¡Descarga MICROESTRUCTURA PELTON RUNNER y más Guías, Proyectos, Investigaciones en PDF de Mecatrónica solo en Docsity!
UNIVERSIDAD POLITÉCNICA SALESIANA
SEDE CUENCA
CARRERA DE INGENIERÍA MECÁNICA
Trabajo de titulación previo a la obtención del título de Ingeniero Mecánico.
Proyecto técnico:
ANÁLISIS DE LA MICROESTRUCTURA EN LOS RODETES PELTON DE LA
CENTRAL HIDROELÉCTRICA PAUTE-MOLINO MEDIANTE RÉPLICAS METALOGRÁFICAS IN-SITU
Autores:
Christian Daniel Vivero Condo Hugo Armando Merchán Saquipay
Tutor: Ing. Jonnathan Santos Benítez
Cuenca - Ecuador 2019
II
CESIÓN DE DERECHOS DE AUTOR
Nosotros Hugo Armando Merchán Saquipay con C.I.: 0105403752 y Christian Daniel Vivero Condo con C.I.: 0105273411, manifestamos nuestra voluntad y cedemos a la Universidad Politécnica Salesiana la titularidad sobre los derechos patrimoniales en virtud de que somos autores del trabajo de titulación: ANÁLISIS DE LA MICROESTRUCTURA EN LOS RODETES PELTON DE LA CENTRAL HIDROELÉCTRICA PAUTE-MOLINO MEDIANTE RÉPLICAS METALOGRÁFICAS IN-SITU, mismo que ha sido desarrollado para optar por el título de: Ingeniero Mecánico , en la Universidad Politécnica Salesiana, quedando la Universidad facultada para ejercer plenamente los derechos cedidos anteriormente.
En aplicación a lo determinado en la ley de propiedad intelectual, en nuestra condición de autores nos reservamos los derechos morales de la obra antes citada. En concordancia, suscribimos este documento en el momento que hacemos entrega del trabajo final en formato impreso y digital a la Biblioteca de la Universidad Politécnica Salesiana.
Cuenca, Enero de 2019
___________________________
Hugo Armado Merchán Saquipay CI: 0105403752
___________________________
Christian Daniel Vivero Condo CI: 0105273411
IV
DECLARATORIA DE RESPONSABILIDAD
Nosotros Hugo Armando Merchán Saquipay con C.I.: 0105403752 y Christian Daniel Vivero Condo con C.I.: 0105273411, autores del trabajo de titulación: ANÁLISIS DE LA MICROESTRUCTURA EN LOS RODETES PELTON DE LA CENTRAL HIDROELÉCTRICA PAUTE-MOLINO MEDIANTE RÉPLICAS METALOGRÁFICAS IN-SITU , certificamos que el total contenido del Proyecto Técnico es de nuestra responsabilidad y autoría.
Cuenca, Enero de 2019
___________________________
Hugo Armado Merchán Saquipay CI: 0105403752
___________________________
Christian Daniel Vivero Condo CI: 0105273411
V
DEDICATORIA
Dedico este presente trabajo a mis padres y hermanos que me han apoyado a lo largo de toda mi formación académica.
Hugo Merchán
Mi tesis la dedico con todo mi amor a mis padres por los valores y el amor que me brindan cada día de la vida, a mi hermano Marcelo Vivero por ser un pilar fundamental en todo aspecto de mi vida, a mi hermana Jessenia y a mi princesa preciosa Danielita que es un motivo muy importante para mi superación.
A mí amado hijo Jeremy por ser mi motivación e inspiración para a pesar de las adversidades de la vida poder superarme cada día más y así poder luchar para que la vida nos depare un futuro mejor.
A la persona que definitivamente me motivo a llegar a cumplir esta meta en mi vida, a ti Karito Roldan por todas aquellas palabras de aliento, por la confianza y el respaldo que en este trayecto me has brindado.
