¡Descarga GRÁFICAS DE CONTROL POR VARIABLES y más Ejercicios en PDF de Ingeniería Industrial solo en Docsity!
LA UNIVERSIDAD DEL ZULIA FACULTAD DE INGENIERÍA ESCUELA DE INGENIERÍA INDUSTRIAL ASIGNATURA: CONTROL DE CALIDAD
GUÍA DE EJERCICIOS – SEGUNDO PARCIAL
GRÁFICAS DE CONTROL POR VARIABLES
Gráfica ( 𝑿̅ , R ) Gráfica 𝑿̅ Gráfica R
Límites de control para μ y σ conocidos (o especificados)
LSC = μ + Aσ VM = μ LIC = μ – Aσ
LSC = D 2 σ VM = d 2 σ LIC = D 1 σ
Límites de control μ y σ desconocidos 𝜇̂ = 𝑋̿ 𝜎̂ = 𝑅̅ /𝑑 2
LSC = 𝑋̿ + A 2 𝑅̅
VM = 𝑋̿
LIC = 𝑋̿ – A 2 𝑅̅
LSC = D 4 𝑅̅
VM = 𝑅̅
LIC = D 3 𝑅̅
Curva OC
ARL = (^1) −^1 𝛽
β = P [ 𝐿𝐼𝐶 𝜎−μ′ ⁄ √ (^) 𝑛
< 𝑍 < 𝐿𝑆𝐶 𝜎−μ′ ⁄ √ (^) 𝑛
] β = P [ 𝐿𝐼𝐶 𝜎′ < 𝑊 < 𝐿𝑆𝐶 𝜎′ ]
Gráfica ( 𝐗̅ , S ) Gráfica 𝑿̅ Gráfica S
Límites de control μ y σ conocidos (o especificados)
LSC = μ + Aσ VM = μ LIC = μ – Aσ
LSC = B 6 σ VM = c 4 σ LIC = B 5 σ
Límites de control μ y σ desconocidos
𝜇̂ = 𝑋̿ 𝜎̂ = 𝑆̅ /𝑐 4
LSC = 𝑋̿ + A 3 𝑆̅
VM = 𝑋̿
LIC = 𝑋̿ – A 3 𝑆̅
LSC = B 4 𝑆̅
VM = 𝑆̅
LIC = B 3 𝑆̅
Curva OC
ARL =
1 1 −𝛽
β = P [ 𝐿𝐼𝐶 𝜎−μ′ ⁄ √ (^) 𝑛
< 𝑍 < 𝐿𝑆𝐶 𝜎−μ′ ⁄ √ (^) 𝑛
] (^) β = P [ (𝑛−^1 )𝐿𝐼𝐶
2 (𝜎′)^2 <^ χ𝑛−^1
2 < (𝑛−^1 )𝐿𝑆𝐶^2
(𝜎′)^2 ]
Gráfica de Rango Móvil para observaciones individuales
LC = μ̂ ± 3𝜎̂ = 𝑋̅ ± ( (^1) , 1283 ) 𝑅̅
Rj = | Xj– Xj- 1 |
EJERCICIO N° 1.
Con la finalidad de detectar cambios pequeños en cierto proceso (obtener una alta potencia) se decide utilizar subgrupos de 12 unidades cada uno. De datos históricos, se tiene que la media y la desviación estándar del proceso son 32,2 y 6,34, respectivamente.
a) Calcule los límites de control para medias y desviaciones. b) Estime los límites naturales de tolerancia (3-sigma) y compárelos con los límites de control para medias. ¿Por qué difieren estos límites? Explique.
EJERCICIO N° 2.
A partir de datos históricos del proceso de producción de ciertas piezas metálicas, se tiene que la media de la longitud de las piezas es de 50 mm y la desviación estándar es de 0, mm. La longitud ideal de la pieza es de 50 mm con una tolerancia permitida de ±1 mm.
a) Calcule los límites de control para medias y desviaciones, si se seleccionan subgrupos de cinco piezas cada uno. b) ¿Tiene información suficiente para comprobar si el proceso está operando en estado de control estadístico? Explique. c) Analice la capacidad del proceso para cumplir con las especificaciones de longitud.
EJERCICIO N° 3.
