Baixe Apostila oxicorte e solda e outras Trabalhos em PDF para Cálculo, somente na Docsity!
Sumário
- Considerações sobre os principais processos de soldagem
- Soldagem a arco elétrico com proteção gasosa (MIG/MAG)
- Introdução à Soldagem
- • Introdução
- • Definição da Solda.............................................................
- • Considerações sobre a solda
- • Fontes de calor utilizadas
- • Vantagens das junções soldadas em geral
- • Classificação dos processos de soldagem
- • Solda a arco elétrico
- • Soldagem a arco elétrico com proteção gasosa (TIG).......
- Soldagem Oxiacetilênica
- • Soldagem por fusão a gás.................................................
- • Equipamentos....................................................................
- • Equipamentos auxiliares....................................................
- • Soldagem oxiacetilênica
- • Propagação da chama e o retrocesso
- • Métodos de soldagem
- • Tipos e funções dos consumíveis
- Corte por ação térmica e goivagem
- • Corte oxiacetilênico
- • Tipos de maçaricos para corte manual
- • Qualidade do corte
- • Classificação do corte........................................................
- • Máquinas de corte
- • Tipos de cortes em chanfros por máquinas
- • Defeitos típicos em corte a gás..........................................
- • Defeitos na face de corte no sentido vertical
- • Defeitos na face de corte no sentido longitudinal...............
- • Corte com arco elétrico......................................................
- • Corte a plasma
- • Goivagem
- Soldagem a arco elétrico........................................................
- • Introdução à eletrotécnica
- • Materiais condutores de corrente elétrica
- • Fontes de corrente de soldagem
- • Máquinas de solda
- • Solda a arco elétrico com eletrodo revestido
- • Corrente de soldagem........................................................
- • Eletrodos de solda.............................................................................................
- • Sopro magnético
- • Seleção dos parâmetros de soldagem ..................................................
- • Qualidades e características de uma boa soldagem............................................
- Simbologia de Soldagem
- Noções básicas de processo de Soldagem - Avaliação........................................
- Eletrodos para soldagem a arco elétrico
- • Tipos de revestimento
- Classificação
- • Introdução
- • Manuseio, armazenamento e secagem dos eletrodos
- • Equipamentos para armazenamento, secagem e manutenção da secagem
- • Exercícios
- Soldagem de manutenção I
- • Diferença entre soldagem de manutenção e soldagem de produção
- • Tipos e causas prováveis das falhas
- • Exercícios
- Soldagem de manutenção II
- • Elemento mecânico de ferro fundido com trinca
- de contração • Soldagem a frio de uma alavanca de ferro fundido quebrada sem restrição
- • Reconstrução de ponta de dentes de escavadeira
- • Exercícios
CST
6 Companhia Siderúrgica de Tubsrão
As Figuras 1 a 4 apresentam alguns exemplos de aplicação da solda.
Solda em perfilados
Fig. 1
Solda aplicada em conjuntos matrizes
Fig. 2
Solda aplicada em caldeiraria
Fig. 3
Solda em componentes de automóveis
Fig. 4
SENAI Departamento Regional do Espírito Santo 7
Fontes de calor utilizadas
As fontes principais utilizadas na soldagem de metais, como fornecedoras de calor, são:
- chama oxiacetilênica;
- arco elétrico.
As Figuras 5 a 7 apresentam os dois tipos de fontes de calor com suas características.
Em especial, utiliza-se amplamente o arco elétrico na fabricação industrial, porque se aplica a quase todos os metais a serem soldados e em todas as espessuras imagináveis.
Chama oxiacetilênica
Fig. 5
Solda por chama oxiacetilênica
Fig. 6
Solda por arco elétrico
Fig. 7
Espírito Santo
SENAI Departamento Regional do Espírito Santo (^9)
Classificação dos processos de soldagem
Atualmente, os processos antigos de soldagem quase não têm aplicação, pois foram aperfeiçoados, surgindo novas técnicas.
Com o emprego de novas tecnologias, atingiram-se elevados índices de eficiência e qualidade na soldagem.
O quadro 1 apresenta os principais processos de soldagem, divididos em dois grupos, em função dos processos físicos.
Solda por fusão
Soldagem por fusão é o processo no qual as partes soldadas são fundidas por meio de ação de energia elétrica ou química, sem que ocorra aplicação de pressão.
Solda por pressão
Soldagem por pressão é o processo no qual as partes soldadas são inicialmente unidas e posteriormente pressionadas uma contra a outra para efetuar a união.
Quadro 1 Processo de soldagem e fontes de energia
Fonte de energia
Espírito Santo
SENAI Departamento Regional do Espírito Santo
Classificação dos processos de soldagem
Atualmente, os processos antigos de soldagem quase não têm aplicação, pois foram aperfeiçoados, surgindo novas técnicas.
Com o emprego de novas tecnologias, atingiram-se elevados índices de eficiência e qualidade na soldagem.
O quadro 1 apresenta os principais processos de soldagem, divididos em dois grupos, em função dos processos físicos.
Solda por fusão
Soldagem por fusão é o processo no qual as partes soldadas são fundidas por meio de ação de energia elétrica ou química, sem que ocorra aplicação de pressão.
Solda por pressão
Soldagem por pressão é o processo no qual as partes soldadas são inicialmente unidas e posteriormente pressionadas uma contra a outra para efetuar a união.
