



Educação Profissional
Curso Técnico em Mecânica
Módulo I – Mecânico Industrial
CONTROLE DIMENSIONAL
Created with novaPDF Printer (www.novaPDF.com)

























































































Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
APOSTILA DE CONTROLE DIMENSIONAL
Tipologia: Notas de estudo
1 / 170

Esta página não é visível na pré-visualização
Não perca as partes importantes!
Educação Profissional
Educação Profissional 4
O contato cotidiano com problemas de fabricação tem gerado a necessidade de busca de informações nas mais variadas literaturas e também, num grande número de vezes, a complementação e adaptação dessas informações para as condições operacionais do parque fabril brasileiro. O simples transporte de conceitos operacionais, usados em outros países, para qualquer sistema produtivo brasileiro pode acarretar sérios problemas, uma vez que os parâmetros que influem na análise de qualquer processo variam de um país para outro. As dificuldades que se tem encontrado nesta rotina foram o motivo fundamental de se tentar agrupar estes conceitos de modo a facilitar seu uso, bem como ampliar as possibilidades de análise das mais variadas situações. Esta apostila tem o objetivo de orientar o aluno sobre a Técnica de Produção Industrial, que trata de métodos de METROLOGIA dentro do CONTROLE DE QUALIDADE e ajudá-lo a seguir a Trajetória da Aprendizagem rumo a sua vida profissional. Está inserido nesta apostila os conceitos fundamentais referentes às informações tecnológicas de cada instrumento de medição e as operações básicas sobre transformação de Unidades e Tolerância e Ajuste. 1.2 - CONSIDERAÇÕES Dentro do campo de Mecânica, um dos setores em que encontramos bastante dificuldades é aquele que se refere a METROLOGIA dentro do CONTROLE DE QUALIDADE. De uma certa maneira, porque o assunto é um pouco complexo por sua natureza; pelo fato de se desejar valores exatos e precisos não oferece facilidades. Por outro lado, o que se encontra em bibliografias, ou é bastante confuso, ou é muito resumido. Por estas razões, foi preparada esta apostila para facilitar a tarefa dos alunos envolvidos com este assunto. 1.3 - OBJETIVOS O objetivo foi o de reunir uma série de dados e recomendações que possibilitasse ao aluno uma correta e rápida interpretação, sem consultas a outras partes ou elementos especializados.
Educação Profissional 6
Entende-se por unidade um determinado valor em função do qual outros valores são enunciados. Usando-se a unidade METRO, pode-se dizer, por exemplo, qual é o comprimento de um corredor. A unidade é fixada por definição e independe do prevalecimento de condições físicas como temperatura, grau higroscópico (umidade), pressão, etc. 1.8 - PADRÃO O padrão é a materialização da unidade; é influenciada por condições físicas, podendo-se mesmo dizes que é a materialização da unidade, somente sob condições específicas. O mesmo padrão, por exemplo, tem o comprimento de um metro, somente quando este a uma determinada temperatura, a uma determinada pressão e suportado, também, de um modo definido. É óbvio que a mudança de qualquer uma dessas condições alterará o comprimento original. 1.9 - MÉTODO, INSTRUMENTO E OPERADOR Um dos mais significativos índices de processo, em todos os ramos da atividade humana, é a perfeição dos processos metrológicos que neles se empregam. Principalmente no domínio da técnica, a Metrologia é de importância transcendental. O sucessivo aumento de produção e a melhoria de qualidade requerem um ininterrupto desenvolvimento e aperfeiçoamento na técnica de medição; quanto maiores são as exigências, com referência à qualidade e ao rendimento, maiores são as necessidades de aparatos, ferramentas de medição e elementos capazes. Na tomada de quaisquer medidas, devem ser considerados três elementos fundamentais: o método , o instrumento e o operador. 1.9.1 – Método a) MEDIÇÃO DIRETA Consiste em avaliar a grandeza por medir, por comparação direta com instrumentos, aparelhos e máquinas de medir. Esse método é, por exemplo, empregado na confecção de peças-protótipo, isto é, peças originais utilizadas como referência, ou ainda, quando o número de peças por executar for relativamente pequeno. b) MEDIÇÃO INDIRETA POR COMPARAÇÃO Medir por comparação é determinar a grandeza de uma peça com relação a outra, de padrão ou dimensão aproximada: daí a expressão: medição indireta. 1.9.2 - Instrumentos de medição
