¡Descarga Reactores y literatura y más Diapositivas en PDF de Química Aplicada solo en Docsity!
María Gabriela Ruiz Hinojosa
La ingeniería de las reac-
ciones químicas toma en
cuenta los fenómenos de
transporte con la cinética
de los reactores.
Estudia las reacciones químicas que se producen en un proceso químico, en lo que se refie-
re a su cinética química, a los mecanismos de reacción y al diseño de reactores. Se dice que
el 25% de la producción mundial de productos químicos industriales emplea reactores, y
de ahí la importancia de esta materia.
Un reactor de laboratorio es el tubo de ensayo, pues en éste se ingresan los reactivos, se lo
agita o se le entrega energía térmica, y entonces se obtiene el producto. Es así que un reac-
tor industrial y un reactor de laboratorio sólo se diferencian en las dimensiones y en las
cantidades con las que se trabaja, pues en cuando a su conformación son prácticamente
iguales. Ahora, lo que se hace para probar un nuevo producto es emplear reactores a nivel
de laboratorio, para entonces llevar estas experiencias al nivel industrial.
Un típico proceso químico consiste en lo siguiente: viene una materia prima e ingresa a un
proceso de separación para luego pasar al reactor. Desarrollado el proceso químico, viene
otro proceso de separación, a partir del cual se obtiene el producto, además de subproduc-
tos o productos indeseados. Naturalmente lo que se producto es minimizar la producción
de productos indeseados.
En el diseño de un reactor intervienen disciplinas como trasferencia de calor, transferen-
cia de masa, mecánica de fluidos, termodinámica y cinética química. Al rector entran los
reactantes y salen los productos.
La ingeniería de las reacciones químicas (CRE → Chemical
Reactions Engineering) trata con sistemas químicos reacti-
vos con gran significancia en ingeniería química. En una
disciplina que cuantifica las interacciones entre los fenó-
menos de transporte y la cinética de las reacciones, rela-
cionando el desempeño del reactor con las condiciones de operación y las alimentaciones
variables. Dentro de este campo, se va a trabajar con las siguientes siglas:
CSTR → Continuos Stirred Tank Reactor (Reactor Continuo Tanque Agitado)
PFR → Plug Flow Reactor (Reactor de Flujo de Pistón)
PBR → Packed Bed Reactor (Reactor de Lecho Empacado)
Por lo tanto, esta disciplina es necesaria en el desarrollo de nuevas tecnologías y en el me-
joramiento de las tecnologías existentes. Además, permite buscar procesos alternativos
para reemplazar los ya existentes, encontrar rutas que generen productos a partir de dife-
rentes alimentaciones y reducir o eliminar los subproductos no deseados. De hecho, la in-
geniería de la reacción química es posiblemente el curso clave que diferencia a la energía
química de otras ingenierías.
En base a lo mencionado anteriormente, algunas aplicaciones de la ingeniería de la reac-
ción química son las siguientes:
Producción de Etileno: El etileno, obtenido a partir del etano (que a su vez es obte-
nido en el proceso de destilación del petróleo, cuando sale conjuntamente con el
metano por la parte superior de la columna, ya que son las fracciones más livianas
del crudo), es utilizado para la manufacturación de polietileno, el plástico de ma-
María Gabriela Ruiz Hinojosa
yor uso en el mundo. Para la producción de etileno a partir de etano simplemente
se procede con una deshidrogenación.
Modelado del smog: Permite estimar el grado de formación del smog.
Desarrollo de convertidores catalíticos para la reducción del smog.
Crecimiento de células madre a gran escala: El desafío es desarrollar grandes can-
tidades de células viables.
Fármaco cinética: La ingeniería de la reacción química puede ser empleada para
describir la interacción entre el cuerpo humano y los fármacos.
Desarrollo de celdas de combustibles.