El peso ideal del contenido neto de una caja de cereal es de 250 g. con una tolerancia de ±2,5 g. De datos históricos se tiene que la media y la desviación estándar del proceso son 249 g. y 0,70 g, respectivamente.
a) Calcule los límites de control para medias y rangos, si se utilizan subgrupos de 4 cajas. b) Calcule los límites de control para medias y rangos, si los subgrupos son de 9 cajas. c) De acuerdo a los resultados obtenidos en (a) y (b), ¿qué efecto tiene el tamaño del subgrupo sobre la amplitud de los límites de control? d) ¿Hay suficiente información para analizar la estabilidad del proceso? Explique. e) Analice la capacidad del proceso para cumplir con las especificaciones. f) Suponiendo que el peso de las cajas sigue una distribución Normal, ¿qué proporción de cajas no cumplirá con el peso permitido? g) Si se recoge información del proceso y todas las medias muestrales se encuentran dentro de las especificaciones, ¿puede concluirse que el proceso cumple con las especificaciones? Explique. h) Si todas las medias muestrales se encuentran dentro de los límites de control, ¿significa que el proceso cumple con las especificaciones? Explique. i) Suponga que se utiliza un tamaño de subgrupo de 4 cajas y que en las próximas horas se obtienen las siguientes medias muestrales en forma consecutiva: 248, 250, 248 y 249. ¿Con esta evidencia puede concluirse que el proceso está operando de manera estable?
EJERCICIO N° 6.
Para controlar la longitud de las bolsas del ejercicio N° 5, se toman subgrupos de cinco bolsas consecutivas cada cierto tiempo. En la siguiente tabla se muestran las medias y los rangos (en mm) de los últimos 40 subgrupos:
Subgrupo Media Rango Subgrupo Media Rango 1 301,12 1,9 21 302,00 4, 2 300,96 1,0 22 299,02 3, 3 301,16 3,6 23 299,50 3, 4 300,50 1,0 24 300,30 2, 5 301,28 2,5 25 301,64 3, 6 299,92 2,3 26 300,88 2, 7 300,00 2,3 27 301,28 1, 8 301,86 1,5 28 300,75 1, 9 301,52 2,4 29 301,60 3, 10 302,80 0,4 30 300,53 2, 11 299,01 3,0 31 300,41 1, 12 300,02 2,5 32 300,19 2, 13 300,10 2,3 33 301,12 3, 14 301,28 3,4 34 300,80 3, 15 301,02 1,1 35 300,27 3, 16 300,70 3,9 36 300,91 2, 17 301,20 3,1 37 300,48 3, 18 300,96 3,1 38 302,00 1, 19 300,24 3,7 39 299,22 3, 20 301,86 2,7 40 300,59 3,
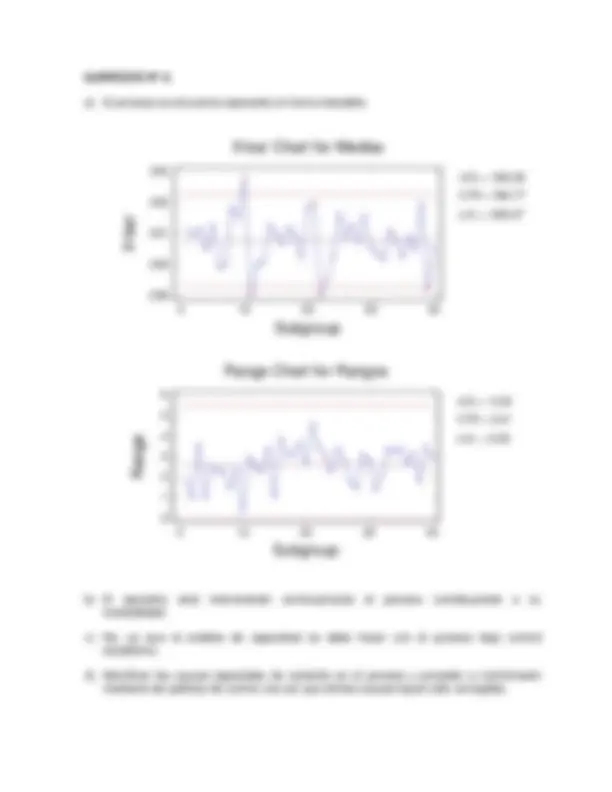
a) Obtenga las gráficas de control para medias y rangos e interprételas. ¿El proceso muestra una estabilidad razonable? b) De acuerdo al procedimiento descrito en el ejercicio N° 5 sobre cómo el operador controla el proceso, ¿qué conjeturas puede hacer sobre lo que está pasando, dada la evidencia obtenida en la gráfica de control? c) Aun cuando se tiene la información necesaria para estimar la desviación estándar y la capacidad del proceso, ¿tiene sentido hacerlo en este caso particular? Explique. d) ¿Qué acciones recomendaría para mejorar el proceso?