Educação Profissional 7 A exatidão relativa das medidas depende, evidentemente, da qualidade dos instrumentos de medição empregados. Assim, a tomada de um comprimento com um metro defeituoso dará resultado duvidoso, sujeito a contestações. Portanto, para a tomada de uma medida, é indispensável que o instrumento esteja aferido e que sua aproximação permita avaliar a grandeza em causa, com a precisão exigida. 1.9.3 – Operador O operador é, talvez, dos três, o elemento mais importante. É ele a parte inteligente na apreciação das medidas. De sua habilidade depende, em grande parte, a precisão conseguida. Um bom operador, servindo-se de instrumentos relativamente débeis, consegue melhores resultados do que um operador inábil com excelentes instrumentos. Deve, pois, o operador, conhecer perfeitamente os instrumentos que utiliza, ter iniciativa para adaptar às circunstâncias, o método mais aconselhável e possuir conhecimentos suficientes para interpretar os resultados encontrados. 1.9.4 - Laboratório de metrologia Nos casos de medição de peças muito precisas, torna-se necessária uma climatização do local; esse local deve satisfazer às seguintes exigências: 1 - temperatura constante; 2 - grau higrométrico correto; 3 - ausência de vibrações e oscilações; 4 - espaço suficiente; 5 - boa iluminação e limpeza.
Educação Profissional 9
O metro é definido por meio da radiação correspondente à transição entre os níveis 2 p 10 e 5 d 5 do átomo de criptônio 86 e é igual, por convenção, a 1 650 763,73 vezes o comprimento dessa onda no vácuo. O 2 p 10 e 5 d 5 representa a radiação por usar no raio-vermelho-laranja do criptônio 86. Seu comprimento de onda é de 0,6057 micrômetros.
Educação Profissional 10 Megâmetro Mm 106 1 000 000 m Quilômetro Km 103 1 000 m Hectômetro hm 102 100 m Decâmetro dam 101 10 m METRO (unidade) M 1 m decímetro dm 10 -^1 0,1 m centímetro cm 10 -^2 0,01 m milímetro mm 10 -^3 0,001 m micrômetro m 10 -^6 0,000 001 m nanômetro nm 10 -^9 0,000 000 001 m picômetro pm 10 -^12 0,000 000 000 001 m femtômetro fm 10 -^15 0,000 000 000 000 001 m attômetro am 10 -^18 0,000 000 000 000 000 001 m
Educação Profissional 12 3º CASO- Transformar polegada inteira e fracionária em milímetro. Quando o número for misto, inicialmente se transforma o número misto em uma fração imprópria e, a seguir, opera-se como no 2º caso. Ex.: Transformar 1 3” em milímetros. 4 1 3” = 1x4+3 = 7 - 4 4 4 7 = 25,4 x 7 = 44,45 mm 4 4 2ª TRANSFORMAÇÃO Transformar milímetro em polegada. Para se transformar milímetro em polegada, divide-se a quantidade de milímetros por 25,4 e multiplica-se o resultado por uma das divisões da polegada, dando-se para denominador a mesma divisão tomada, e, a seguir, simplifica-se a fração ao menor numerador. Ex.: Transformar 9,525 mm em polegadas. ( 9,525 : 25,4 ) 128 = 0,375 x 128 = 48 - 128 128 128 Simplificando a fração teremos: 48 = 24 = 12 = 6 = 3” - 128 64 32 16 8
x 128 – 3000 750 375 -
9, x 5,04 – 38100 477250 - 48, 10600
Educação Profissional 13
Transformar sistema inglês ordinário em decimal. Para se transformar sistema inglês ordinário em decimal, divide-se o numerador da fração pelo denominador. Ex.: Transformar 7/8” em decimal. 7” = 0,875” 8 4ª TRANSFORMAÇÃO Transformar sistema inglês decimal em ordinário. Para se transformar sistema inglês decimal em ordinário, multiplica-se valor em decimal por uma das divisões da polegada, dando-se para denominador a mesma divisão tomada, simplificando-se a fração, quando necessário. Ex.: Transformar 0,3125 em sistema inglês ordinário. 0,3125” x 128 = 40 - 128 128 Simplificando a fração teremos: 40 = 20 = 10 = 5” - 128 64 32 16 Com os dois tipos de transformação de medidas apresentados nesta folha, completamos o total dos seis mais freqüentemente utilizados pelo Inspetor de Medição. 5ª TRANSFORMAÇÃO Transformar polegada decimal em milímetro. Para se transformar polegada decimal em milímetro, multiplica-se o valor em decimal da polegada por 25,4. Ex.: Transformar 0,875” em milímetro. 0,875” x 25,4 = 22,225 mm 6ª TRANSFORMAÇÃO Transformar milímetro em polegada decimal.