Microreactores → Poseen microcanales. Son muy compactos y sirven para la pro-
ducción de químicos peligrosos o armas químicas en cantidades controladas. Pre-
sentan además una aplicación potencial en los sistemas bioquímicos.
Con la ingeniería de la reacción química se podrá desarrollar una metodología general útil
que se aplique a una variedad de sistemas: químicos, bioquímicos, biológicos, electroquí-
micos y ecológicos, en los que la ingeniería de la reacción es necesaria.
La ingeniería de las reacciones químicas hace uso de los fenómenos de transferencia, la ci-
nética química y la termodinámica para diseñar los reactores en los que realizarán las
transformaciones químicas y establecer las condiciones de operación (presión y tempera-
tura) de los mismos, así como para ver si se puede calentar o enfriar el sistema, y para es-
tudiar los mecanismos de reacción que se aplicarán en el sector industrial.
Reacción química es el proceso en el que se distribuyen los reactantes para formar pro-
ductos. En un reactor químico, que es el sitio en el que se llevan a cabo las reacciones quí-
micas, influyen factores como la presión, la temperatura y la composición, además de las
condiciones termodinámicas y cinéticas de la reacción y las fases presentes en la misma
(dos generalmente).
Los cambios químicos se producen por isomerización, por combinación o por descomposi-
ción, siendo la combinación la reacción más fácil. En la isomerización la molécula no efec-
túa ninguna descomposición externa o adición, ya que es simplemente un cambio de con-
figuración estructural interna, en la que la molécula únicamente pierde su identidad quí-
mica. En la combinación un átomo o molécula se une con otra especie para formar un
compuesto nuevo, y en la descomposición una molécula se divide en moléculas más pe-
queñas, átomos o radicales.
2
2
→ 𝑁𝑂 Combinación
2
6
2
4
2
2
4
2
2
6
Descomposición
Combinación
2
2
3
3
3
Isomerización
Homogénea: Interviene una sola fase.
Heterogénea: Intervienen al menos dos fases.
Enzimática: Utiliza catalizadores biológicos.
Catalíticas: Emplean reactores con catalizadores, pues requieren de una sustancia
adicional. Son importantes porque más del 95% de la producción mundial utiliza
en sus procesos catalizadores.
No catalíticas: No necesitan de la sustancia adicional que actúa como catalizador.
María Gabriela Ruiz Hinojosa
Dentro de este grupo están los reactores PFR, que son los que se prefieren para
reacciones en fase gaseosa y con los que se logra una conversión más alta en un vo-
lumen dado, respecto a otros reactores del mismo volumen; y los reactores PBR,
que son reactores tubulares con partículas sólidas de catalizador. También a éstos
últimos generalmente se los utiliza para reacciones en gaseosa.
Tanque con agitación continua: Flujo continuo de reactantes y productos donde
la agitación es esencial para producir una mezcla uniforme.
De lecho fijo: Consta de uno o más tubos con catalizador en posición vertical. El
lecho está constituido por un conjunto de capas, que generalmente no son del
mismo tamaño. Se caracterizan porque la densidad del catalizador es alta, y dentro
de este grupo están los reactores FB (Fixed Bed).
De lecho fluidizado (Fluidized Bed): Se emplean para reacciones en las que in-
tervienen un sólido y un fluido (generalmente un gas). Entonces la corriente de gas
se hace pasar a través de las partículas sólidas a una velocidad suficiente para sus-
penderlas. EN éstos, la densidad del catalizador no es muy alta, lo que permite que
haya un área mayor para que se efectúe la reacción.
De lecho de carga móvil: En éstos una fase fluida sube a través de un lecho for-
mado por sólidos. El sólido se alimenta por la parte superior del lecho, se mueve
hacia abajo y sale por la parte inferior. Es decir, el sólido no está estático.
De lecho con escurrimiento: En éstos el catalizador sólido está presente como en
el lecho fijo, de modo que los reactantes pasan en corrientes en paralelo o en con-
tracorriente a través del lecho.
