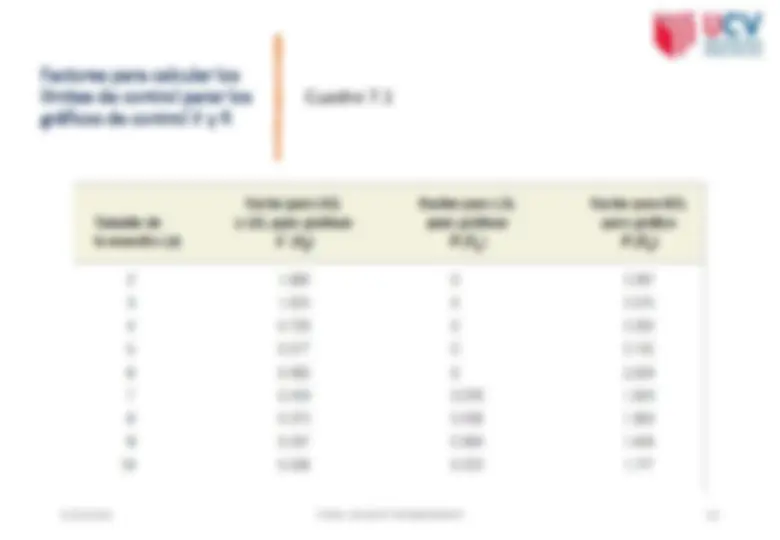
Factores para calcular los límites de control parar los gráficos de control ഥ𝒙 y R Cuadro 7.
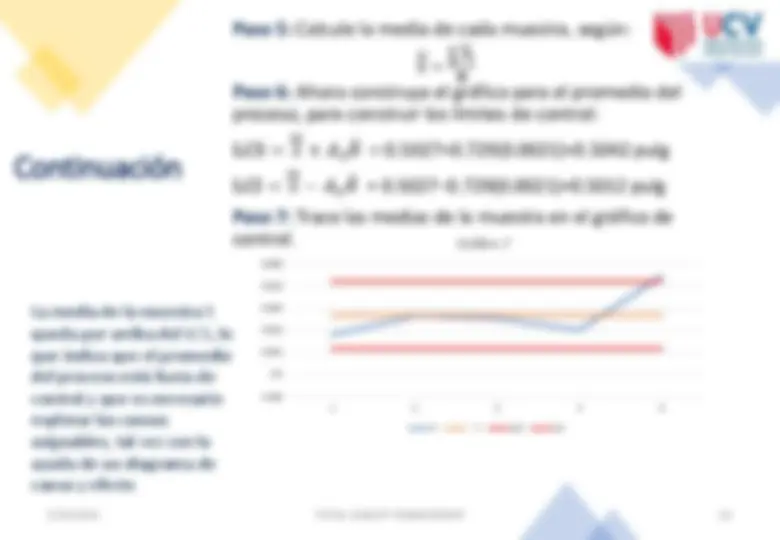
Paso 1. Recabar datos sobre la medición de la calidad de una variable (por ejemplo, tiempo, peso o diámetro) y organizar los datos por número de muestra. De preferencia, deben tomarse por lo menos 20 muestras para usarlas en la construcción de un gráfico de control. Paso 2. Calcular el rango para cada muestra y el rango promedio, 𝑅ത Paso 3 .Use el cuadro 7.1 para determinar los LCS y LCI del gráfico R. Paso 4. Trace los rangos de la muestra. Si todos están bajo control, avance al paso 5. De lo contrario, encuentre las causas asignables, corríjalas y regrese al paso 1. Paso 5. Calcule ഥ𝒙 para cada muestra y determine la línea central del gráfico, 𝑥. Paso 6. Use el cuadro 7.1 a fin de determinar los parámetros para los LCS y LCI construya el gráfico ഥ𝒙. Paso 7****. Trace las medias de la muestra.
Solución Paso 1: Para simplificar, se usan solamente 5 muestras. En la práctica, sería conveniente usar más de 20 muestras. Paso 2: Calcule el rango para cada muestra, restando el valor más bajo del más alto. Por ejemplo, en la muestra 1, el rango es 0.5027 – 0.5009 = 0.0018 pulg. # de muestra 1 2 3 4 R 1 0.5014 0.5022 0.5009 0.5027 0.0018 0. 2 0.5021 0.5041 0.5024 0.502 0.0021 0. 3 0.5018 0.5026 0.5035 0.5023 0.0017 0. 4 0.5008 0.5034 0.5024 0.5015 0.0026 0. 5 0.5041 0.5056 0.5034 0.5047 0.0022 0. Promedio 0.0021 0. OBSERVACIONES 𝑥ҧ
continuación Paso 3: Para construir el gráfico R, seleccione las constantes apropiadas en el cuadro 7.1 para un tamaño de muestra de
1 2 3 4 5 Gráfico R R R LCS LCI
Problema La AB Co., produce bombillas de luz incandescente. Los siguientes datos sobre el número de lúmenes correspondientes a bombillas de 40 watt se obtuvieron cuando el proceso estaba bajo control a) Calcule los límites de control para un gráfico R y un gráfico ഥ𝒙 b) b. Desde que se recopilaron estos datos, se han contratado nuevos empleados. Mediante una nueva muestra se obtuvieron las siguientes lecturas: 570 , 603 , 623 y 583. ¿El proceso sigue estando bajo control? Muestra 1 2 3 4 1 604 612 588 600 2 597 601 607 603 3 581 570 585 592 4 620 605 595 588 5 590 614 608 604 OBSERVACIONES
Muestra 1 2 3 4 1 0.604 0.612 0.588 0. 2 0.597 0.601 0.607 0. 3 0.581 0.57 0.585 0. 4 0.62 0.605 0.595 0. 5 0.59 0.614 0.608 0. 6 0.585 0.583 0.617 0. Botellas Problema 2 Marlin Company produce botellas de plástico de acuerdo con las especificaciones del cliente. El inspector de calidad selecciona al azar cuatro botellas, que extrae de la máquina, y mide el diámetro exterior del cuello del envase, una dimensión de calidad crítica de la cual depende que la tapa de la botella ajuste correctamente. Las dimensiones de las seis últimas muestras (en pulgadas) son: a) Suponga que sólo estas seis muestras son suficientes, y use los datos para determinar los límites de control de un gráfico R y un gráfico. b). Suponga que la especificación del diámetro del cuello de la botella es de 0.600 ± 0. pulg. Si la desviación estándar de la población es de 0.012 pulg, y la empresa trata de producir calidad cuatro sigma, ¿el proceso es capaz de producir la botella?