Christian Vivero
VII
RESUMEN
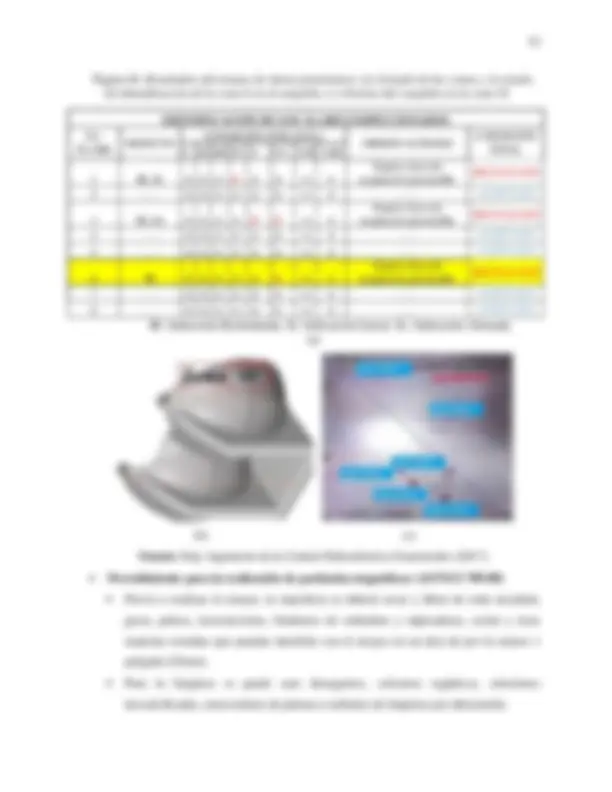
El presente proyecto analiza y establece el procedimiento para la inspección metalográfica en campo (in-situ) en los cangilones de rodete pelton de la Central Hidroeléctrica Paute-Molino (CHPM) y estudia la microestructura obtenida de las zonas críticas en los cangilones. Con la metalografía de campo se puede detectar fallas comunes tales como: Tamaño de grano, sensitización, límites de macla, descarburación y variaciones de fase del acero inoxidable martensítico. Esta observación dependerá en gran medida de la confiabilidad del análisis de imágenes microscópicas y la calidad de las muestras obtenidas (in-situ) en este sentido, las especificaciones para el desarrollo del procedimiento de análisis metalográfico in-situ fue desarrollado conforme la norma ASTM E-1351 que brinda las pautas generales para la producción y evaluación de réplicas metalográficas, la norma ASTM E-3 que especifica la normativa para la preparación de la superficie, y la norma ASTM E-407 la cual especifica el tipo de atacante químico de acuerdo al material de estudio. El desarrollo del procedimiento de metalografía in-situ, se llevó a cabo en los cangilones del rodete, donde se presentaron fallas como: Picaduras y desprendimiento de material debido al impacto del chorro de agua. La geometría compleja que presentan los cangilones generó ciertos inconvenientes durante la etapa de pulido, por lo que se debió proceder cuidadosamente para obtener una superficie uniformemente pulida conforme indica la normativa, consecuentemente se presentó también problemas de enfoque, por lo tanto se optó por realizar varias fotografías de cada zona con el objetivo de obtener el área completa de inspección. El análisis de la microestructura del acero inoxidable martensítico ASTM A743-CA6NM del cual está fabricado el rodete pelton, se observa una matriz martensítica con ciertas fases como: Ferrita delta (δ) y austenita (γ). De estos micro-constituyentes el único elemento presente perjudicial es la ferrita delta (δ), esta fase es prácticamente indeseable en un acero inoxidable martensítico, debido a que reduce la resistencia mecánica y la dureza, características que son primordiales en este tipo de acero. De igual manera, aunque no se ha podido determinar perfectamente los límites de grano, debido a que fue afectado por la resolución de las imágenes obtenidas. Del 60% de las muestras obtenidas se puede evidenciar un crecimiento de grano en las zonas donde se ha llevado a cabo recuperación de material por soldadura de electro revestido.
Palabras clave: Cangilón, in-situ, límites de macla, microestructura martensítica, réplica metalográfica, rodete pelton.