De burbujas (Bubble Reactor): En éstos un reactivo gaseoso burbujea a través de
un líquido con el que reacciona ya que contiene un catalizador disuelto, no volátil u
otro reactivo. EL producto sale del reactor en corriente gaseosa.
Con combustible en suspensión: Son similares a los de burbujeo, pero la fase lí-
quida está formada por una suspensión de líquidos y partículas finas del cataliza-
dor sólido.
De recirculación: Existen dos variedades: con dispositivo separador, cuando se
toma parte de la corriente de salida y se lleva a la entrada del reactor; y sin dispo-
sitivo separador, cuando en la salida del reactor se coloca un separador de reacti-
vos y productos para luego recircular los reactivos, que no alcanzaron a reaccio-
nar, al reactor.
De mezcla perfecta: Es éstos las propiedades no cambian ni con el tiempo ni con
la posición, y la mezcla de reacción es completamente uniforme. Dentro de este
grupo están los reactores CSTR.
De membrana: Combinan reacción y separación en una sola unidad. La membrana
remueve selectivamente uno o más reactantes o productos, usados cuando los
rendimientos de la reacción están controlados por el equilibrio.
Fermentadores: Usan hongos, como la levadura, para formar un cultivo que se
transforma en una “sopa” espesa que contiene crecimientos filamentosos.
Tickle bed: Flujo continuo de gas y otro de líquido hacia abajo sobre un lecho fijo
de partículas sólidas catalíticas.
Las transformaciones químicas en la industria química presentan tres niveles. En el pri-
mero se tienen materias primas y productos, en el segundo están los productos y la recir-
culación de subproductos, y en el tercero se tiene a los producto, subproductos y residuos
que se reacondicionan, mediante procesos físicos, para evacuarlos posteriormente.
En un proceso químico intervienen una gran cantidad de factores, pero el aspecto clave es
la rentabilidad económica. Influyen además la energía de servicios auxiliares, los aspectos
socio – políticos, los aspectos económicos y el mercado de los subproductos.
María Gabriela Ruiz Hinojosa
Dentro de lo que es el proceso industrial, la disponibilidad y costo de las materias primas,
y el mercado de los productos son factores importantes para el proceso químico, lo cual es
lógico ya que antes de montar una planta se debe averiguar si la materia prima está dispo-
nible y si su costo es accesible, por ejemplo. Luego intervienen factores como las regula-
ciones ambientales y la tecnología disponible, además de la localización geográfica de la
planta, sobre todo en cuanto a ver sí tiene acceso a los servicios básicos, y la permanencia
del proceso, ya que éste debe ser sustentable y permanecer en el tiempo, aunque siempre
habrá lugar para las mejoras.
Las operaciones en los procesos industriales presentan la siguiente secuencia (se notará
que intervienen dos procesos físicos y un químico.):
Existen tres modos de operación de los reactores:
Operación Continua: Se caracteriza por la entrada y salida continua de corrientes,
de modo que el tiempo no es una variable, pero sí el volumen. Se la emplea para el
tratamiento de productos químicos básicos, tanto orgánicos como inorgánicos, y
para la rectificación del crudo en las refinerías de petróleo.
Operación Discontinua: Tiene periodos o tiempos conocidos como carga, trans-
formación y descarga. El tiempo es una variable, y no hay entrada ni salida conti-
nua de corrientes. Es adecuada cuando se opera a pequeña escala para la produc-
ción de compuestos de alto valor añadido o cuando existen algunas condiciones
específicas del producto que motiven que las paradas deban ser frecuentes. De ahí
que se la emplea para la fabricación de colorantes y productos farmacéuticos, para
la cristalización en balsas empleadas para la producción de sal y para la filtración
en la industria agroalimentaria. Las ventajas de las operaciones continuas respecto
a las operaciones discontinuas son las siguientes:
Operación Continua
o Economía de escala, que da lugar a grandes producciones.
o Fácil recuperación de calor o aportación de calor debido al empleo de cha-
quetas.
o Reducción de la mano de obra, debido a la automatización de los reactores
continuos.
o Eliminación de tiempos muertos, pues evidentemente la carga y la descar-
ga constituyen tiempos muertos.
o Mayor uniformidad de los productos.
o Mayor producción por unidad de volumen.
