



P á g i n a | 1
Universidad Nacional Autónoma de Honduras
Facultad de Ingeniería
Ingeniería Industrial










































Prepara tus exámenes y mejora tus resultados gracias a la gran cantidad de recursos disponibles en Docsity

Gana puntos ayudando a otros estudiantes o consíguelos activando un Plan Premium

Prepara tus exámenes
Prepara tus exámenes y mejora tus resultados gracias a la gran cantidad de recursos disponibles en Docsity
Prepara tus exámenes con los documentos que comparten otros estudiantes como tú en Docsity
Encuentra los documentos específicos para los exámenes de tu universidad
Estudia con lecciones y exámenes resueltos basados en los programas académicos de las mejores universidades
Responde a preguntas de exámenes reales y pon a prueba tu preparación
Consigue puntos base para descargar
Gana puntos ayudando a otros estudiantes o consíguelos activando un Plan Premium
Comunidad
Pide ayuda a la comunidad y resuelve tus dudas de estudio
Ebooks gratuitos
Descarga nuestras guías gratuitas sobre técnicas de estudio, métodos para controlar la ansiedad y consejos para la tesis preparadas por los tutores de Docsity
Mejora continua de procesos: el método Kaizen
Tipo: Apuntes
1 / 53

Esta página no es visible en la vista previa
¡No te pierdas las partes importantes!
o
¿Qué es Kaizen?............................................................................................................. 7
En la actualidad la construcción masiva hizo que a la hora de desarrollar edificios de propiedad horizontal o de oficinas se ponga el foco de rendimiento del metro cuadrado, muchas veces dejando de lado la calidad o plurabilidad espacial. La industria de los muebles ha experimentado una revolución con los procesos de fabricación avanzados y las ideas innovadoras. Se centra en los diseños, estilos, colores y calidad y ante todo la funcionalidad de mejora de un elemento determinado. La industria de muebles se basa ahora en artículos de fabricación que sean multifuncionales. Ante el reto de adaptar hábitos y productos a reducciones cada vez más considerables en el espacio disponible de nuevos tipos de inmuebles, ha tomado cada vez más relevancia la capacidad de ofrecer productos que puedan ofrecer mayor versatilidad en cuanto a sus funciones. Para muchos usuarios esto puede representar una alternativa valiosa debido a que es posible ocupar dos tipos diferentes de mobiliario en un mismo espacio y con ello es posible ahorrar el espacio que sería necesario para dos mobiliarios por separado. Existe una gran variedad de mobiliarios que representan una alternativa para el ahorro de espacio, la investigación referente a ellos sugiere que en un futuro cercano existan más alternativas. La aceptación que cada uno tenga dependerá no solamente de las funciones ofrecidas, del grado de estética o los materiales de los que estará conformado; sino además dependerá de otros factores como las costumbres de los usuarios, el entorno en que habitan, su capacidad adquisitiva. Considerado lo anterior resulta evidente que este tipo de productos se encuentran abiertos a incorporar propuestas que ayuden a mejorar muchos aspectos existentes. La característica principal de éstos es que son diseñados para cumplir con una función primaria y con una adecuación realizada por parte del usuario son capaces de ofrecer una función secundaria. Se vuelve vital conocer las costumbres, la situación de las viviendas, percepción y conocimiento de los mobiliarios, poder adquisitivo y otros aspectos que nos proporcionen certeza acerca de los factores que serían decisivos en el éxito del mobiliario en una región o sector de la población en particular. En la etapa inicial se comenzó identificando aquellos sectores poblacionales que más interés podrían tener en la adquisición de un mobiliario multifuncional y se determinó la cantidad mínima de personas encuestadas para tener una muestra representativa adecuada de dichos sectores. Posteriormente se elaboró una encuesta que permitió obtener datos proporcionados por los usuarios respecto a la percepción de espacio en su vivienda, las actividades
realizadas en cada sector de la casa, certeza acerca de las actividades de las que se han prescindido por disfuncionalidad de las viviendas y por último la percepción de los mobiliarios multifuncionales. Se analizaron los resultados obtenidos por medio de las encuestas para que partir de éstos se generen conceptos de diseño que fueron encaminados a cubrir las necesidades de la mayoría de los usuarios. Los consumidores a los que busca llegar este proyecto son hombres y mujeres, con residencia en la región central, entre los 18 y 50 años, que habitan solos, con su pareja o son padres de familia, y viven en casas de menos de 70 mt2 o departamentos de menos de 50mts2. Es por ello que el presente proyecto busca la aplicación de los conocimientos aprendidos a lo largo de la carrera de ingeniería industrial para el desarrollo de un mobiliario que incorpore más de una función y que cubra las necesidades de los usuarios que busquen optimizar el espacio de algún área de su inmueble.