VIII
ABSTRACT
The present project analyzes and establishes the procedure for the metallographic inspection in the field (in-situ) in the pelton bucket buckets of the Paute-Molino Hydroelectric Plant (CHPM) and studies the microstructure obtained from the critical zones in the buckets. With the field metallography common faults can be detected such as: Grain size, sensitization, twin limits, decarburization, and phase variations of the martensitic stainless steel. This observation will depend to a large extent on the reliability of the analysis of microscopic images and the quality of the samples obtained (in-situ) in this sense, the specifications for the development of the metallographic in-situ analysis procedure was developed according to the ASTM E standard. - 1351 that provides the general guidelines for the production and evaluation of metallographic replicas, the ASTM E-3 standard that specifies the regulations for the preparation of the surface, and the ASTM E-407 standard which specifies the type of chemical attacker according to the study material. The development of the in-situ metallography procedure was carried out in the buckets of the impeller, where there were faults such as: Stings and detachment of material due to the impact of the water jet. The complex geometry presented by the buckets generated certain inconveniences during the polishing stage, so we had to proceed carefully to obtain a uniformly polished surface according to the regulations, consequently there were also problems of focus, and therefore, we chose to make several photographs of each area with the objective of obtaining the complete inspection area. The analysis of the martensitic stainless steel ASTM A743-CA6NM microstructure of which the pelton impeller is made, shows a martensitic matrix with certain phases such as: Ferrite delta (δ) and austenite (γ). Of these micro-constituents the only harmful element present is ferrite delta (δ), this phase is practically undesirable in a martensitic stainless steel, because it reduces the mechanical strength and hardness, characteristics that are essential in this type of steel. In the same way, although it has not been possible to determine the grain boundaries perfectly, because it was affected by the resolution of the obtained images. 60% of the samples obtained can be seen a growth of grain in the areas where material recovery has been carried out by welding electrocoated. Key words: Bucket, in-situ, twin limits, martensitic microstructure, metallographic replica, pelton runner.
X
- 4.7.1. Límite de grano - 4.7.2. Límite de maclas - 4.7.3. Sensitización........................................................................................................ - 4.7.4. Microgrietas - 4.8. Material de fabricación del rodete pelton de la CHPM - 4.8.1. Composición química del acero inoxidable ASTM A743 grado CA6NM - 4.8.2. Diagrama hierro-carbono - 4.8.3. Microestructura del acero inoxidable ASTM A743 grado CA6NM - 4.8.4. Fases presentes en los aceros martensíticos - 4.8.5. Morfología del acero inoxidable martensítico ASTM A743 grado CA6NM - 4.8.5.1. Placa de martensita - 4.8.5.2. Martensita de malla
- Metodología. - 5.1. Método de investigación - 5.2. Diseño de la investigación - 5.2.1. Revisión del histórico - 5.2.2. Inspección visual (VT) - 5.2.3. Tintas penetrantes (TP) - 5.2.4. Partículas Magnéticas (MT) - 5.3. Proceso para la inspección del rodete pelton mediante réplicas metalográficas
- rodete de la CHPM................................................................................................................ 5.3.1. Procedimiento para la obtención de réplicas metalográficas de los cangilones del
- metalográficas 5.3.2. Selección de las zonas críticas del cangilón para análisis de réplicas
- cangilones del rodete pelton de la CHPM............................................................................. 5.3.3. Desarrollo del procedimiento para la obtención de réplicas metalográficas de los - 5.3.3.1. Preparación de la superficie - 5.3.3.2. Desarrollo del procedimiento desbaste y pulido.............................................. - 5.3.3.3. Ataque químico de las zonas preparadas
- microscópicas. 5.3.3.4. Proceso para la obtención de réplicas metalográficas y observación
- 5.4. Análisis de resultados
- horas de funcionamiento. 5.5. Análisis comparativo de microestructuras del rodete en estado de suministro y con
- Conclusiones
- Recomendaciones
XI
- Referencias bibliográficas .............................................................................................. 86
- Anexos............................................................................................................................ 93 Anexo A. Procedimiento para la medición del tamaño de grano mediante el programa Stream Essentials en los laboratorios de la Universidad Politécnica Salesiana sede Cuenca. ............................................................................................................................................... 93 Anexo B. Aproximación del tamaño de grano de la zona I mediante el software computacional Stream Essentials. ....................................................................................... 101 Anexo C. Aproximación del tamaño de grano de la zona VI mediante el software computacional Stream Essentials. ....................................................................................... 101 Anexo D. Aproximación del tamaño de grano de la zona I parte posterior de la tricúspide mediante el software computacional Stream Essentials. .................................................... 102
LISTA DE FIGURAS