Operación Discontinua
o Se requiere uniformidad de composición de la materia prima y de los reac-
cionantes. Sin embargo, en los procesos discontinuos no hay mucha uni-
formidad.
o Difícil versatilidad, debido a la adaptación de la producción al consumo. De
hecho, como se hacen muchas paradas, a veces el producto no es el mismo.
o Arranque y parada complicada, sobre todo en las grandes instalaciones.
Preparación de
reactivos
Reacción química
Separación de
productos
María Gabriela Ruiz Hinojosa
Se tiene un sistema cualquiera:
𝑗
0
→ Velocidad de flujo molar a la entrada
𝑗
→ Velocidad de flujo molar a la salida
𝑗
→ Velocidad de flujo molar de generación
𝑁 → Número de moles
𝐸𝑁𝑇𝑅𝐴𝐷𝐴 − 𝑆𝐴𝐿𝐼𝐷𝐴 + 𝐺𝐸𝑁𝐸𝑅𝐴𝐶𝐼Ó𝑁 = 𝐴𝐶𝑈𝑀𝑈𝐿𝐴𝐶𝐼Ó𝑁
𝑗
0
= [
]
𝑗 0
𝑗
𝑗
𝑉
0
𝑗
El término ∫
𝑗
𝑉
0
se escribe así cuando la mezcla no es completa dentro del reactor, ya
que esto hace que haya diferentes velocidades de reacción dentro del reactor, en regiones
que se conocen como puntos muertos. Pero si la mezcla es completa en el equipo, de modo
que la velocidad de reacción permanece constante:
𝑗
𝑉
0
𝑗
𝑗
0
𝑗
𝑗
𝑗
𝑗
→ Velocidad de formación del producto 𝑗 por unidad de volumen (𝑘𝑔𝑚𝑜𝑙/𝑚
3
Es función de la concentración, la temperatura, la presión y el tipo de catalizador; y
es independiente del tipo de sistema de reacción, es decir, del reactor.
𝑗
→ Velocidad de desaparición del reactivo 𝑗 por unidad de volumen
Cabe indicar que 𝑟 𝑗
es una ecuación algebraica, no una ecuación diferencial. De ahí que
ejemplos de velocidad de reacción son:
𝐴
𝐴
→ Reacción de primer orden
𝐴
𝐴
2
→ Reacción de segundo orden
𝐴
𝐴
𝐴
→ Reacción no elemental
𝑗
𝑗
𝑗
0
𝑗
María Gabriela Ruiz Hinojosa
Se los usa para reacciones a pequeña escala y para fabricar productos costosos. Los reac-
tores Batch permiten una alta conversión por unidad de volumen, además de que presen-
tan flexibilidad de operación, moderados costos de instalación y puesta en marcha y acon-
dicionamiento en vacío; pero presentan desventajas como altos costos de operación, debi-
dos principalmente a la mano de obre requerida por lote.
En un reactor batch se pueden producir productos de diferentes características o propie-
dades, dando lugar a una variación en la calidad de los productos obtenidos. Esta es la cau-
sa por la que no se habla de producciones a gran escala cuando se utiliza un reactor batch.
