


OPERACIONES DE DOBLADO
ADOLFO JULIAN SOTO GOMEZ



Prepara tus exámenes y mejora tus resultados gracias a la gran cantidad de recursos disponibles en Docsity

Gana puntos ayudando a otros estudiantes o consíguelos activando un Plan Premium

Prepara tus exámenes
Prepara tus exámenes y mejora tus resultados gracias a la gran cantidad de recursos disponibles en Docsity
Prepara tus exámenes con los documentos que comparten otros estudiantes como tú en Docsity
Encuentra los documentos específicos para los exámenes de tu universidad
Estudia con lecciones y exámenes resueltos basados en los programas académicos de las mejores universidades
Responde a preguntas de exámenes reales y pon a prueba tu preparación
Consigue puntos base para descargar
Gana puntos ayudando a otros estudiantes o consíguelos activando un Plan Premium
Comunidad
Pide ayuda a la comunidad y resuelve tus dudas de estudio
Ebooks gratuitos
Descarga nuestras guías gratuitas sobre técnicas de estudio, métodos para controlar la ansiedad y consejos para la tesis preparadas por los tutores de Docsity
Proceso de manufactura
Tipo: Diapositivas
1 / 9

Esta página no es visible en la vista previa
¡No te pierdas las partes importantes!
(^) En el trabajo de láminas metálicas el doblado se define como la deformación del metal alrededor de un eje recto. Como se muestra en la figura. Durante la operación de doblado, el metal dentro del plano neutral se comprime, mientras que el metal por fuera del plano neutral se estira. El metal se deforma plásticamente así que el doblez toma una forma permanente al remover los esfuerzos que lo causaron. El doblado produce poco cambio en el espesor de la lámina metálica.
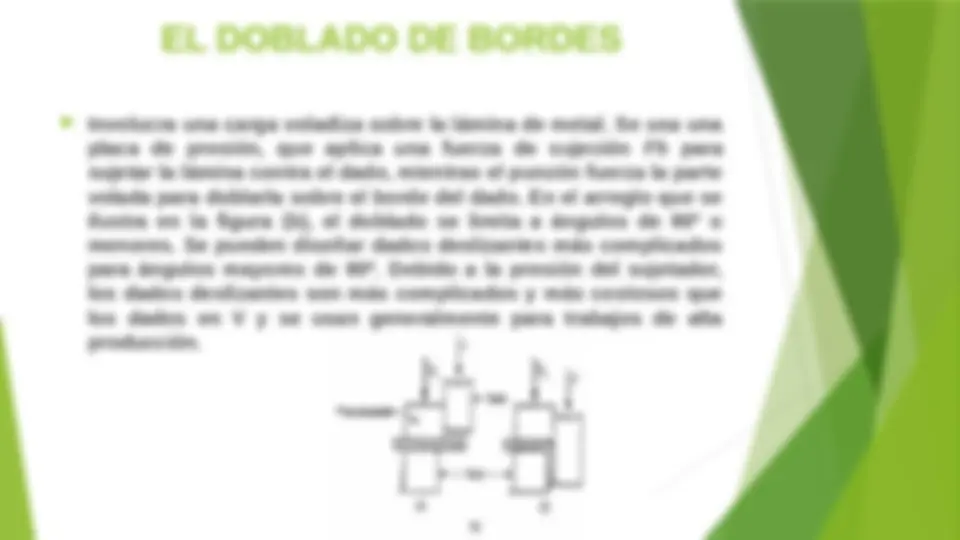
(^) Involucra una carga voladiza sobre la lámina de metal. Se usa una placa de presión, que aplica una fuerza de sujeción Fh para sujetar la lámina contra el dado, mientras el punzón fuerza la parte volada para doblarla sobre el borde del dado. En el arreglo que se ilustra en la figura (b), el doblado se limita a ángulos de 90º o menores. Se pueden diseñar dados deslizantes más complicados para ángulos mayores de 90º. Debido a la presión del sujetador, los dados deslizantes son más complicados y más costosos que los dados en V y se usan generalmente para trabajos de alta producción.
(^) Si el radio del doblado es pequeño con respecto al espesor del material, el metal tiende a estirarse durante el doblado. Es importante poder estimar la magnitud del estirado que ocurre, de manera que la longitud de la parte final pueda coincidir con la dimensión especificada. El problema es determinar la longitud del eje neutro antes del doblado, para tomar en cuenta el estirado de la sección doblada final. Esta longitud se llama tolerancia de doblado.
(^) La fuerza que se requiere para realizar el doblado depende de la geometría del punzón y del dado, así como de la resistencia, espesor y ancho de la lámina de metal que se dobla. Dimensión de la abertura del dado D : (a) dado en V, y (b) dado deslizante.
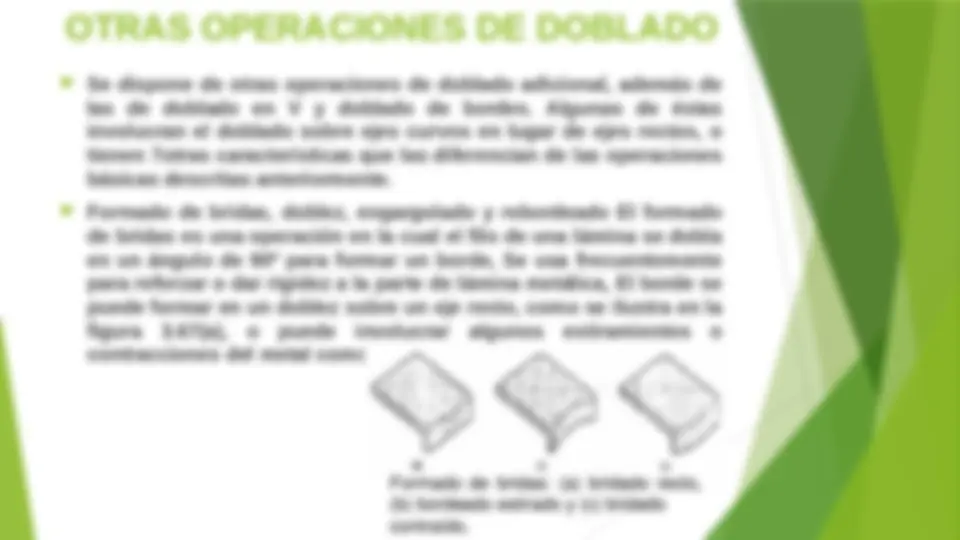
(^) Se dispone de otras operaciones de doblado adicional, además de las de doblado en V y doblado de bordes. Algunas de éstas involucran el doblado sobre ejes curvos en lugar de ejes rectos, o tienen 7otras características que las diferencian de las operaciones básicas descritas anteriormente. (^) Formado de bridas, doblez, engargolado y rebordeado El formado de bridas es una operación en la cual el filo de una lámina se dobla en un ángulo de 90º para formar un borde, Se usa frecuentemente para reforzar o dar rigidez a la parte de lámina metálica, El borde se puede formar en un doblez sobre un eje recto, como se ilustra en la figura 3.67(a), o puede involucrar algunos estiramientos o contracciones del metal como en las partes (b) y (c). Formado de bridas: (a) bridado recto, (b) bordeado estirado y (c) bridado contraído.