


Gráficas de Control
por Atributos
Profesora Carolina Herrera










Prepara tus exámenes y mejora tus resultados gracias a la gran cantidad de recursos disponibles en Docsity

Gana puntos ayudando a otros estudiantes o consíguelos activando un Plan Premium

Prepara tus exámenes
Prepara tus exámenes y mejora tus resultados gracias a la gran cantidad de recursos disponibles en Docsity
Prepara tus exámenes con los documentos que comparten otros estudiantes como tú en Docsity
Encuentra los documentos específicos para los exámenes de tu universidad
Estudia con lecciones y exámenes resueltos basados en los programas académicos de las mejores universidades
Responde a preguntas de exámenes reales y pon a prueba tu preparación
Consigue puntos base para descargar
Gana puntos ayudando a otros estudiantes o consíguelos activando un Plan Premium
Comunidad
Pide ayuda a la comunidad y resuelve tus dudas de estudio
Ebooks gratuitos
Descarga nuestras guías gratuitas sobre técnicas de estudio, métodos para controlar la ansiedad y consejos para la tesis preparadas por los tutores de Docsity
Qué es un gráfico de control Una de las herramientas de análisis y solución de problemas es la gráfica de control. Es un diagrama que muestra los valores producto de la medición de una característica de calidad, ubicados en una serie cronológica. En él establecemos una línea central o valor nominal
Tipo: Diapositivas
1 / 37

Esta página no es visible en la vista previa
¡No te pierdas las partes importantes!
Glosario
Atributos
Data que se puede clasificar y contar Tipos
Cantidad de defectos por unidad –”Nonconformities”
Cantidad de unidades defectuosas –”Nonconforming”
Gráficas de control
Gráfica comparación cronológica (hora a hora, día a día) de las características de calidad reales del producto, parte o unidad, con límites que reflejan la capacidad de producirla de acuerdo con la experiencia de las características de calidad de la unidad.
Proceso en control
Método visual para monitorear un proceso- se relaciona a
la ausencia de causas especiales en el proceso.
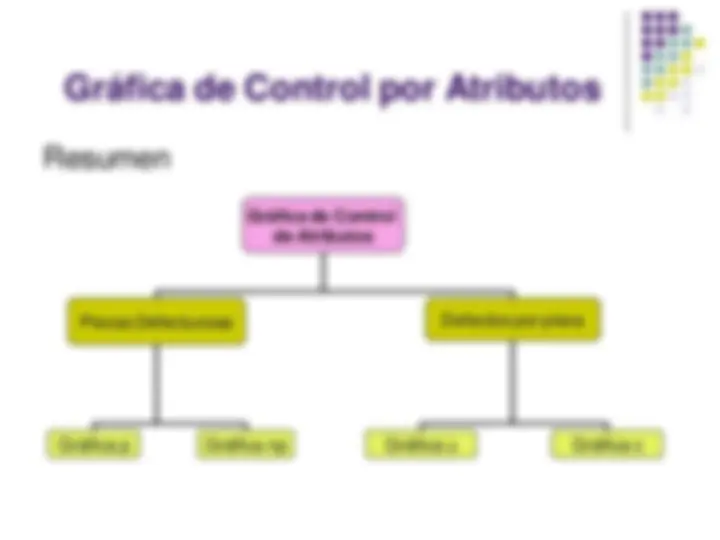
Gráfica c
Número de defectos por unidad
Gráfica p
Porcentaje de fracción defectiva
Gráfica u
Proporción de defectos
Gráfica np
Número de unidades defectiuosas por muestra constante
Gráficas de Control Por Atributos
Origen
El control estadístico de la calidad surge luego de
la Segunda Guerra Mundial.
Las gráficas de control estadístico fueron
propuestas por Walter A. Shewart en el 1920.
Gráficas de Control Por Atributos
Utilidad
La función primaria de una Gráfica de Control es
mostrar el comportamiento de un proceso.
Identificar la existencia de causas de variación
especiales (proceso fuera de control).
Monitorear las variables claves en un proceso de
manera preventiva.
Indicar cambios fundamentales en el proceso.
Gráficas de Control Por Atributos
Desventajas
Interpretación errónea por errores de los datos o los cálculos utilizados
El hecho de que un proceso se mantega bajo control no significa que sea un buen proceso, puede estar produciendo constantemente un gran número de no conformidades.
Controlar una característica de un proceso no significa necesariamente controlar el proceso. Si no se define bien la información necesaria y las características del proceso que deben ser controladas, tendremos interpretaciones erróneas debido a informaciones incompletas.
Gráfica p
Representa el porcentaje de fracción defectiva
Tamaño de muestra (n) varía.
Principales objetivos
Descubrir puntos fuera de control
Proporcionar un criterio para juzgar si lotes sucesivos
pueden considerarse como representativos de un
proceso
Puede influir en el criterio de aceptación.
Gráfica c
Estudia el comportamiento de un proceso
considerando el número de defectos encontrados
al inspeccionar una unidad de producción
El artículo es aceptable aunque presente cierto
número de defectos.
La muestra es constante
Principales objetivos
Reducir el costo relativo al proceso
Determinar que tipo de defectos no son permitidos en un producto
Gráfica u
Puede utilizarse como:
Sustituto de la gráfica c cuando el tamaño de la
muestra (n) varía
Construcción…
Paso 3: Determinar el tipo de Gráfica de
Control que es conveniente utilizar
Conjugando aspectos como:
Tipo de información requerida.
Características del proceso.
Características del producto.
Nivel de frecuencia de las unidades no conformes
o disconformidades.
Construcción…
Paso 4: Elaborar el plan de muestreo (Tamaño de muestra, frecuencia de maestreo y número de muestras)
Construcción…
Paso 6: Calcular la fracción de unidades
Para cada muestra se registran los siguientes datos:
Construcción…
Tipo Data Tamaño de Muestra
Formula CL UCL LCL
p
Piezas defectuosas Varia p=np/n p=Σnp/Σn p+3√p(1-P)/√n p-3√p(1-P)/√n n=Σn/k
np
Piezas defectuosas Constante p=np/n np=Σnp/k np+3√np(1-P) np-3√np(1-P)
c
Defectos por Pieza Constante c c=Σc/k c+3√c c-3√c
u
Defectos por Pieza Varia^ u=c/n^ u=Σc/Σn^ u+3√u/√n^ u-3√u/√n
Paso 7 : Calcular los Límites de Control