Operacionalmente hablando, en un reactor batch no hay entradas ni salidas, considerando
estas variables respecto al tiempo (ya que evidentemente va a haber una carga al inicio, y
una salida cuando finaliza la reacción). En ese caso, se tiene:
𝑗
0
𝑗
𝑗
𝑉
0
𝑗
𝒋
𝒋
Ecuación diferencial de diseño para el reactor batch
Sea la reacción: 𝐴 → 𝐵
𝐴
𝐴
𝑡
0
𝐴
𝐴
𝑁
𝐴
𝑁
𝐴 0
𝐴
𝐴
𝐴
0
𝑨
𝑨 𝟎
𝑨
Ecuación para determinar el tiempo
de reacción en un reactor Batch
𝑗
0
𝑓
𝒋
María Gabriela Ruiz Hinojosa
Un PFR (Reactor de Flujo Pistón) consiste en un tubo cilíndrico o en varios tubos, y gene-
ralmente opera en estado estacionario. Entonces, los reactantes se consumen de manera
continua a medida que fluyen a lo largo del reactor, que se caracteriza por presentar una
alta conversión por unidad de volumen, bajos costos de operación y buena transferencia
de calor. Por ello, se los utiliza generalmente para reacciones en fase gaseosa. En un PFR se
admite que las concentraciones varían continuamente en la dirección axial del reactor.
Igual que para el CSTR, en un reactor PFR el término de acumulación se anula, por lo que:
𝑗
0
𝑗
𝑗
𝑉
0
𝑗
𝑗
0
𝑗
𝑗
𝑉
0
𝑗 0
𝑗
𝑗
𝑉
0
𝑗 0
𝑗
𝑗
𝒋
𝒋
Ecuación diferencial de diseño para un reactor tubular PRF
Sea la reacción: 𝐴 → 𝐵
𝑨
𝑨
𝑭
𝑨
𝑭
𝑨 𝟎
𝑨
𝑨
𝑭
𝑨 𝟎
𝑭
𝑨
Esta ecuación representa el volumen necesario para reducir la velocidad de flujo molar del
reactante a la entrada (𝐹 𝐴 0
) hasta el valor que se tiene de reactante a la salida (𝐹
𝐴
El perfil de velocidades molares de flujo es el siguiente:
𝐴
𝐴
0
𝐴
María Gabriela Ruiz Hinojosa
El reactor PBR (Reactor de Lecho Empacado) se construye con cierto número de tubos,
llenos de catalizador, en un solo cuerpo, de modo que las reacciones tienen lugar en las
superficies de los catalizadores sólidos. De ahí que presentan varias ventajas, como su fácil
control automático y de operación (mediante una automatización), la estabilidad de las
condiciones de funcionamiento, el fácil control de la calidad de los productos y la reduc-
ción de los costos laborales. Esto hace que se llegue a una buena uniformidad de los pro-
ductos a un costo razonable.
Sea 𝑊 el peso de catalizador (recordar que el apóstrofe acompaña a las velocidades de