x 128 – 25000 6250 3125 - 40, 0, x 25,4 – 3500 4375 1750 - 22,
Educação Profissional 15
O mais elementar instrumento de medição utilizado nas oficinas é a régua graduada (escala). É usada para tomar medidas lineares, quando não há exigência de grande precisão. Para que seja completa e tenha caráter universal, deverá ter graduações do sistema métrico e do sistema inglês (fig.4.1). Figura 4.1 – Escala
Educação Profissional 16
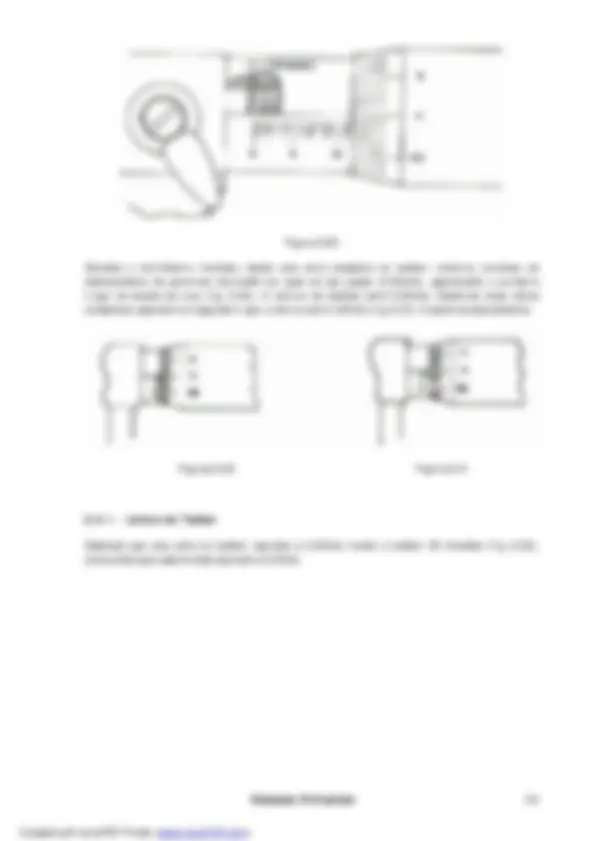
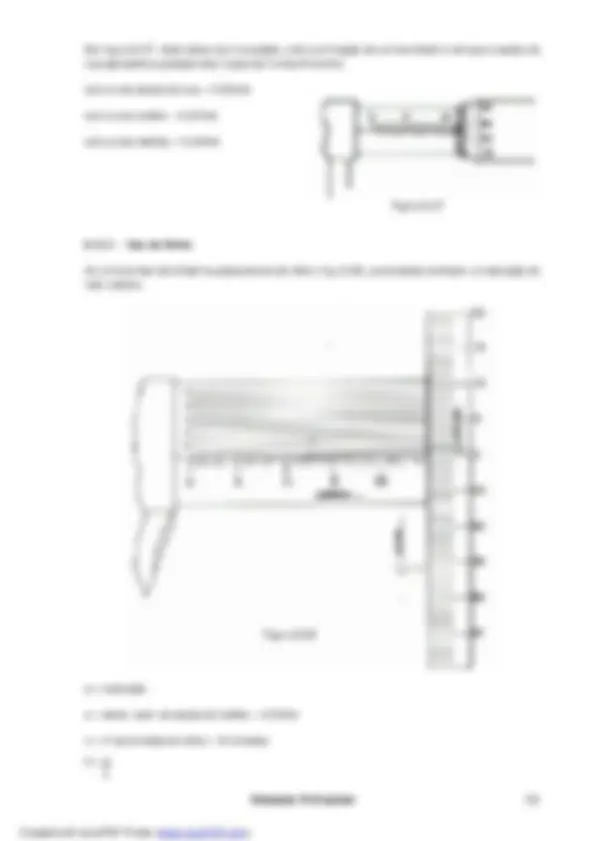
Graduação em milímetros (mm). 1 mm = 1 m - 1000 4 .2 - SISTEMA INGLÊS Graduação em polegadas(“). 1” = 36ª parte da jarda A escala ou régua graduada é construída de aço, tendo sua graduação inicial situada na extremidade esquerda. É fabricada em diversos comprimentos: 6” (152,4mm), 12” (304,8mm). A régua graduada apresenta-se em vários tipos, conforme mostram as figuras 4.2, 4.3 e 4.4. Figura 4.2 - Régua de encosto interno Figura 4.3 - Régua de profundidade Figura 4.4 - Régua de dois encostos (usada pelo ferreiro) O uso da régua graduada torna-se freqüente nas oficinas, conforme mostram as figuras 4.5, 4.6, 4.7, 4.8, 4.9, 4.10 e 4.11. Figura 4.5 - Medição de comprimento com fase de referência