¿Qué es Kaizen? Kaizen significa “cambio para mejorar”; deriva de las palabras KAI-cambio y ZEN bueno. Kaizen es el cambio en la actitud de las personas. Es la actitud hacia la mejora, hacia la utilización de las capacidades de todo el personal, la que hace avanzar el sistema hasta llevarlo al éxito. Lógicamente este espíritu lleva aparejada una manera de dirigir las empresas que implica una cultura de cambio constante para evolucionar hacia mejores prácticas, que es a lo que se refiere la denominación de “mejora continua”. La mejora continua y el espíritu Kaizen, son conceptos maduros, aunque no tienen una aplicación real extendida. Su significado puede parecer muy sencillo y, la mayoría de las veces, lógico y de sentido común, pero la realidad muestra que en el entorno empresarial su aplicación es complicada sino hay un cambio de pensamiento y organización radical que permanezca a lo largo del tiempo. Las ventajas de su aplicación son patentes si consideramos que los estudios apuntan a que las empresas que realizan un constante esfuerzo en la puesta en práctica de proyectos de mejora continua se mueven con crecimientos sostenidos superiores al 10% anual. Los antecedentes de la mejora continua se encuentran en las aportaciones de Deming y Juran en materia de calidad y control estadístico de procesos, que supusieron en punto de partida para los nuevos planteamientos de Ishikawa, Imai y Ohno, quienes incidieron en la importancia de la participación de los operarios en grupos o equipos de trabajo, enfocada a la resolución de problemas y la potenciación de la responsabilidad personal. A partir de estas iniciativas, Kaizen se ha considerado como un elemento clave para la competitividad y el éxito de las empresas japonesas. El espíritu de mejora continua se refleja en la frase “siempre hay un método mejor” y consiste en un progreso, paso a paso, con pequeñas innovaciones y mejoras, realizado por todos los empleados, incluyendo a los directivos, que se van acumulando y que conducen a una garantía de calidad, una reducción de costes y la entrega al cliente de la cantidad justa en el plazo fijado. El proceso de la mejora continua propugna que, cuando aparece un problema, el proceso productivo se detiene para analizar las causas y tomar las medidas correctoras con lo que su resolución aumenta la eficiencia del sistema. Llega un momento en que los incrementos derivados de la introducción de mejoras son poco significativos. Entonces debe producirse una inversión o cambio de la tecnología utilizada. Cuando los cambios son radicales, y se llevan a cabo mediante técnicas de reingeniería o de importantes mejoras en el diseño del producto, implican grandes inversiones y, a menudo, están asociados a la modernización de equipos y automatización. No obstante, el pensamiento Kaizen presenta inconvenientes y dificultades que, en la mayoría de los casos, tienen que ver con el cambio de mentalidad de directivos y resto del personal. En este sentido conviene recordar el pensamiento de Nicolás Maquiavelo
quien concluía que: “No hay nada más difícil que planificar, ni más peligros que gestionar, ni menos probabilidad de tener éxito que la creación de una nueva manera de hacer las cosas, ya que el reformador tiene grandes enemigos en todos aquellos que se beneficiarán de lo antiguo y solamente un tibio apoyo de los que ganarán con lo nuevo”. Obviamente las personas constituyen el capital más importante de las empresas; los operarios están en permanente contacto con el medio de trabajo, son Lean manufacturing quienes están mejor situados para percibir la existencia de un problema y, en multitud de ocasiones, son los más capacitados para imaginar las soluciones de mejora. Ante estas consideraciones es lógico concluir que la mejora continua es el pilar básico del éxito del modelo creado en Japón y es un factor fundamental a la hora de conseguir que los beneficios de implantación de cualquier herramienta Lean Manufacturing sean persistentes en el tiempo. Por lo tanto un evento kaizen es una cadena de acciones realizadas por equipos de trabajo cuyo objetivo es mejorar los resultados de los procesos existentes. Mediante estas acciones, los dueños de los procesos y los operadores pueden realizar mejoras significativas en su lugar de trabajo que se traducirán en beneficios de productividad (y, en consecuencia, de rentabilidad) para la empresa, estos eventos resultan extremadamente efectivos para mejorar rápidamente un proceso mediante la implementación de herramientas. Para uso en organizaciones, Kaizen significa mejora continua gradual, todos están activamente involucrados. Kaizen es una herramienta poderosa que muchas organizaciones internacionales usan, los líderes la utilizan para mejorar su personal y sus procesos. Significa mejoramiento, Mejoramiento continuo en la vida personal, familiar, social y de trabajo. Un mejoramiento continuo que involucra a todos por igual.