EJERCICIO 7.
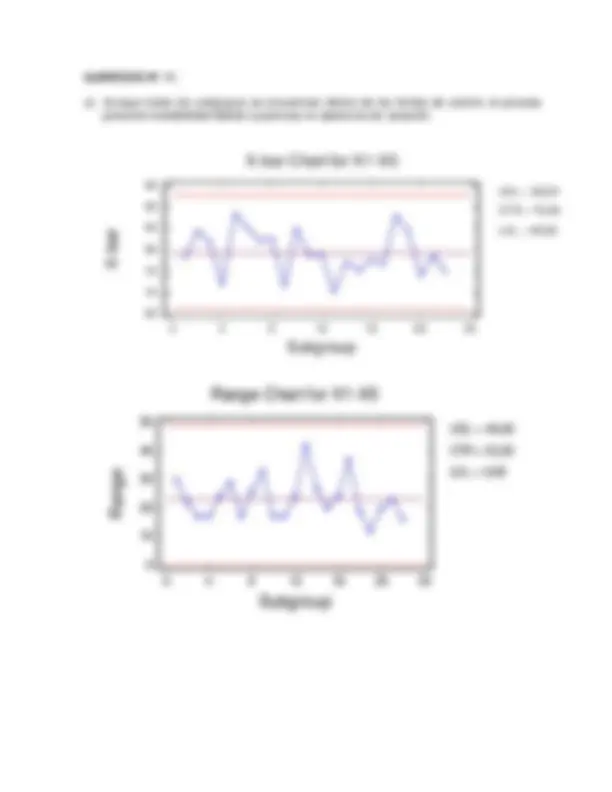
En una empresa en la que se fabrican tapas metálicas para bebidas gaseosas, un aspecto importante es la cantidad de PVC que lleva cada tapa, ya que ésta determina el espesor de la película que hace que la bebida quede bien cerrada. El peso de los gránulos de PVC debe estar entre 212 y 218 mg. Si el peso de los gránulos es menor a 212 mg. la película queda muy delgada y eso puede causar, entre otras cosas, fugas de gas en la bebida; pero si el peso es mayor a 218 mg. se gasta mucho PVC aumentando los costos de manufactura. Para monitorear el proceso, cada 30 minutos se toma una muestra de cuatro gránulos consecutivos de PVC y se pesan. En la siguiente tabla se muestran las medias y rangos (en mg) de los últimos 25 subgrupos obtenidos del proceso:
Subgrupo Media Rango Subgrupo Media Rango 1 214,18 2,5 14 213,74 3, 2 213,48 2,7 15 214,26 1, 3 213,98 2,2 16 214,18 2, 4 214,12 1,8 17 214,00 1, 5 214,46 2,5 18 213,60 2, 6 213,38 2,7 19 214,20 2, 7 231,56 2,3 20 214,38 0, 8 214,08 1,8 21 213,78 2, 9 231,72 2,9 22 213,74 1, 10 214,64 2,2 23 213,32 2, 11 213,92 2,4 24 214,02 3, 12 213,96 3,6 25 214,24 1, 13 214,20 0,
a) Obtenga las gráficas de control para medias y rangos e interprételas. ¿El proceso muestra una estabilidad razonable? Explique. b) Estime la capacidad y la proporción de productos disconformes del proceso, suponiendo que el peso de los gránulos de PCV se distribuyen en forma Normal. c) Con base en los resultados obtenidos en (a) y (b), ¿qué puede concluir sobre el estado del proceso? ¿Sobre cuál aspecto recomendaría centrar los esfuerzos de mejora? d) Suponga que la media del proceso cambia a 213,5 mg. ¿Cuál es la probabilidad de que ese cambio se detecte en el próximo subgrupo a registrar en la gráfica de control? ¿Cuál es el número promedio de subgrupos que se requerirá para detectar ese cambio? ¿Cuál es el tiempo promedio para que se detecte dicho cambio en la gráfica de control? e) Suponga que la desviación estándar del proceso cambia a 1,24 mg. ¿Cuál es la probabilidad de que ese cambio se detecte en el próximo subgrupo a registrar en la gráfica de control? ¿Cuál es el número promedio de subgrupos que se requerirá para detectar ese cambio? ¿Cuál es el tiempo promedio para que se detecte dicho cambio en la gráfica de control? f) ¿Qué acciones se deben tomar para disminuir los tiempos determinados en (d) y (e)? g) Obtenga la curva OC correspondiente a la gráfica de control para medias.
