Baixe Apostila de TOFD PCN e outras Manuais, Projetos, Pesquisas em PDF para Engenharia Física, somente na Docsity!
TABLE OF CONTENTS
Rev 0 Nov 2011 i
TABLE OF CONTENTS
- ULTRASONIC NON‐DESTRUCTIVE TESTING PARTICULAR PAGE
- 1.1 Pulse‐Echo Detection Of Flaws
- 1.2 Flaw Sizing With The Pulse‐Echo Technique
- 1.3 Comparision Of Flaw Sizing Accuracy For Different Techniques
- 1.4 The Time Of Flight Diffraction Technique
- 1.5 History Of Tofd Development
- 1.6 Tofd Advantages And Limitations
- 2.1 Diffraction 2. THE PRINCIPLES OF TOFD
- 2.2 Waves
- 2.3 Conventional Use of Diffraction
- 2.4 Signals
- 2.5 Basics of TOFD inspection
- 2.6 A‐Scan with no Defect Present
- 2.7 A‐Scan with Defect Present
- 2.8 Lateral Wave
- 2.9 Back Wall Signal
- 2.10 Defect Signals
- 2.11 Shear or Mode Converted Shear Signals
- 2.12 Basic Principles of the TOFD Technique (TOFD: Typical Setup)
- 2.13 A‐Scan Signals
- 2.14 Some Typical Defects
- 2.15 Data Visualization
- 2.16 What do TOFD scans really look like?
- 2.17 Signals
- 2.18 Choosing an Angle
- 2.19 Depth calculation
- 2.20 Signal Time
- 2.21 What is Probe Centre Separation (PCS)?
- 2.22 How is PCS determined?
- 2.23 How is PCS Determined?: General Applications
- 2.24 Calculation of PCS
- 2.25 Focus At A Point Of Interest
- 2.26 Types of TOFD Scan
- 2.27 Transverse Scan
- 2.28 Parallel Scan
- Equipment used in TOFD
- 3.1 Digital Control
- 3.2 Pulsers and Receivers
- 3.3 Pulsers
- 3.4 Tone Burst
- 3.5 Square Wave Pulsers
- 3.6 Receivers Rev 0 Nov 2011 ii
- 3.7 Gates
- 3.8 Data Acquisition and Automated Systems
- 3.9 Instrument Outputs
- 3.10 Memory and Digitisation Aspects
- 3.11 Data Processing
- 3.12 Scanning Equipment
- 3.13 Limitations of Mechanised Scanning
- 3.14 Scanning Speed
- 3.15 Encoders
- EQUIPMENT REQUIREMENTS
- 4.1 Ultrasonic equipment and display
- 4.2 Ultrasonic probes
- 4.3 Scanning mechanisms
- 4.4 Equipment set‐up procedures
- 4.5 Probe choice and probe separation
- 4.6 Time window setting
- 4.7 Sensitivity setting
- 4.8 Scan resolution setting
- 4.9 Setting of scanning speed
- 4.10 Checking system performance
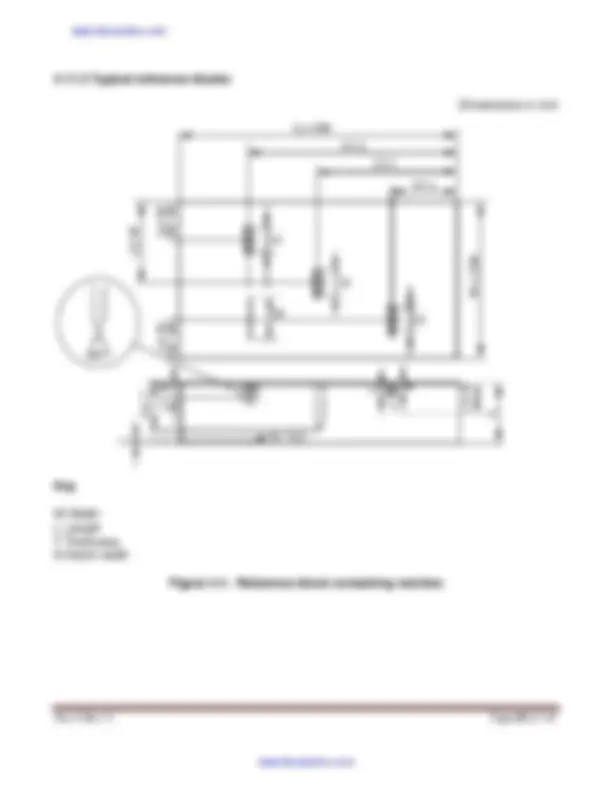
- 4.11 System Verification Reference blocks
- TOFD Depth, Ring‐Time Issues and Errors
- 5.1 Depth and Ring‐time Calculations
- 5.2 Flaw Position Errors
- 5.3 Timing Error
- 5.4 Acoustic Velocity Error
- 5.5 PCS Error
- 5.6 Lateral Position Error
- 5.7 Frequency Content Effects
- ANALYSIS SOFTWARE FEATURES & TOFD OF COMPLEX GEOMETRY
- 6.1 Linearisation
- 6.2 Lateral /Back wall Straighten and Removal
- 6.3 Parabolic Cursor
- 6.4 Synthetic Aperture Focusing Technique ‐ SAFT
- 6.5 Split Spectrum Processing
- 6.6 Locus Plots
- 6.7 Curved Surfaces and Complex Geometry