Procedimiento para hacer un evento kaizen Antes de realizar el evento kaizen Los eventos kaizen se planean con una anticipación de hasta dos meses. En esta etapa de planificación se realiza lo siguiente: a) Se proponen y descubren las oportunidades para llevar a cabo un evento. Estas oportunidades las plantean gerentes, clientes o cualquier otra persona que pueda visualizarlas. b) Se elige al líder del equipo (persona con capacidad de liderazgo y conocimiento del tema). c) Se elige al patrocinador del evento (persona con autoridad y capaz de tomar decisiones para apoyar las propuestas del equipo). d) Se elige al equipo. Es recomendable que sean entre 7 y 10 participantes en total, incluyendo operadores, ingenieros, personal administrativo y de calidad, a veces incluso participan clientes y proveedores. e) Se prepara la logística del evento (sala de juntas, área, producción, etc.). f) Se comunica a los participantes. g) Se rellena la tabla “definición del evento kaizen” (se mostrará más adelante). h) Se prepara la documentación necesaria de acuerdo con cada tipo de evento. Durante el evento Kaizen Primer día El primer día se hace una reunión de apertura con todo el equipo, la dirección o gerencia, y se realiza la siguiente propuesta de agenda: Agenda Propuesta: a) El director dirige unas palabras (5 minutos) al grupo explicando la razón del evento de mejora y recalcando la necesidad de los cambios. b) El líder del equipo presenta a todo el equipo (sus lugares de trabajo, habilidades y fortalezas) y proporciona los objetivos, el alcance, la agenda, las reglas y los entregables del evento (15 minutos). c) Se realiza una introducción sobre el tema del evento: según el propósito del evento y la herramienta Lean que se va aplicar, se lleva a cabo una presentación sencilla sobre el tema, donde se explican: Los antecedentes. La definición de la herramienta; por ejemplo, TPM, kanban, SMED, etc. Las mediciones importantes. Los beneficios de la implementación.
El tiempo de implementación. El procedimiento para llevarla a cabo. Las actividades que va realizar el equipo durante el evento. Las consideraciones importantes de la implementación. d) Se establece la situación actual. Se analiza el mapa de la cadena de valor (value stream map) y se destacan las entradas y salidas de los procesos. También puede establecerse la situación mediante la revisión de las gráficas de tendencia de la situación que motivaron la realización del evento, como la fiabilidad de los equipos, los tiempos de cambio, los defectos de calidad, los problemas debido a grandes inventarios, etc. e) Se realiza una visita al área para detectar oportunidades. Es muy importante que todo el equipo visite el área en la que se llevará a cabo el evento de mejora, ya que el lugar de los hechos es el punto de partida para resolver un problema, mejorar cualquier situación, o realizar cualquier análisis. En esta visita a las áreas es muy importante preguntar al personal como perciben la situación, como realizan el trabajo actualmente o si tienen sugerencias de mejora. Asimismo, la observación será un elemento decisivo en la detección de oportunidades. f) Se identifican las oportunidades. El equipo inicia la identificación de oportunidades, las cuales pueden estar en cualquiera de los limitantes de la productividad y se deben documentar tarjetas de oportunidad. Durante los días del evento se proponen ideas y se llevan a cabo aquellas que puedan ejecutarse en ese mismo evento, las cuales se clasifican normalmente como A, B y C. Las ideas A son de aplicación inmediata (1 a 4 días), las B se pueden llevar a cabo durante el evento o un poco después (una a dos semanas) y las C requieren un poco más de tiempo (no más de dos meses), ya que pueden necesitar autorizaciones especiales, inversiones, etc. La parte superior de la tarjeta se pega en el sitio donde se encontró la oportunidad (tarjeta de oportunidad), mientras que el talón inferior, que contiene la misma información, se lo lleva el equipo para transcribirlo en la tabla “Actividades a realizar en el evento Kaizen”, en esta tabla se detalla el número de propuesta o de tarjeta, se describen las actividades, el avance en la ejecución de la mejora, el responsable de llevar a cabo la actividad, la clasificación de la misma y las observaciones necesarias en cada propuesta. Este documento debe estar en un lugar visible para todos en el área donde se esté aplicando el evento para que todos puedan hacer un seguimiento de las mejoras.