EJERCICIO N° 9.
En la fabricación de discos ópticos la densidad del metal utilizado debe ser de 1,93 con una tolerancia de ±0,12 para garantizar su uniformidad en el disco, A continuación se muestran los datos obtenidos para un estudio inicial del proceso (complete la información faltante):
Subgrupo Mediciones de densidad Media Rango
Desviación estándar 1 1,909 1,917 1,865 1,991 1,906 1,9176 0,126 0, 2 1,957 1,829 1,870 1,917 1,971 1,9088 0,142 0, 3 1,861 1,946 1,903 1,951 1,893 1,9108 0,09 0, 4 1,938 1,913 1,884 1,907 1,950 1,9184 0,066 0, 5 1,941 1,966 1,935 1,936 1,955 1,9466 0,031 0, 6 2,032 1,914 1,911 1,820 1,932 1,9218 0,212 0, 7 1,889 1,963 1,943 1,918 1,911 1,9248 0,074 0, 8 1,891 1,978 1,907 1,922 1,908 1,9212 0,087 0, 9 1,929 1,870 1,943 1,819 1,946 1,9014 0,127 0, 10 1,956 1,904 1,904 1,907 1,864 1,9070 0,092 0, 11 1,904 1,910 1,904 1,903 1,901 1,9044 0,009 0, 12 1,926 1,984 1,899 1,938 1,978 1,9450 0,085 0, 13 1,936 1,903 1,915 1,932 2,014 1,9400 0,111 0, 14 1,937 1,949 1,898 1,952 1,869 1,9210 0,083 0, 15 1,916 1,961 1,953 1,954 1,939 1,9446 0,045 0, 16 1,867 1,898 1,929 1,953 1,952 1,9198 0,086 0, 17 1,939 1,918 1,925 1,912 1,945 1,9278 0,033 0, 18 1,940 1,880 1,882 1,949 1,910 1,9122 0,069 0, 19 1,944 1,919 1,840 1,940 1,942 1,9170 0,104 0, 20 1,933 1,965 2,031 1,902 1,923 1,9508 0,129 0, 21 1,817 1,878 1,938 2,058 1, 22 1,939 1,956 1,951 1,898 1, 23 1,931 1,894 1,972 1,936 1, 24 1,927 1,895 1,938 1,859 1, 25 1,973 1,949 1,912 1,870 1,
a) Analice la estabilidad del proceso mediante gráficas de control para medias y rangos. b) Estime la capacidad y la proporción de productos disconformes del proceso, suponiendo que la densidad del metal sigue una distribución Normal. c) Con base en los resultados obtenidos en (a) y (b), ¿cuál es el estado del proceso? d) ¿En qué aspecto recomendaría centrar los esfuerzos de mejora del proceso? Explique. e) Si la media del proceso cambia a 1,90; ¿cuál es el número promedio de subgrupos que se tomará hasta que se detecte dicho cambio en la gráfica de control? f) ¿Cuál es la probabilidad de que el cambio planteado en la parte (e) no se detecte sino hasta el quinto subgrupo seleccionado después de que éste ha ocurrido? g) Si la desviación estándar del proceso cambia a 0,045; ¿cuál es el número promedio de subgrupos que se tomará hasta se detecte dicho cambio en la gráfica de control? h) ¿Cuál es la probabilidad de que el cambio planteado en la parte (g) se detecte en los siguientes cuatro subgrupos seleccionados después que éste ha ocurrido?
EJERCICIO N° 10.