- 6.8 Complex Geometry
- INTERPRETATION AND EVALUATION
- 7.1 Development of TOFD codes and standards
- 7.2 ASME Adaptations to TOFD
- 7.3 Indications from surface breaking discontinuities
- 7.4 Indications from embedded discontinuities
- 7.5 BASICS OF DIMENSIONING Rev 0 Nov 2011 iii
- 7.6 Height measurement
- 7.7 Method
- 7.8 Method
- 7.9 Method
- 7.10 Examples
- 7.11 Length measurement
- 7.12 Scanning surface discontinuity
- 7.13 Opposite surface discontinuity
- 7.14 Through wall discontinuity
- 7.15 Embedded point‐like indication
- 7.16 Flaw Tip
- 7.17 Flaw Position Errors
- 7.18 Evaluation
- 7.19 Single Flaw Images
- 7.20 Multiple Flaw Images
- 7.21 Typical Problems With TOFD
- OmniScan Orientation
- Calibrations
Rev 0 Nov 2011 Page 1 of 147
1. ULTRASONIC NON-DESTRUCTIVE TESTING
If an electric potential is applied to a piezoelectric type material it oscillates and if it is
of the right thickness will produce waves of ultrasound of frequencies most useful for
inspecting metal components. This material is the basis of ultrasonic probes which
produce longitudinal waves, generally called compression waves. If the longitudinal
waves enter metal at an angle then they refract in the metal and produce both
longitudinal and shear waves, the angles of the two types of waves depending on the
velocity of shear and longitudinal waves in the metal and the velocity of the
longitudinal waves in the probe shoe material. Shear waves are transmitted by a
periodic shear force and can only exist in materials like metals which possess shear
elasticity. Liquids cannot sustain a shear force. For normal ultrasonic inspection of
metals ultrasonic frequencies of between 2 and 5 MHz are used. The corresponding
wavelength of the waves are found from the formula,
Velocity = wavelength X Frequency
Velocity is usually defined in units of m/s and typical values in steel are 5950m/s for
longitudinal waves and 3230m/s for shear waves. Since the probe frequency is in
units of MHz (and we shall see that time is defined in microseconds in TOFD) it is
more convenient to define the velocity units as mm/μs. In these units the wavelength
in the above equation is given in mm. Thus for the above frequencies the wavelength
of longitudinal waves is in the range 1 to 3mm and for shear waves from 0.6 to
1.6mm. For reflectors of size less than half a wavelength interference can take place
in the reflected waves and hence the minimum size of cracks that can reliably be
detected is equivalent to one half of wavelength. To detect small cracks in thin higher
frequencies are used but in thick material the increasing attenuation with increase in
frequency generally prevents the use of much higher frequencies.