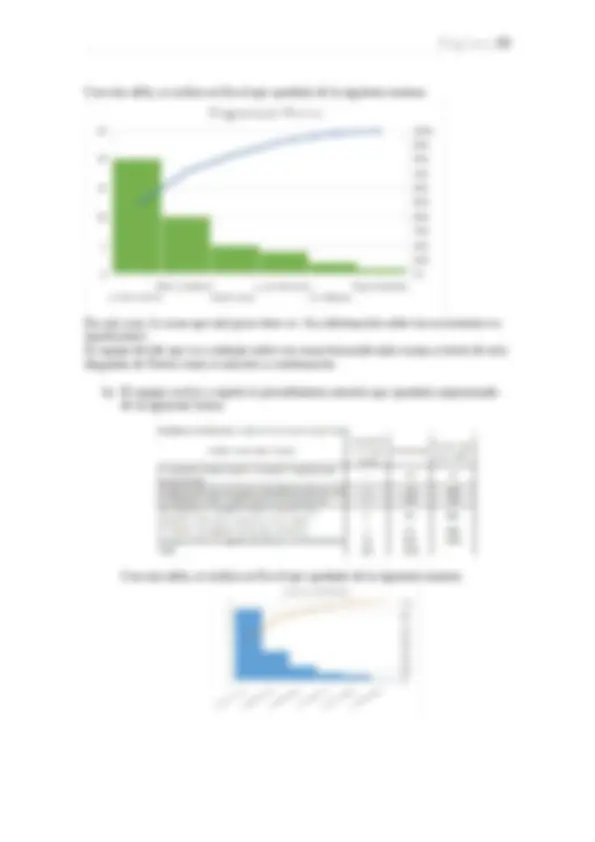
Herramientas que usa Kaizen para el análisis de los flujos de las personas. Según esta tabla Las siete herramientas estadísticas Existen dos métodos distintos para la resolución de los problemas. El primer método se usa cuando se dispone de datos y el trabajo es analizarlos para resolver un problema en particular. La mayor parte de los problemas que se presentan en las áreas relacionadas con la producción caen en esta categoría. Las siete herramientas estadísticas para la resolución analítica de los problemas son: Diagramas de Pareto. Estos diagramas clasifican los problemas de acuerdo con la causa y fenómeno. Los problemas son diagramas de acuerdo a la prioridad, utilizando un formato de gráfica de barras, con el 100% indicando la cantidad total del valor perdido. Este diagrama, también es llamado curva cerrada o Distribución A-B-C, es una gráfica para organizar datos de forma que estos queden en orden descendente, de izquierda a derecha y separados por barras. Este diagrama: Permite asignar un orden de prioridades. Permite mostrar gráficamente el principio de Pareto (pocos vitales, muchos triviales), es decir, que hay muchos problemas sin importancia frente a unos pocos muy importantes. Mediante la gráfica colocamos los «pocos que son vitales» a la izquierda y los «muchos triviales» a la derecha. Facilita el estudio de las fallas en las industrias o empresas comerciales, así como fenómenos sociales o naturales psicosomáticos. Hay que tener en cuenta que tanto la distribución de los efectos como sus posibles causas no es un proceso lineal, sino que el 20% de las causas totales hace que sean originados el 80% de los efectos y rebotes internos del pronosticado. El principal uso que tiene el elaborar este tipo de diagrama es para poder establecer un orden de prioridades en la toma de decisiones dentro de una organización. Evaluar todas las fallas, saber si se pueden resolver o mejor evitarlas.