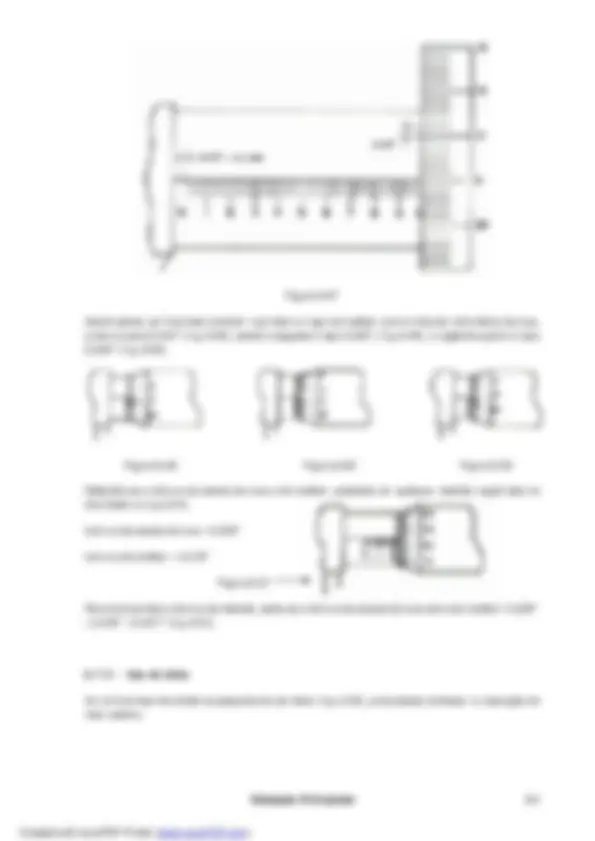
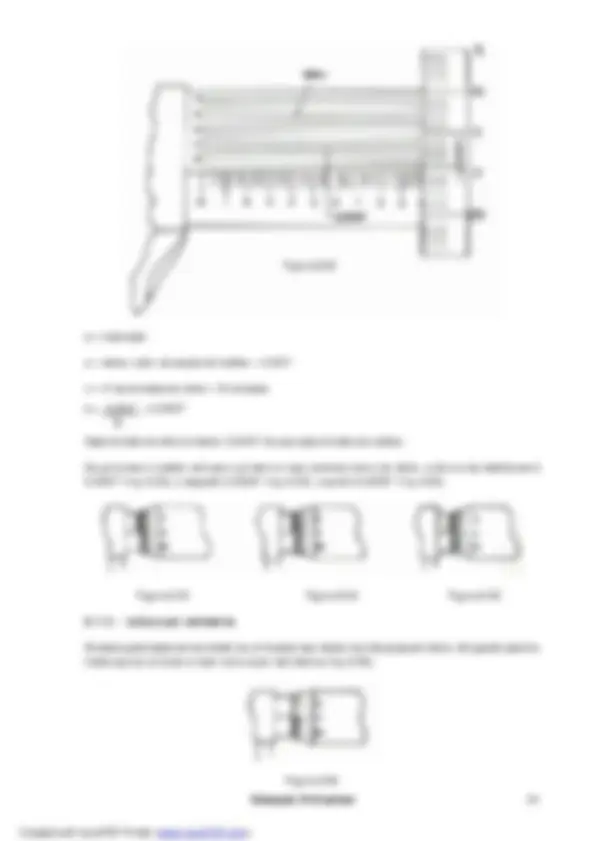
Educação Profissional 18 Figura 4.10 - Medição de comprimento com apoio em um plano Figura 4.11 - Medição de diâmetro Enquanto forja uma peça, procurando dar-lhe formas e dimensões determinadas, o ferreiro necessita verificar medidas com freqüência. Para isso, usa o instrumento denominado ESCALA DE ENCOSTO ou ESCALA DO FERREIRO. 4.3 - ESCALA DE ENCOSTO É um instrumento de medição linear, de aço temperado, que apresenta a particularidade de ter uma saliência (ENCOSTO) na extremidade. Explica-se a necessidade desta saliência. Trabalhando sempre com peças aquecidas, em parte ou no todo, o ENCOSTO facilita ao ferreiro aplicar a escala na peça. (figuras 4.12 e 4.13). Figura 4.12 - Escala de encosto (vista de um lado) Figura 4.13 - Escala de encosto (vista do lado oposto) MODO DE USAR – Põe-se o encosto em contato com a peça, e, como está segurando a escala pelo punho (figura 4.14 e 4.15), ajusta-se a mesa à peça, fazendo-se, em seguida, a leitura rápida da medida. Figura 4.14 - Medição a partir da face externa do encosto