reacción referidas a los kg de catalizador), y como para este tipo de reactor continuo no se
presenta acumulación, se tiene lo siguiente:
𝑗
0
𝑗
𝑗
′
𝑊
0
𝑗
𝑗 0
𝑗
𝑗
′
𝑊
0
𝑗
0
𝑗
𝑗
′
𝑊
0
𝑗
0
𝑗
𝑗
′
𝒋
𝒋
′
Ecuación diferencial de diseño para un reactor PBR
Sea la reacción: 𝐴 → 𝐵, la forma integral para encontrar el peso del catalizador, que es lo
que interesa en este tipo de reactor, es:
𝑨
𝑨
′
𝑭 𝑨
𝑭
𝑨
𝟎
𝑨
𝑨
′
𝑭 𝑨
𝟎
𝑭
𝑨
La velocidad de desaparición de A es 5 𝑘𝑔𝑚𝑜𝑙/𝑚
3
𝑠 cuando participa en la reacción:
A + 2B → 3C. Indicar cuál es el valor de:
1. La velocidad de desaparición del reactivo A ( −𝑟
𝐴
2. La velocidad de formación del reactivo A ( 𝑟
𝐴
3. La velocidad de formación del reactivo B ( 𝑟
𝐵
4. La velocidad de desaparición del reactivo B ( −𝑟
𝐵
5. La velocidad de formación del producto C ( 𝑟
𝐶
6. La velocidad de desaparición del producto C ( −𝑟
𝐶
𝑨
𝟑
María Gabriela Ruiz Hinojosa
Como la reacción es de primer orden, se cumple que:
𝐴
𝐴
Por otro lado, la ecuación diferencial de diseño para un reactor PFR es:
𝐴
𝐴
𝑨
𝑨
𝐴
𝐴
𝐴
𝐴
𝑨
𝑨
𝐴
𝐴
𝐴
𝐴
𝐶
𝐴
𝐶
𝐴 0
𝑉
0
ln (
𝐴
𝐴
0
𝑨
𝑨
𝟎
ln (
𝐴
0
𝐴
0
𝟑
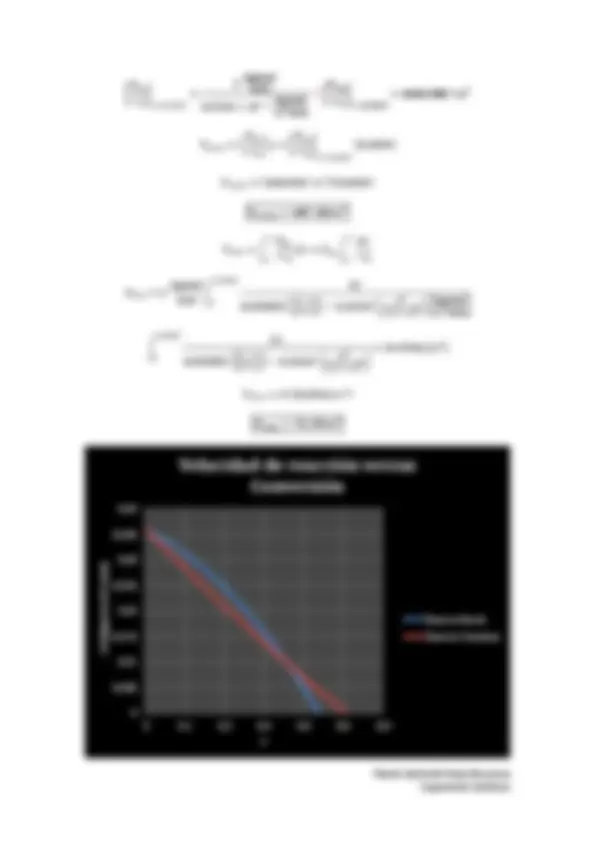
¿Qué pasa si para esta misma operación se utiliza un reactor CSTR?
Para un reactor CSTR la ecuación de diseño es:
0
𝐴
0
𝐴
𝐴
0
𝐴
0
𝐴
𝐴
𝐴
𝐴
𝑨
𝟎
𝑨
𝑨
María Gabriela Ruiz Hinojosa
𝐴
𝐴
0
𝐴 0
𝐴 0
𝐴
0
𝟑
Calcular el tiempo necesario para consumir el 80% de las especies A en un reactor
batch de volumen constante para una reacción de primer orden y para una reacción
de segundo orden, si las condiciones de operación son:
o 𝑃
0
o 𝑇 = 500°𝐾
o 𝑦
𝐴
0
o 𝑘 = 0 , 7 𝑚𝑖𝑛
− 1
para la reacción de primer orden y 𝑘 = 0 , 7 𝑚
3
para la reacción de segundo orden
o 𝐶
𝐴
𝐴
0
𝐴
0
𝐴
0
0
𝐴
0
𝐴 0
𝐴 0
𝐴 0
0
𝐴
0
3
𝑨
𝟎
𝟑
Para un reactor batch, la ecuación diferencia de diseño es:
𝐴
𝐴
𝐴
𝐴
𝐴
𝐴
𝑨
𝑨
María Gabriela Ruiz Hinojosa
Las letras a, b, c y d representan los coeficientes estequiómetricos de las sustancias respec-
tivas en la siguiente reacción:
Es conveniente dividir la ecuación química para el coeficiente estequiométrico del reactivo
base (a), a fin de que todo que en función del número de moles de esta sustancia.