Figura 1. Partes principales de una turbina hidráulica. ................................................................... 5 Figura 2. Clasificación de turbinas hidráulicas según el diseño del rodete. ................................... 5 Figura 3: Elementos principales de las turbinas Pelton .................................................................. 6 Figura 4. Elementos principales que intervienen en el funcionamiento de la turbina pelton. ........ 7 Figura 5: Rodete pelton, a: Esquema del rodete en una turbina Pelton, b: Vista frontal y sección lateral y sección superior de una cuchara. .............................................................................. 7 Figura 6. Interacción del chorro-cangilón-sedimento en el rodete pelton ...................................... 8 Figura 7. Modelación numérica de la interacción chorro-cangilón del rodete pelton con software comercial mediante elementos finitos ..................................................................................... 9 Figura 8: Mecanismos de erosión por impacto de partículas sólidas, a: Erosión por corte, b: Erosión por fatiga, c: Deformación plástica, (1: Alto ángulo de impacto y 2: Partícula con mediana velocidad), d: Erosión por fatiga. ........................................................................... 10 Figura 9: Desgaste playero en los cangilones de un rodete a un tiempo de tres años de operación ............................................................................................................................................... 11 Figura 10. Clasificación de ensayos no destructivos .................................................................... 13 Figura 11: Secuencia de obtención de la réplica: a: Superficie pulida y atacada, b: Aplicaciones de la película plástica ablandada y c: Réplica que constituye el negativo de la superficie .. 15 Figura 12. Etapas de obtención de una réplica metalográfica. ..................................................... 16 Figura 13. Parámetros para la evaluación y producción de réplica metalográfica. ...................... 17 Figura 14. Superficie pulida para la obtención de réplica metalográfica ..................................... 18
XIII
Figura 35. Temperatura de inicio de la transformación de la martensita vs contenido de carbono ............................................................................................................................................... 43 Figura 36. Diseño esquemático para el desarrollo de la investigación ......................................... 44 Figura 37. Registro de actividades de mantenimiento en software IFS (Sistema Financiero Internacional) ........................................................................................................................ 45 Figura 38. La inspección visual alcance, limitaciones y ventajas ................................................. 46 Figura 39. Factores que influyen durante la inspección visual ..................................................... 47 Figura 40. Hoja técnica de reporte de inspección visual de los cangilones del rodete pelton ...... 48 Figura 41. Procedimiento general para la elaboración del ensayo de tintas penetrantes. ............. 50 Figura 42. Proceso de análisis por tintas penetrantes, a) Limpieza, b) Aplicación del penetrante c) Remoción, d) Revelado, e) Inspección. ................................................................................ 51 Figura 43. Definición de indicaciones, a) Redondeada, b) Lineal, c) Alineada ........................... 52 Figura 44. Resultados del ensayo de tintas penetrantes; (a) Listado de las zonas y el estado, (b) Identificación de la zona 6 en el cangilón, (c) Grietas del cangilón en la zona VI............... 53 Figura 45. Inspección de alabes por partículas magnéticas. a) Lista de zonas inspeccionadas, b) Identificación de zonas de inspección................................................................................... 55 Figura 46. Proceso para la obtención de réplicas metalográficas. ................................................ 56 Figura 47. Criterios de selección de las zonas de inspección de los cangilones del rodete pelton de la CHPM........................................................................................................................... 57 Figura 48. Preparación de la superficie de los cangilones del rodete pelton para la obtención de réplica metalográfica. ............................................................................................................ 60 Figura 49. Superficie del cangilón luego del desbaste y pulido. .................................................. 64 Figura 50. Superficie atacada químicamente correspondiente a la Zona I denominado tricúspide ............................................................................................................................................... 66 Figura 51. Ubicación espacial de la zona de inspección VI del cangilón del rodete en estado de suministro.............................................................................................................................. 71 Figura 52. Microestructura de la zona VI del cangilón en estado de suministro .......................... 72 Figura 53. Zona de inspección I de la tricúspide del cangilón: (a) Ubicación espacial de zona de inspección en el cangilón, (b) Superficie real del cangilón. ................................................. 73 Figura 54. Microestructura del cangilón zona inspección I, a) Zona libre de soldadura por electrodo revestido, b) Zona recuperada por soldadura por electrodo revestido .................. 74
XIV
Figura 55. Zona de inspección III, (a) Ubicación espacial del cangilón, (b) Superficie real de inspección del rodete pelton.................................................................................................. 75 Figura 56. Microestructura del cangilón zona de inspección III, (a) y (b): Zonas cercanas a la soldadura ............................................................................................................................... 76 Figura 57. Zona de inspección VI del cangilón del rodete con 210623 horas de servicio ........... 77 Figura 58. Microestructura de la zona de inspección VI del cangilón del rodete con 210623 horas de servicio ............................................................................................................................. 78 Figura 59. Zona de inspección I del cangilón, (a) ubicación espacial esquemática, (b) Ubicación real de la zona en el cangilón el rodete ................................................................................. 78 Figura 60. Microestructuras de la zona de inspección posterior I, a) y b) Zonas próximas no afectadas por soldadura por electrodo revestido. .................................................................. 79