For conventional Pulse-echo ultrasonic inspections angled shear waves are very
important since at a given frequency they have a wavelength half that of longitudinal
waves, allowing for the resolution of smaller defects. Also, as will be seen in a later
chapter, for a given size of crystal diameter and frequency shear waves produce a
smaller beam spread and a consequently higher beam intensity and accurate sizing
ability than longitudinal waves.
1.1 PULSE-ECHO DETECTION OF FLAWS
An Ultrasonic inspection of a sample is carried out by scanning the metal with a
beam of ultrasound. Any reflectors in the metal are only detected if the sound is
reflected back from the discontinuity and returns to the crystal element of the probe,
where it vibrates the crystal and is converted into electrical signals. In order to reflect
the waves back the beam must ideally be at right angles to the reflector surface. This
is so called “Specular” reflection. If the surface is tilted with respect to the direction of
the beam of ultrasound then the reflected waves may miss the probe crystal
altogether and the discontinuity will remain undetected. The proportion of the sound
beam getting back to the crystal falls off rapidly with increasing angles of tilt and
skew from this ideal position. A tilt of only 5 degrees can cause the amplitude to fall
by a factor of about 2 (6dB) and 10 degrees or more may result in loss of detection.
Rev 0 Nov 2011 Page 3 of 147
Figure 1.2 Determination of Flaw Size by 6dB Drop Sizing
When the probe is moved towards the weld the flaw starts to appear in the ultrasonic
beam and the amplitude of the flaw signal rises. Once the flaw area fills the beam
the amplitude stays constant until the beam starts to pass the other end of the flaw,
when the amplitude starts to fall. It is assumed for this explanation that a distance
amplitude correction has been applied so that there is no variation of amplitude with
range. The maximum amplitude trace across the flaw is called an echodynamic trace
and is shown in the bottom half of the figure.
At the level where the signal amplitude is half that of the maximum signal it is
assumed that only half the flaw area is in the beam of ultrasound that that the centre
of the probe is opposite the edge of the flaw. Thus if the positions of the probe are
noted where the amplitude has dropped by 6dB the size of the flaw can be measured
and hence the term 6 dB drop sizing. If the distance between the probe positions is x
mm then the width w of the flaw is given by w=x cosα where α is the angle of the
beam centre with respect to the normal to the surface of the metal on which the
probe sits. The through wall height of the flaw (the critical measurement) h is then
h= x cosα sin α
To determine the length of the flaw along the weld the probe must be positioned so
as to obtain the maximum amplitude signal and them moved parallel to the weld to
determine the 6dB drop positions. The length is the distance between the positions.
Rev 0 Nov 2011 Page 4 of 147
Again the main problem with the 6dB drop technique is the variation in amplitude due
to the possible roughness of scattering surface and the fact that the flaw surface is
unlikely to be normal to the ultrasonic beam.
Some typical smallest sizes of flaws which can be detected and typical sizing errors
are listed below from document IIS/IIW-580-86 from commission V of the
International Institute of Welding for pulse-echo ultrasonics.
Table 1.
_Defect positions Through-thickness Length Smallest Size, mm Accuracy,
- or - mm Smallest length, mm Accuracy,
- or - mm Near surface, 0-5 mm depth 3 3 4 5 Mid-wall, mm 5- 25- 75- 3 3 5 3 3 5 4 7 10 4 7 10 Back surface wall thickness, mm 10- 25- 75- 4 4 5 4 4 5 4 7 10 4 7 10_
1.3 COMPARISION OF FLAW SIZING ACCURACY FOR DIFFERENT
TECHNIQUES
Other techniques are available for sizing flaws. For surface opening flaws, if access
is available to the surface the alternating current potential drop (ACPD) is an
accurate technique. The technique essentially measures the drop in voltage between
two surface contacts when placed on either side of the flaw, the additional voltage
drop being due to current having to flow around the flaw surface. Specialized eddy
current techniques (ACFM) can also measure the size of near surface flaws. One of
the most accurate and useful techniques for measuring flaw height is the TOFD
technique. The importance of the TOFD technique is seen from the comparison of
the accuracy of different crack sizing techniques summarised below.
Table 1.