Se requiere que la resistencia de un producto sea por lo menos de 300 psi. Para controlar el proceso en el cual se fabrica dicho producto, cada dos horas se toma un subgrupo de tres artículos en forma consecutiva. En la siguiente tabla se muestran los datos correspondientes a los últimos 30 subgrupos:
Subgrupo Resistencia (psi) Subgrupo Resistencia (psi) 1 315,6 319,2 303,8 16 313,4 307,4 329, 2 318,8 309,2 321,4 17 337,4 312,9 324, 3 311,2 312,1 342,9 18 316,3 314,1 323, 4 322,0 321,1 329,1 19 327,2 338,2 340, 5 315,2 327,4 300,6 20 337,8 343,0 337, 6 310,3 319,8 338,5 21 309,2 321,7 310, 7 320,6 315,9 318,3 22 314,3 321,6 318, 8 322,2 303,6 323,4 23 318,9 322,2 333, 9 329,1 306,7 312,4 24 303,7 326,3 337, 10 322,9 317,8 300,2 25 319,3 338,8 320, 11 326,2 310,1 338,5 26 317,0 327,4 312, 12 328,8 325,0 322,0 27 310,6 318,5 336, 13 328,8 306,3 305,6 28 319,5 326,0 333, 14 318,7 320,8 310,3 29 308,6 321,7 306, 15 326,7 316,7 327,3 30 316,2 321,6 328,
a) Obtenga las gráficas de control para medias y rangos e interprételas. ¿El proceso muestra un estado de control estadístico razonable? b) Estime la capacidad y la proporción de productos disconformes del proceso, suponiendo que la resistencia del producto sigue una distribución Normal. c) Con base en los resultados obtenidos en (a) y (b), ¿cuál es el estado del proceso? d) Si procedió de manera adecuada en (b), encontrará que la capacidad del proceso es mala, pero ¿cómo se explica esto si ningún dato del muestreo es menor a 300 psi? e) Suponga que la media del proceso se desajusta cambiando a 310 psi. ¿Cuál es el número promedio de subgrupos que se requerirá para detectar ese cambio? ¿Cuál es el tiempo promedio para que se detecte dicho cambio la gráfica de control? f) Suponga que la desviación estándar del proceso aumenta a 12,30 psi. ¿Cuál es el número promedio de subgrupos que se requerirá para detectar ese cambio? ¿Cuál es el tiempo promedio para que se detecte dicho cambio en la gráfica de control?
EJERCICIO N° 12.
Resuelva nuevamente el ejercicio N° 8 utilizando gráficas de control para medas y desviaciones. ¿Observa alguna diferencia en los resultados obtenidos?
EJERCICIO N° 13.
Resuelva nuevamente el ejercicio N° 9 utilizando gráficas de control para medas y desviaciones. ¿Observa alguna diferencia en los resultados obtenidos?
EJERCICIO N° 14.
En una empresa se lleva el registro del consumo de agua por semana, y de acuerdo con datos históricos, se sabe que el consumo promedio semanal es de 170,2 m^3 con una desviación estándar de 10,4 m^3.
a) ¿Es más adecuado controlar esta variable a través de una gráfica para medias o mediante una gráfica para lecturas semanales? Explique. b) Obtenga los límites para la gráfica de control más adecuada según lo respondido en (a). c) ¿Cómo detectaría en la gráfica de control los efectos de un programa de ahorro de agua?
EJERCICIO N° 15.
En una empresa se hacen impresiones en láminas de acero que después se convierten en recipientes para los productos de otras empresas. Un aspecto que es importante monitorear en dicha impresión es la temperatura de horneado donde la lámina se seca una vez que ha sido impresa. La temperatura en cierto horno debe ser 25° C con una tolerancia de ±5° C. A pesar de que al horno se le programa la temperatura, por experiencia se sabe que no la mantiene, por lo que se decide medir la temperatura del proceso cada dos horas. A continuación se muestran las últimas 45 mediciones de temperatura realizadas al proceso (ordenadas por fila):
a) ¿En este caso es más adecuado utilizar una gráfica para medias o una para lecturas individuales? Explique. b) Obtenga la gráfica de control más adecuada según lo respondido en (a). ¿Puede considerarse que la temperatura del proceso es estable? c) En el punto 32 el operador decidió hacer un ajuste a la temperatura del horno, ¿tiene algún fundamento estadístico esta decisión? ¿Fue una decisión oportuna? d) Alguien no está muy de acuerdo con la decisión tomada por el operador argumentando que la temperatura todavía estaba dentro del rango de las especificaciones. ¿Qué opina al respecto?