LISTA DE TABLAS
Tabla 1: Composición química del acero inoxidable ASTM A743 de grado CA6NM ................ 26 Tabla 2. Identificación de las zonas críticas de inspección del cangilón ...................................... 58 Tabla 3. Procedimiento de desbaste y pulido del acero inoxidable ASTM A743 grado CA6NM conforme la norma ASTM E-3. ............................................................................................ 61 Tabla 4. Procedimiento para el ataque químico del acero inoxidable ASTM A743 grado CA6NM conforme la noma ASTM E-407........................................................................................... 65 Tabla 5. Procedimiento para la obtención de réplicas metalográficas conforme la norma ASTM E-1351. .................................................................................................................................. 67 Tabla 6. Comparación microestructura de la zona VI en estado de suministro y la zona I del rodete con 210623 horas de servicio. .................................................................................... 80 Tabla 7. Comparación microestructura de la zona VI en estado de suministro y la zona III del rodete con 210623 horas de servicio ..................................................................................... 81 Tabla 8. Comparación microestructura de la zona VI en estado de suministro y la zona VI del rodete con 210623 horas de servicio ..................................................................................... 82 Tabla 9. Comparación microestructura de la zona VI en estado de suministro y la zona posterior I del rodete con 210623 horas de servicio ............................................................................... 83
situ), mediante el cual se podrá determinar las variaciones a nivel microestructural que pudiese haber en el cangilón del rodete. (R. L. Bernau, s. f.), (C. Fernando Guzman Ornelas, 2013), (ASTM International, 1992), (Marta López Jenssen & Ana Hidalgo Aedo, 2007)
2. Planteamiento del problema. 2.1. Antecedentes. Actualmente, los ensayos que se vienen realizando dentro de los planes de mantenimiento de la CHPM, en los rodetes son: Inspección visual, tintas penetrantes, partículas magnéticas y medición del perfil hidráulico, que se utilizan para determinar la condición del rodete a nivel “ macroestructural ”. (Ojeda & Marcelo, 2016) Muchas de las fallas están asociadas a las condiciones operativas, es decir los cangilones del rodete al estar en contacto con el flujo hidráulico, a lo largo del tiempo de operación, los cangilones de los rodetes presentan distintos tipos de desgaste como la remoción de material el cual es ocasionado por el impacto de sedimentos presente en el flujo hidráulico. En este sentido, los END implementados en la CHPM constituyen herramientas de información relevante para la evaluación y análisis estructural a nivel macroestructural de los rodetes pelton. Además, permiten extender la vida útil, mediante técnicas correctivas de mantenimiento en función de los resultados de estos ensayos. (J.F. Santa et al., 2007) Para garantizar un correcto funcionamiento de los mecanismos de la central hidroeléctrica y de manera principal el de los rodetes, se llevan a cabo planes de mantenimiento, tanto de tipo preventivo como correctivo. En la CHPM las técnicas de inspección que se llevan a cabo para determinar el tipo de mantenimiento correctivo que se aplicará a los cangilones, son los END a nivel macroestructural. Sin embargo, una técnica de inspección que optimizará los planes de mantenimiento y que aún no se ha implementado es la metalografía, este procedimiento es el que permite obtener información sobre la microestructura, y que posibilita conocer los cambios sobre las propiedades mecánicas de los componentes, los fenómenos que provocaron su degradación asociados a la falla y en varios casos monitorear y evaluar la perdida de aptitud para su uso. (Ojeda & Marcelo, 2016), (R. L. Bernau, s. f.) 2.2. Importancia y alcances El presente documento contribuirá al campo tecnológico y práctico de la Central Hidroeléctrica Paute-Molino (CHPM) para la evaluación del estado de los cangilones del rodete, específicamente a nivel microestructural mediante el procedimiento denominado réplicas
metalográficas in-situ, los resultados obtenidos formarán parte del compendio de pruebas realizados en el rodete pelton y de tal manera poder determinar el estado de los rodetes. La información permitirá técnicamente, al personal administrativo la toma de decisiones referente a los distintos procedimientos que se deben llevar a cabo para la recuperación de las zonas afectadas, disminuyendo el desgaste y prolongando así la vida útil de los rodetes en general. 2.3. Delimitación La toma de muestras se llevará a cabo en la Casa de Máquinas de la Central Hidroeléctrica Paute-Molino (CHPM) ubicado en Guarumales, donde se encuentran las dos turbinas a inspeccionar, una en estado de suministro es decir con 0 horas de trabajo con código: 96926, y el segundo rodete con código: 90052-1 y 210623 horas de trabajo. El procedimiento para la toma de muestras metalográficas y su evaluación obedecerán las normas ASTM (American Society of Testing Materials) E-1351 que hace referencia a la evaluación y producción de réplicas metalográficas en campo, ASTM E-3 que hace referencia a la preparación de la superficie y ASTM E-407 para el ataque químico de las zonas a inspeccionar. Cada una de las normas, serán detalladas durante el desarrollo del presente documento. (Ojeda & Marcelo, 2016), (ASTM International, 2017) El análisis de las muestras se llevará a cabo en los laboratorios de la Universidad Politécnica Salesiana sede Cuenca, con el fin de elaborar conclusiones que servirán para determinar el estado microestructural de los cangilones, en base a la caracterización de la microestructura de las zonas a inspeccionar.