¿Cómo se hace un diagrama de Pareto? a) Seleccionar los aspectos que se van a analizar. ¿Cuál es el problema y las causas que se van a tratar? b) Seleccionar la unidad de medida para el análisis: la cantidad de ocurrencias, los costos u otra medida de influencia. c) Seleccionar el período de tiempo para el análisis de los datos, por ejemplo: un ciclo de trabajo, un día completo, una semana, etc. d) Relacionar los aspectos de izquierda a derecha en el eje horizontal en el orden de magnitud decreciente de la unidad de medida. Las categorías que contienen la menor cantidad de aspectos pueden combinarse en «otra» categoría, la cual se debe colocar en la extrema derecha). e) Encima de cada aspecto, se dibuja un rectángulo cuya altura represente la magnitud de la unidad de medida para cada aspecto. f) Construir la línea de frecuencia acumulativa sumando las magnitudes de cada aspecto de izquierda a derecha. g) Utilizar el Diagrama de Pareto para identificar los aspectos más importantes para el mejoramiento de la calidad. Ejemplo El hotel Brisas del mar, ha recibido en el último semestre numerosas quejas sobre el servicio. Esto está afectando negativamente al desempeño del sistema de gestión de calidad, repercutiendo negativamente en la satisfacción del cliente. Las quejas son variadas, así que los responsables de procesos se reúnen y deciden hacer un diagrama de Pareto para determinar la causa predominante y trabajar sobre ella. a) El equipo de trabajo recopila las posibles causas del problema a través de listas de verificación, resultados de encuestas, quejas, etc. y también la frecuencia con la que ocurren. Quedaría una tabla como la que te muestro a continuación.
c) Llegados a este punto el equipo decide reunirse con los guías para identificar en profundidad esta causa. Diagramas de causa y efecto. Estos diagramas se utilizan para analizar las características de un proceso o situación y los factores que contribuyen a ellas. Los diagramas de causa y efecto también se llaman “gráficas de espina de pescado” o “gráficas de hueso de Godzilla”. El Diagrama de Ishikawa, también conocido como Diagrama de Espina de Pescado o Diagrama de Causa y Efecto, es una herramienta de la calidad que ayuda a levantar las causas-raíces de un problema, analizando todos los factores que involucran la ejecución del proceso. Creado en la década de 60, por Kaoru Ishikawa, el diagrama tiene en cuenta todos los aspectos que pueden haber llevado a la ocurrencia del problema, de esa forma, al utilizarlo, las posibilidades de que algún detalle sea olvidado disminuyen considerablemente. En la metodología, todo problema tiene causas específicas, y esas causas deben ser analizadas y probadas, una a una, a fin de comprobar cuál de ellas está realmente causando el efecto (problema) que se quiere eliminar. Eliminado las causas, se elimina el problema. El Diagrama de Ishikawa es una herramienta práctica, muy utilizada para realizar el análisis de las causas-raíces en evaluaciones de no conformidades. ¿Cómo hacer un diagrama de Ishikawa? Para realizar el análisis de causas utilizando el diagrama de Ishikawa, basta con seguir algunos pasos:
Ejemplo El Diagrama de Ishikawa presenta la relación existente entre el resultado no deseado o no conforme de un proceso (efecto) y los diversos factores (causas) que pueden contribuir a que ese resultado haya ocurrido. Su relación con la imagen de una espina de pescado se da debido al hecho de que podemos considerar sus espinas las causas de los problemas planteados, que contribuirán al descubrimiento de su efecto, además del formato gráfico que se asemeja al diseño de un esqueleto de pescado.