RESPUESTA DE LOS EJERCICIOS
EJERCICIO N° 1.
a) Gráfica 𝑋̅: Gráfica S: LSC = 37,82 LSC = 10, VM = 32,20 VM = 6, LIC = 26,58 LIC = 2,
b) LEI = 13,18 LES = 51, Los límites naturales de tolerancia son más amplios que los límites de control porque se diseñan en función de la variabilidad de los productos individuales y no de subgrupos como en los límites de control.
EJERCICIO N° 2.
a) Gráfica 𝑋̅: Gráfica S: LSC = 50,35 LSC = 0, VM = 50 VM = 0, LIC = 49,65 LIC = 0
b) No. Hay que registrar al menos 20 subgrupos en las gráficas de control.
c) Cp = Cpk = Cpm = 1, El proceso opera centrado y es capaz de cumplir con las especificaciones.
EJERCICIO N° 3.
a) Gráfica 𝑋̅: Gráfica R: LSC = 250,05 LSC = 3, VM = 249 VM = 1, LIC = 247,95 LIC = 0 [En realidad, LIC = - 0,41]
b) Gráfica 𝑋̅: Gráfica R: LSC = 249,70 LSC = 3, VM = 249 VM = 2, LIC = 248,30 LIC = 0,
c) Al incrementar el tamaño del subgrupo, la amplitud de los límites de control disminuyen (tanto para la media y como para el rango).
d) No. Hay que registrar al menos 20 subgrupos en las gráficas de control.
EJERCICIO N° 6.
a) El proceso se encuentra operando en forma inestable.
b) El operador está interviniendo continuamente el proceso contribuyendo a su inestabilidad.
c) No, ya que el análisis de capacidad se debe hacer con el proceso bajo control estadístico.
d) Identificar las causas especiales de variación en el proceso y proceder a monitorearlo mediante las gráficas de control una vez que dichas causas hayan sido corregidas.
X-bar Chart for Medias
Subgroup
X-bar
CTR = 300,
UCL = 302,
LCL = 299,
0 10 20 30 40
299
300
301
302
303
Range Chart for Rangos
Subgroup
Range
CTR = 2,
UCL = 5,
LCL = 0,
0 10 20 30 40
0
1
2
3
4
5
6
EJERCICIO 7.
a) Luego de eliminar los subgrupos N° 7 y 9, el proceso muestra una estabilidad razonable en su media pero no en su variabilidad.
b) 𝜎̂ = 1,0199 Cp = 0,98 Cpk = CpI = 0,65 Cpm = 0,70 PNC = 0,
c) El proceso es relativamente estable (en su media) pero no es capaz de cumplir con las especificaciones (ni aún centrado en el valor nominal). Hay que mejorar la capacidad del proceso haciendo énfasis en la reducción de la variabilidad (corrigiendo previamente posibles causas especiales de variación sobre ella).
X-bar Chart for Medias
Subgroup
X-bar
CT R = 213,
UCL = 215,
LCL = 212,
0 4 8 12 16 20 24
212
213
214
215
216
Range Chart for Rangos
Subgroup
Range
CTR = 2,
UCL = 4,
LCL = 0,
0 4 8 12 16 20 24
0
1
2
3
4
5
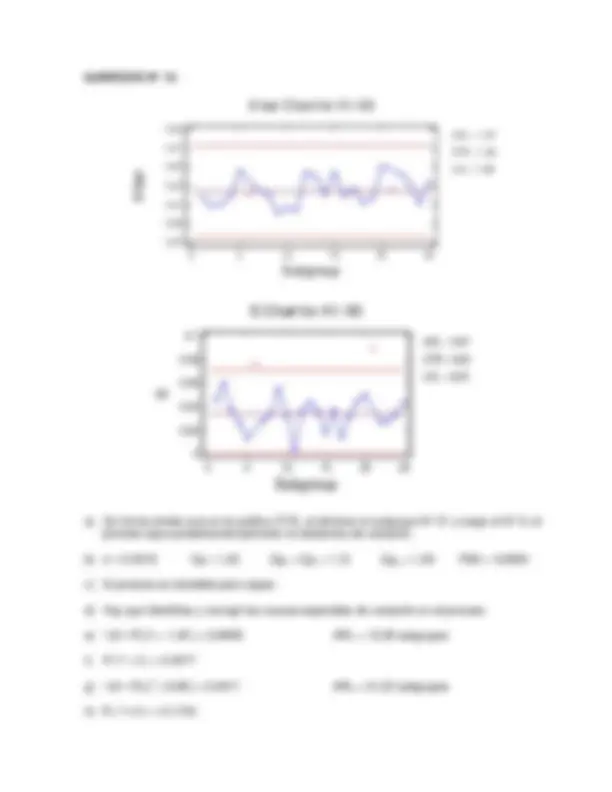
EJERCICIO N° 8.