3. Objetivos. 3.1. Objetivo general. Analizar la microestructura en los rodetes pelton de la CHPM, por la técnica de réplicas metalográficas in-situ. 3.2. Objetivos específicos. Determinar un procedimiento técnico para la obtención de las réplicas metalográficas in-situ aplicando la Norma ASTM E 407- Realizar el ensayo no destructivo (END) de réplicas metalográficas en las zonas críticas de los cangilones de la turbina pelton de la CHPM.
Figura 1. Partes principales de una turbina hidráulica.
Fuente: (José Luis, s. f.) Turbinas de acción: Toda la energía potencial se convierte en velocidad en el distribuidor, entre la entrada y salida del rodete no hay caídas de presión. El flujo solo se desvía en el rodete. Dentro de esta categorización se encuentra la turbina pelton. (Claudio Mataix Plana, 2009) Turbinas de reacción: La energía potencial es convertida en parte en el distribuidor y en parte en el rodete. En el rodete hay una diferencia de presión entre la entrada y la salida, el flujo es desviado y acelerado en el rodete. Las turbinas Francis, y Kaplan están dentro de esta categoría. (Claudio Mataix Plana, 2009) La segunda clasificación las turbinas hidráulicas está en función del diseño del rodete, las turbinas más usadas para la generación de electricidad se muestran en la figura 2. Figura 2. Clasificación de turbinas hidráulicas según el diseño del rodete.
Fuente: (Claudio Mataix Plana, 2009) , (Gunt Hamburg, s. f.) , (Soriano, 1996)
Turbinas Hidráulicas Francis Estan diseñados para trabajar con saltos de agua y caudales medios. Saltos entre 40 m y 730 m.
Kaplan Diseñadas para trabajar con saltos de agua pequeños y con grandes caudales. Saltos entre 5 m y 80 m.
Pelton Diseñadas para trabajar con saltos de agua muy grandes, y caudales pequeños. Saltos entre 120 y 2000 m.
4.2. Turbina pelton Es el tipo de turbina más común, siendo su componente principal la rueda o rodete. Su aplicación está dada para grandes saltos o caídas que están entre 120m y 2000m y caudales pequeños entre 0.0015 𝑚^3 /𝑠 y 34 𝑚^3 /𝑠 (1.5 l/s y 34000 l/s), aunque es posible su aplicación para caudales medianos, cuando se fabrican con más de 1 chorro. ( Manual de Capacitación en Operación y Mantenimiento de Pequeñas Centrales Hidráulicas , 2008), (Lorena Andrea Ferrada Sepúlveda, 2012) La turbina pelton convierte en energía mecánica de rotación la energía cinética del agua. Los elementos principales que componen la turbina pelton son: Distribuidor, inyectores, rodete, deflector y servomotor (pilota la válvula esférica permitiendo e interrumpiendo el paso del agua), como se observa en la figura 3. (Energía hidroeléctrica, 2016) Figura 3: Elementos principales de las turbinas Pelton
Fuente: (Ojeda & Marcelo, 2016) 4.2.1. Funcionamiento del rodete pelton El inyector lanza un chorro de alta velocidad que incide sobre una serie de cangilones montados en la periferia de una rueda como se muestra en la figura 4. El par ejercido por el impacto y la desviación del chorro provoca el giro de la rueda. Una vez transmitida su energía a la rueda, el agua sale de los alabes a velocidad relativamente baja y es dirigida hacia el canal de desagüe. Por tanto, la turbina ha de estar colocada a suficiente altura para asegurar el derrame libre. (Jose Luis, s. f.)