Determinar el rango de los datos (recorrido) Restando, el menor valor de los datos, del mayor. Rango de datos = Valor máximo – valor mínimo Determinar la cantidad de intervalos (clases) en el histograma A menudo entre 6 y 12 y dividir el rango (paso b) por la cantidad de intervalos para determinar el rango de cada uno (amplitud). Dependiendo del número de clases en que agrupemos los datos, perderemos más o menos información, tratando de identificar la pauta de comportamiento. La siguiente tabla nos puede dar una pista sobre la cantidad de clases a dividir, según el número de datos de los que dispongamos: Calculamos entonces la amplitud del intervalo de cada clase: Amplitud= Recorrido/Nº de clases Calculamos también la frecuencia de clases Para determinar el número de datos que están incluidos en cada una de las clases se puede hacer de la siguiente forma: Se confecciona un cuadro con tres casillas: en la primera por filas se colocan los límites numéricos de cada clase. Se empieza por el primer dato de la lista, se identifica a qué clase pertenece y se coloca una marca o “palote” en la segunda casilla en la fila correspondiente. Se continúa de la misma forma con todos los valores de la tabla. La suma de los “palotes” marcados para cada clase corresponde a la frecuencia de la misma. Es conveniente comprobar que la suma de las frecuencias de cada una es igual al número total de datos. Marcar el eje horizontal con la escala de los valores de los datos Se divide en tantos intervalos como clases se hayan definido. Marcar el eje vertical con la escala de frecuencia Cantidad o porcentaje de observaciones. Dibujar la altura de cada intervalo igual a la cantidad de valores de los datos que caen dentro de ese intervalo. NOTA: Es posible diseñar un modelo de recolección de datos de modo tal que genere un histograma a medida que se toman los datos. Este modelo se denomina generalmente hoja de anotación.
Cartas de control. Existen dos tipos de variaciones: las variaciones inevitables que ocurren bajo condiciones normales y las que pueden llevar a una causa. A esta última se le llama “anormal”. Las cartas de control sirven para detectar tendencias anormales con la ayuda de gráficas lineales. Estas gráficas difieren de las gráficas lineales estándar en que tienen líneas de límites de control en los niveles central, superior e inferior. Los datos de muestra se trazan en puntos sobre la gráfica para evaluar las situaciones y tendencias del proceso. El objetivo básico de una carta de control es observar y analizar el comportamiento de un proceso a través del tiempo. Así, es posible distinguir entre variaciones por causas comunes y especiales (atribuibles), lo que ayudará a caracterizar el funcionamiento del proceso y decidir las mejores acciones de control y de mejora. Cuando se habla de analizar el proceso nos referimos principalmente a las variables de salida (características de calidad), pero las cartas de control también pueden aplicarse para analizar la variabilidad de variables de entrada o de control del proceso mismo. se muestra una típica carta de control en la cual se aprecia que el objetivo es analizar de dónde a dónde varía (ver campana) y cómo varía el estadístico W a través del tiempo y este estadístico puede ser una media muestral, un rango, un porcentaje, etc. Los valores que va tomando W se representan por un punto y éstos se unen con una línea recta. La línea central representa el promedio de W. Los límites de control, inferior y superior, definen el inicio y final del rango de variación de W, de forma que cuando el proceso está en control estadístico existe una alta probabilidad de que prácticamente todos los valores de W caigan dentro de los límites. Por ello, si se observa un punto fuera de los límites de control, es señal de que ocurrió algo fuera de lo usual en el proceso. Por el contrario, si todos los puntos están dentro de los límites y no tienen algunos patrones no aleatorios de comportamiento, que veremos más adelante, entonces será señal de que en el proceso no ha ocurrido ningún cambio fuera de lo común, y funciona de manera estable (que está en control estadístico). Así, la carta se convierte en una herramienta para detectar cambios en los procesos. se muestra una típica carta de control en la cual se aprecia que el objetivo es analizar de dónde a dónde varía (ver campana) y cómo varía el estadístico W a través del tiempo y este estadístico puede ser una media muestral, un rango, un porcentaje, etc. Los valores que va tomando W se representan por un punto y éstos se unen con una línea recta. La línea central representa el promedio de W. Los límites de control, inferior y superior, definen el inicio y final del rango de variación de W, de forma que cuando el proceso está en control estadístico existe una alta probabilidad de que prácticamente todos los valores de W caigan dentro de los límites. Por ello, si se observa un punto fuera de los límites de control, es señal de que ocurrió algo fuera de lo usual en el proceso. Por el contrario, si todos los puntos están dentro de los límites y no tienen algunos patrones no aleatorios de comportamiento, que veremos más adelante, entonces será señal de que en el proceso no ha ocurrido ningún cambio fuera de lo común, y funciona de manera estable (que está en control estadístico). Así, la carta se convierte en una herramienta para detectar cambios en los procesos.