


1
Bloque II: Procesos y tecnologías de fabricación
Tema 1: Procesos para preformar
TECNOLOGÍAS DE FABRICACIÓN


























































































Prepara tus exámenes y mejora tus resultados gracias a la gran cantidad de recursos disponibles en Docsity

Gana puntos ayudando a otros estudiantes o consíguelos activando un Plan Premium

Prepara tus exámenes
Prepara tus exámenes y mejora tus resultados gracias a la gran cantidad de recursos disponibles en Docsity
Prepara tus exámenes con los documentos que comparten otros estudiantes como tú en Docsity
Encuentra los documentos específicos para los exámenes de tu universidad
Estudia con lecciones y exámenes resueltos basados en los programas académicos de las mejores universidades
Responde a preguntas de exámenes reales y pon a prueba tu preparación
Consigue puntos base para descargar
Gana puntos ayudando a otros estudiantes o consíguelos activando un Plan Premium
Comunidad
Pide ayuda a la comunidad y resuelve tus dudas de estudio
Ebooks gratuitos
Descarga nuestras guías gratuitas sobre técnicas de estudio, métodos para controlar la ansiedad y consejos para la tesis preparadas por los tutores de Docsity
Asignatura: TECNOLOGIAS DE FABRICACION, Profesor: casanova casanova, Carrera: Ingeniería Eléctrica, Universidad: UniZar
Tipo: Apuntes
1 / 110

Esta página no es visible en la vista previa
¡No te pierdas las partes importantes!
II IV
Procesos para preformar 1
Procesos de deformación 2
Procesos de arranque de material
I
III
Procesos de unión y ensamblaje 4
Definición 1
Etapas 2
Caracterización de las etapas 3
3.1 Flujo del metal fundido en la cavidad del molde.3.2 Solidificación y enfriamiento del metal en el molde.Materiales para fundición 5
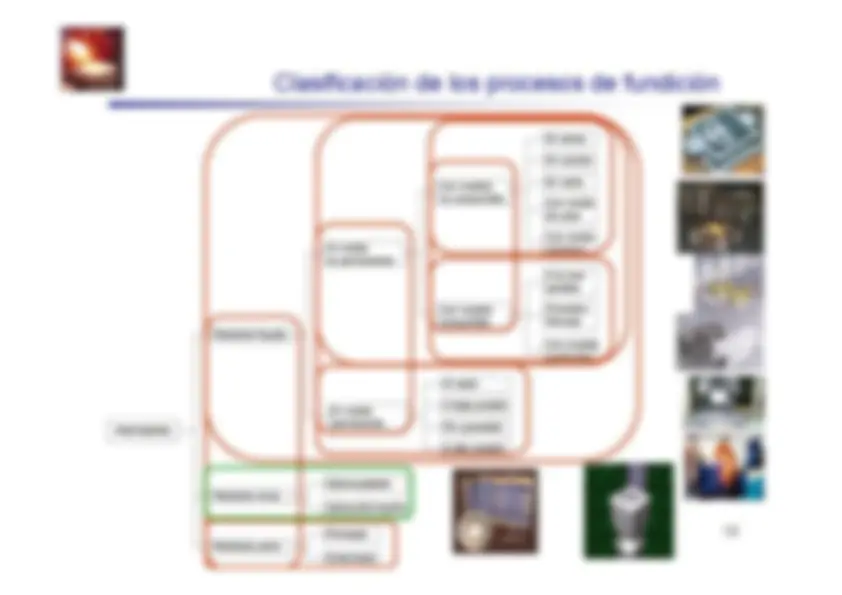
Clasificación de los procesos de fundición5.1 Características deseables.5.2 Tipos. 4
Definición 1
Etapas 2
Caracterización de las etapas 3
3.1 Flujo del metal fundido en la cavidad del molde.3.2 Solidificación y enfriamiento del metal en el molde.Materiales para fundición 5
Clasificación de los procesos de fundición5.1 Características deseables.5.2 Tipos. 4
-^
-^
-^
-^
-^
-^
-^
-^
-^
Definición 1
Etapas 2
Caracterización de las etapas 3
3.1 Flujo del metal fundido en la cavidad del molde.3.2 Solidificación y enfriamiento del metal en el molde. Materiales para fundición 5
Clasificación de los procesos de fundición5.1 Características deseables.5.2 Tipos. 4
Definición 1
Etapas 2
Caracterización de las etapas 3
3.1 Flujo del metal fundido en la cavidad del molde.3.2 Solidificación y enfriamiento del metal en el molde.Materiales para fundición 4
4.1 Características deseables.4.2 Tipos.Clasificación de los procesos de fundición 5
Flujo del metal fundido en la cavidad del molde
Flujo del metal fundido en la cavidad del molde
g
Solidificación y enfriamiento del metal en el molde
Solidificación y enfriamiento del metal en el molde
Definición 1
Etapas 2
Caracterización de las etapas 3
3.1 Flujo del metal fundido en la cavidad del molde.3.2 Solidificación y enfriamiento del metal en el molde. Materiales para fundición 5
Clasificación de los procesos de fundición5.1 Características deseables.5.2 Tipos. 4