a) Aunque todos los subgrupos se encuentran dentro de los límites de control, el proceso presenta inestabilidad debido a patrones no aleatorios de variación en ambas gráficas.
b) 𝜎̂ = 0,0389 Cpk = CpI = 1,12 PNC = 0,
c) El proceso no es estable pero si capaz.
d) Hay que identificar y corregir las causas especiales de variación en el proceso.
e) 1-β = P[ Z < -1,54 ] = 0,0618 ARL = 16,18 subgrupos
f) Y: Número de subgrupos seleccionados hasta detectar el cambio P( Y = 4 ) = 0,
g) 1-β = P[ W > 4,22 ] = 0,0164 ARL = 60,98 subgrupos
h) Y: Número de subgrupos seleccionados hasta detectar el cambio P( Y ≤ 5 ) = 0,
X-bar Chart for X1-X
Subgroup
X-bar
CT R = 1,
UCL = 2,
LCL = 1,
0 4 8 12 16 20
1,
1,
1,
1,
1,
2
Range Chart for X1-X
Subgroup
Range
CTR = 0,
UCL = 0,
LCL = 0,
EJERCICIO N° 9.
a) Luego de eliminar los subgrupos N° 6 y 21, el proceso sigue presentando inestabilidad debido a patrones no aleatorios de variación.
b) 𝜎̂ = 0,0344 Cp = 1,16 Cpk = CpI = 1,07 Cpm = 1,12 PNC = 0,
c) El proceso es inestable pero capaz.
d) Hay que identificar y corregir las causas especiales de variación en el proceso.
e) 1-β = P[ Z < - 1,30 ] = 0,0968 ARL = 10,33 subgrupos
f) Y: Número de subgrupos seleccionados hasta detectar el cambio P( Y = 5 ) = 0,
g) 1-β = P[ W > 4 ] = 0,0397 ARL = 25,19 subgrupos
h) Y: Número de subgrupos seleccionados hasta detectar el cambio P( Y ≤ 4 ) = 0,
X-bar Chart for X1-X
Subgroup
X-bar
CTR = 1,
UCL = 1,
LCL = 1,
0 5 10 15 20 25
1,
1,
1,
1,
1,
1,
1,
Range Chart for X1-X
Subgroup
Range
CTR = 0,
UCL = 0,
LCL = 0,
0 5 10 15 20 25
0
0,
0,
0,
0,
0,
EJERCICIO N° 11.
a) Aunque todos los subgrupos se encuentran dentro de los límites de control, el proceso presenta inestabilidad debido a patrones no aleatorios de variación.
X-bar Chart for X1-X
Subgroup
X-bar
CT R = 79,
UCL = 92,8 4
LCL = 65,
0 4 8 12 16 20 24
65
70
75
80
85
90
95
Range Chart for X1-X
Subgroup
Range
CTR = 23,
UCL = 49,
LCL = 0,
0 4 8 12 16 20 24
0
10
20
30
40
50
b) Estadísticas descriptivas básicas:
𝑋̅= 79,39 S = 10,
c) De acuerdo a las estadísticas descriptivas, la opinión de los clientes en cuanto a la calidad del servicio, en promedio tiende a ser buena (pero no excelente) con una marcada variabilidad entre las apreciaciones de los clientes, lo cual no es indicador de un producto o servicio uniforme y, por lo tanto, de buena calidad.
d) En (a) se analiza que tan estable es la calidad del servicio (buena o mala) de acuerdo a la percepción de los clientes. En cambio, en (b) se analiza la conformidad de los clientes con el servicio (capacidad del proceso).
Evaluación