Manual pulse-echo 4 mm ACPD (surface opening only) 1 mm TOFD 1 mm TOFD when monitoring growth 0.3 mm
Rev 0 Nov 2011 Page 6 of 147
technique. This means that a considerable number of flaws, which are actually below
this size are reported as being above this size because they appear with the pulse-
echo technique to be larger. Thus while a very high probability of detection may be
obtained for flaws above the size of interest there will be a large falls call rate. This is
made worse by the fact that the distribution curve of flaw size against number of
flaws usually rises towards the smaller sizes.
Thus in principle the detection threshold for the more accurate TOFD technique can
be set much closer to the size of interest and thus greatly reduce the falls call rate.
1.5 History of TOFD Development
Critical predicted size lifetime height of growth crack curve Pulse-echo measurements time, years Critical size predicted lifetime growth curve height of crack TOFD measurements time, years
Figure 1.3 Illustration of Importance of accurate sizing measurements
In the last section the importance of accurate sizing of cracks was described.
Especially in the nuclear industry. For this reason the national NDT Centre, Harweel
(Then part of the United Kingdom Atomic Energy Authority – UKAEA) asked Dr.
Maurice Silk to try and develop an ultrasonic sizing technique more accurate than
the conventional pulse-echo method. In the early 1970’s Dr.Silk developed the
technique known as Time of Flight Diffraction (TOFD)
The most important differences from conventional pulse-echo are
a) Its more accurate sizing accuracy (typically ±1mm and in a monitoring
situation ± 0.3mm) and the almost independence of angle of the flaw for detection.
The sizing is based on the transit time of the diffracted signal and doesn’t depend on
the amplitude.
b) It will be seen that with TOFD a simple amplitude threshold cannot be applied
for rejection or reporting flaws since the amplitude of the diffraction signals doesn’t
depend on the size of flaw and all the data must be analysed before any flaws can
be rejected. Hence the TOFD technique training and experience are essential.
Rev 0 Nov 2011 Page 7 of 147
For a number of years TOFD remained largely a laboratory tool but the realisation of
its importance and the proposed public enquiry for a PWR Reactor in UK lead to a
number of major trials in the early 1980’s to evaluate the best possible UT Technique
for the reactor pressure vessel and other major components. The trials were known
as Defect detection Trials (DDT). The trials were very important in view of
international PISC exercise in the late 1970’s, which was aimed at establishing the
capability of the ASME code Ultrasonic procedures and which obtained poor results
for the reliability and accuracy of conventional Pulse-echo inspections. Many other
trials and validations have been carried out comparing different techniques and in all
these tests TOFD has always proved to be virtually the most reliable and accurate
technique.
1.6 TOFD Advantages and Limitations
If one was to listen to some of the proponents of TOFD it would seem that TOFD is
the panacea of inspection problems. This is clearly untrue. It has its advantages and
limitations, like any NDT method. Depending on the application, TOFD may stand as
a useful option on its own. In other situations it is best used with support from other
NDT methods or as a support option to other NDT methods.
A brief list of TOFD pros and cons should help the practitioner to decide how and
when to best use this NDT tool.
Advantages:
Repeatability
TOFD (especially when used with a positioning encoded
provides measurements in real units (e.g. millimeters) that are
much more useful to engineers than dB’s or equivalent scales of
response. A scan made of a weld with a TOFD setup by one
operator will be essentially identical to TOFD scan made by
another operator (assuming both use similar probes and
settings). This makes TOFD ideal for flaw monitoring,.
Accuracy
Generally levels of accuracy attainable by TOFD are
within ±0.5mm in terms of (critical) through wall extent
and ± 0.5 to 1.0mm in terms of length. Position along the
weld and with respect to the weld centreline can usually
be established to within 0.5mm and angular dispositions
can be resolved to within a few degrees when appropriate
scan procedures are used. This accuracy and reliability
makes TOFD a suitable NDT tool for fracture mechanics
assessment (otherwise destructive methods and physical
measurement would be required).
Rev 0 Nov 2011 Page 9 of 147
the length of weld volumetrically inspected in a single
pass of the transducers and not just the scanning speed
of the probes.