Educação Profissional 19 Figura 4.15 - Medição a partir da face interna do encosto As divisões menores são de 1mm e de 1/16”. Numa mesma borda, a graduação em polegada corresponde, a outro lado da escala, à graduação métrica (figura 4.12 e 4.13). Os comprimentos da escala do ferreiro são variados, usando-se mais a escala longa, de 20” (508mm). A escala não deve ficar muito tempo em contato com as partes aquecidas. 4.4 - CARACTERÍSTICAS DE BOA RÉGUA GRADUADA 1 - Ser, de preferência, de aço inoxidável; 2 - Ter graduação uniforme; 3 - Apresentar traços bem finos, profundos e salientados em preto. 4.5 - CONSERVAÇÃO 1 - Evitar quedas e contato com ferramentas de trabalho; 2 - Evitar flexioná-la ou torcê-la, para que não se empene ou quebre; 3 - Limpe-a após o uso, para remover o suor e a sujeira; 4 - Aplique-lhe ligeira camada de óleo fino, antes de guardá-la. 4.6 - GRADUAÇÃO DA ESCALA 4.6.1 - Sistema Inglês Ordinário Representações (“) polegada – 1” = uma polegada da (IN) polegada – 1 IN = uma polegada Polegada (INCH) palavra inglesa que significa POLEGADA. Figura 4. As graduações da escala são feitas dividindo-se a polegada em 2, 4, 8, e 16 partes iguais, existindo em alguns casos escalas com 32 divisões (figs. 4.17, 4.18, 4.19, 4.20 e 4.21). Intervalo referente a 1” (ampliado)