La conversión (𝑥) representa la cantidad de reactivo que reacciona, de modo que lo que se
pretende en industrialmente hablando es que su valor sea lo más alto posible. Está dada
por la siguiente relación:
𝐴
Para reacciones irreversibles, la conversión llega hasta 1; mientras que para reacciones
reversibles, el valor máximo lo establece la conversión de equilibrio (𝑥 𝐸
Sea 𝑁 𝐴
0
el número de moles iniciales, es decir, las que se van a cargar al reactor; 𝑁
𝐴
0
∙ 𝑥 el
número de moles que reaccionan durante el proceso; el número de moles que quedan en
el reactor batch en el tiempo 𝑡 (𝑁 𝐴
) es el siguiente:
𝐴
𝐴 0
𝐴 0
𝑨
𝑨
𝟎
La ecuación diferencial de diseño para un reactor batch es:
𝑨
𝑨
𝐴
𝐴
0
María Gabriela Ruiz Hinojosa
Dado que 𝑥 varía con el tiempo:
𝑨
𝑨
𝟎
𝐴
𝐴
0
𝐴
0
𝐴
𝑥
0
𝑨 𝟎
𝑨
𝒙
𝟎
Sea 𝐹 𝐴
0
la velocidad de flujo molar del reactivo que se ha alimentado al reactor (velocidad
de flujo molar a la entrada); y 𝐹 𝐴 0
∙ 𝑥 la velocidad de flujo molar de los reactivos que han
reaccionado; se tiene que la velocidad de flujo molar del reactivo a la salida es:
𝐴
𝐴
0
𝐴
0
𝑨
𝑨 𝟎
Para el reactor CSTR, la ecuación se diseño es:
𝑨
𝟎
𝑨
𝑨
𝐴
0
𝐴
0
𝐴
𝐴
0
𝐴
Así, la ecuación para calcular el volumen del reactor CSTR con el que se pretende lograr
una conversión determinada es:
𝑨 𝟎
𝑨
Ecuación para el cálculo del volumen de un
reactor CSTR en función de la conversión