Sensitivity
This item may be an advantage or disadvantage. It
depends on your point of view. TOFD is generally
configured to “see everything”. When the test specimen is
relatively clean or the material highly refined there is no
issue with the sensitivity. However, where the test
materials contains many major anomalies to be reported
or in coarse material where the grain boundaries are on
the order of size of the flaws, TOFD sensitivity can be
construed as a hindrance and, in certain circumstances,
can make interpretation and sentencing a time
consuming ordeal. When the data storage advantage is
considered in light of sensitivity it might be noted that one
of the features of digital processing is the ability to
increase gain via software. That means that small (un-
saturating) signals can be increased after data collection.
Easy discrimination of defects and geometry
A common problem experienced in manual ultrasonic
testing of welds is the issue of operator skills in
differentiating between flaw signals and signals
originating from surface geometries. When TOFD is
carried out on a butt weld with the root and cap re-
enforcement left on the TOFD data display provide un-
ambiguous indications easily discriminated from the re-
enforcement metal.
Flaw orientation
Because of the omni-directional aspect of diffracted
signals TOFD is sensitive to virtually all types of defects
regardless of orientation. This is also partly attributable to
the very wide angular coverage of the divergent beam
used. Providing the flaw falls within the effective beam
envelope, the low amplitude signals diffracted from its
edges will be captured and displayed in correct relative
position.
Coupling Status
TOFD data can be collected by manual or mechanised
methods of probe motion. Any manual ultrasonic operator
doing pulse-echo testing monitors the A-scan and can
recognise when the coupling is not as effective by a loss
Rev 0 Nov 2011 Page 10 of 147
of the grass level. However, in the case of TOFD
scanning the operator does not monitor the A-scan and
when scans are lengthy or when mechanised, the
operator has no sense of the coupling condition by simply
looking at the probes moving on the surface. By
observing the data collected for the lateral wave
amplitude and the associated “grain-noise” the TOFD
display is an effective indicator of how well the probes
were coupled. Maintaining coupling is made somewhat
more difficult than standard manual scanning because
both the transmitter and receiver must be well-coupled to
the test surface.
Reduced Operator Reliance
Since TOFD data can be collected and stored to a
computer file for later analysis it is possible to reduce the
reliance of the test on the probe operator. Many
applications can now be configured by a senior operator
and then the data acquisition assigned to a “field team.
This might consist of a person that operates the computer
data acquisition unit and another that pushes the probe
along the weld. Sufficient experience and competence is
required by this team to ensure that the data collected is
good. Then final assessment and sentencing can be
carried out at a later time by the senior operator.
Limitations:
Weak Signals
Typically the diffracted signals associated with
TOFD are 20-30dB lower than those associated
with specular reflections using pulse-echo
techniques. This tends to put a “strain” on the
ultrasonic receiver units and most are operates
near their maximum amplification capabilities.
Electrical noise is a common problem with many
TOFD systems and attempts to reduce this noise
generally involve the use of pre-amplifiers near the
probe or remote pulser/pre-amp combinations.
“Dead” Zones
The most widely accepted “limitation” to TOFD is
the loss of information due to ring time. This is
especially noticeable at the entry surface but a
similar zone occurs on the far side (back-wall).
Brown points out that TOFD does suffer from a
Rev 0 Nov 11 Page 12 of 147
2. PRINCIPLES OF TOFD
Figure 2.
2.1 Diffraction
Modification or deflection of sound beam
Sound striking defect causes oscillation
Ends of defect become point sources
Not related to orientation of defect
Weaker signal than reflected – needs higher gain
Sharp defects provide best emitters
Tips signals are located accurately
Time of flight of tip signals used to size
Rev 0 Nov 11 Page 13 of 147
Figure 2.
2.2 Waves
Figure 2.
Rev 0 Nov 11 Page 15 of 147
2.4 Signals
Signals Received
Lateral wave
Subsurface
Back-wall echo
Mode converted (shear wave) echo
Define top and bottom of part
Note phase change
2.5 Basics of TOFD inspection
Figure 2.
Rev 0 Nov 11 Page 16 of 147
2.6 A-Scan with no Defect Present
Figure 2.
2.7 A-Scan with Defect Present
Figure 2.