María Gabriela Ruiz Hinojosa
𝑨
𝑨
𝟎
𝐴
0
𝐴
′
𝑊
0
𝐴
0
𝐴
′
𝑥
0
𝑨
𝟎
𝑨
′
𝒙
𝟎
Ecuación para el cálculo del peso necesario de catalizador de un
reactor PBR para lograr la conversión deseada
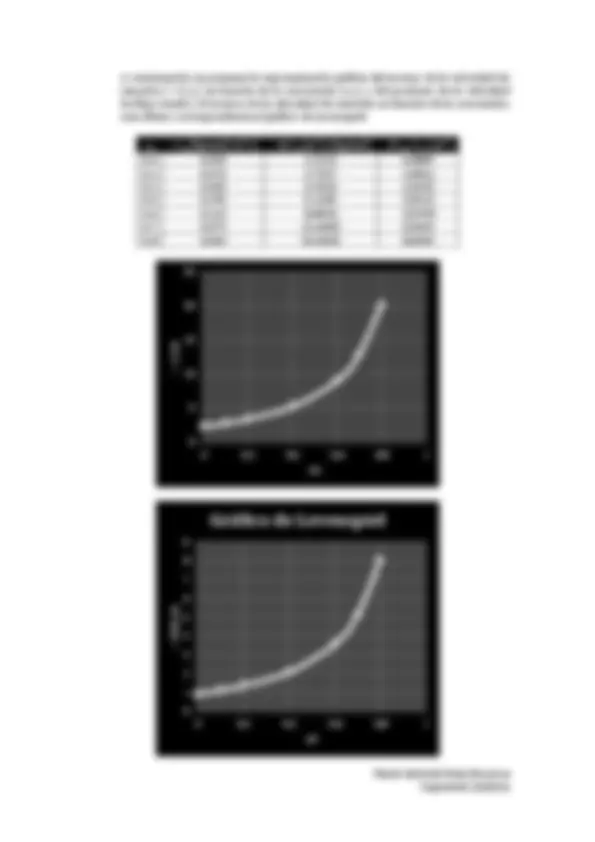
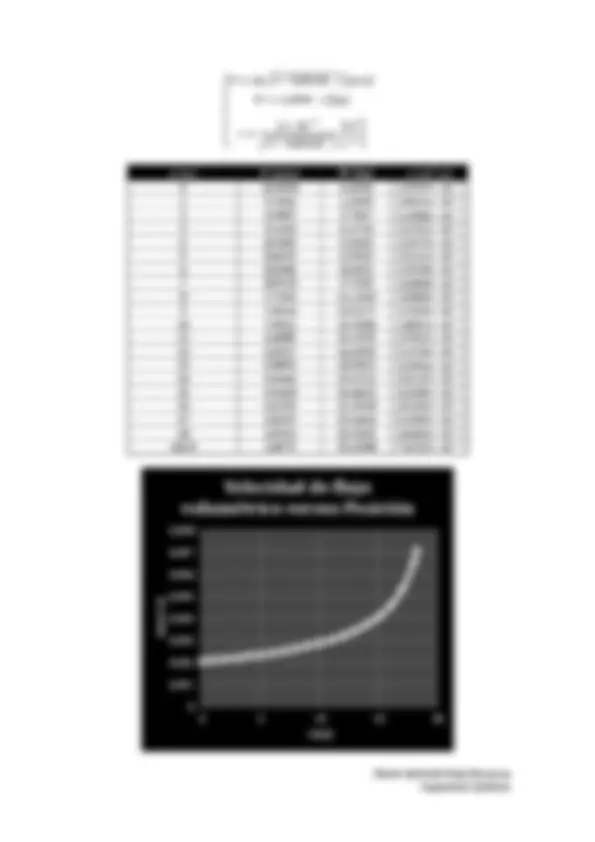
La reacción en fase gaseosa A → B, a una temperatura constante de 500°K y a una
presión de 8,2 atm, se desarrolla en un reactor en el que el componente A cargado es
puro. En el laboratorio se obtuvieron los siguientes resultados (Archivo Ejercicios en
Excel – Ejercicio 1):
𝑨
𝑨
𝟑
Si la velocidad de flujo molar a la entrada ( 𝐹
𝐴 0
) es 0,4 kgmol/s, obtener el gráfico de
Levenspiel.
Si se representa el valor de la velocidad de reacción (−𝑟
𝐴
) en función de la conver-
sión (𝑥
𝐴
), se tiene el gráfico que se muestra a continuación:
0
0,
0,
0,
0,
0,
0,
0,
0,
0,
0,
0 0,2 0,4 0,6 0,8 1
―
rA (kgmol/m3s)
xA
María Gabriela Ruiz Hinojosa
A continuación se presenta la representación gráfica del inverso de la velocidad de
reacción (− 1 /𝑟 𝐴
) en función de la conversión (𝑥
𝐴
), y del producto de la velocidad
de flujo inicial y el inverso de la velocidad de reacción en función de la conversión,
este último correspondiente al gráfico de Levenspiel.
𝑨
𝑨
𝟑
𝑨
𝟑
𝑨
𝟎
𝑨
𝟑
0
5
10
15
20
25
0 0,2 0,4 0,6 0,8 1
― 1/rA
xA
0
1
2
3
4
5
6
7
8
9
0 0,2 0,4 0,6 0,8 1
― FA0/rA
xA
Gráfico de Levenspiel