Quadro 1 Processo de soldagem e fontes de energia
Fonte de energia
Movimento Solda por atrito Solda a explosão
Líquido Solda por fusão (Termit) Gás Solda oxiacetilênica Solda a fogo
Corrente elétrica Solda a resistência Solda por costura
Eletroescória Solda MIG / MAG
Raios incidentes Solda laser Solda a feixe de elétrons
Descarga de gás Solda de cavillhas por arco elétrico
Solda TIG Solda a arco submerso Solda a plasma
Descarga de gás Solda de cavillhas por arco elétrico
Solda TIG Solda a arco submerso Solda a plasma
CST 10 Companhia Siderúrgica de Tubarão
Considerações sobre os principais processos de soldagem
Solda oxiacetilênica A temperatura alcançada com a chama oxiacetilênica é de 3200ºC na ponta do cone. A chama é o resultado da combustão do oxigênio e do acetileno. Aplicando-se esse processo, pode-se soldar com ou sem material de adição (vareta) (Fig. 10).
Solda oxiacetilênica
Fig. 10
Solda a arco elétrico
A temperatura do arco elétrico atinge valores de até 6000ºC. Seu calor intenso e concentrado solda rapidamente as peças e leva o material de enchimento até o ponto de fusão. Nesse estado, os materiais se misturam e, após o resfriamento, as peças ficam soldadas (Fig. 11).
Solda a arco elétrico
Fig. 10
Solda a arco elétrico
A temperatura do arco elétrico atinge valores de até 6000ºC. Seu calor intenso e concentrado solda rapidamente as peças e leva o material de enchimento até o ponto de fusão. Nesse estado, os materiais se misturam e, após o resfriamento, as peças ficam soldadas (Fig. 11).
Solda a arco elétrico
Fig. 11
Normalmente ela é utilizada em aço carbono, ferro fundido, metais não-ferrosos, ligas, etc.
CST 12 Companhia Siderúrgica de Tubarão
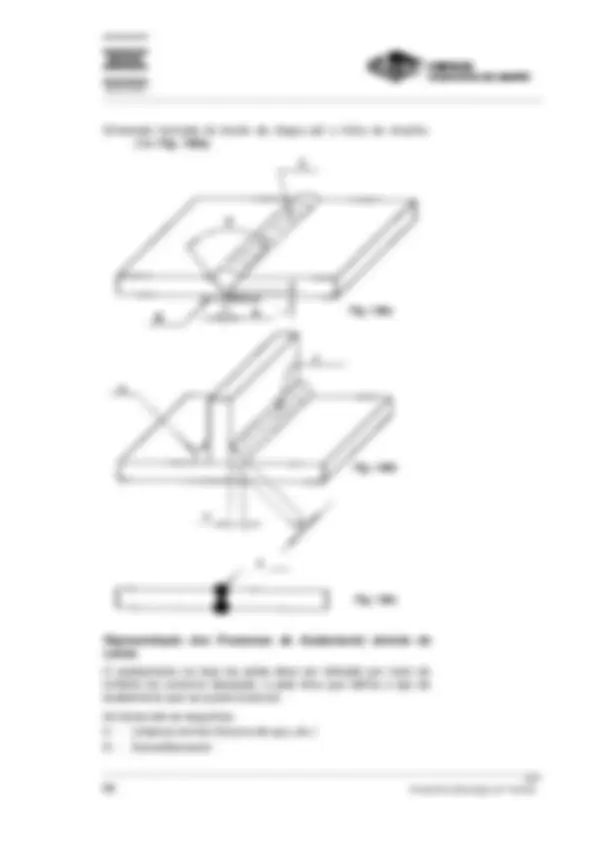
O calor necessário para a soldagem provém de um arco elétrico estabelecido entre um eletrodo de tungstênio (não consumível) e o metal-base. O processo TIG difere da solda convencional e do MIG, pois o eletrodo não se funde e não deposita material.
Quando necessário, pode-se utilizar metal de adição, como na solda oxiacetilênica (vareta), mas não se deve estabelecer comparações entre os dois processos.
É normalmente utilizado para todos os aço, aços inoxidáveis, ferro fundido, ligas resistentes ao calor, cobre, latão, prata, ligas de titânio, alumínio e suas ligas, etc.
Questionário - Resumo
Cite três vantagens das junções soldadas, em relação a outros tipos.
Quais os dois grupos principais de processos de soldagem?
Quais as principais fontes de calor utilizadas nos processos de soldagem?
Especifique três processos principais de soldagem por arco elétrico.
SENAI Departamento Regional do Espírito Santo (^13)
Soldagem Oxiacetilênica
Soldagem por fusão a gás
A soldagem a gás é normalmente aplicada aos aços carbono, não-ferrosos e ferros fundidos.
Nas indústrias petroquímicas, é amplamente utilizada na soldagem de tubos de pequenos diâmetros e espessura, e na soldagem de revestimentos resistentes a abrasão. Pode também ser utilizada na soldagem de outros materiais, variando-se a técnica, preaquecimento, tratamentos térmicos e uso de fluxos.
A soldagem por fusão a gás, também chamada autógena, processa-se mediante a fusão do material, através do auxílio de uma chama constituída de gás e oxigênio de elevada temperatura (Fig. 14).
Solda por fusão a gás
Fig. 14
Os gases combustíveis, por exemplo, hidrogênio, propano e acetileno, são aplicados na soldagem. O acetileno é empregado, principalmente, por se obter um bom rendimento e elevadas temperaturas.
SENAI Departamento Regional do Espírito Santo (^15)
Equipamentos
Garrafas de acetileno
O acetileno é fornecido em garrafas de aço (Fig. 15), com uma capacidade de 40 l, a qual é preenchida internamente por uma massa porosa de 16 l de acetona. Ele é solubilizado na acetona, pois normalmente o acetileno puro só pode ser comprimido até 1,5 bar sem que ocorra problemas, o que significa baixo conteúdo. O acetileno solubilizado na acetona pode ser comprimido sem problemas a 15 bar, ocorrendo assim 6000 l de gás acetileno por garrafa.
Garrafa de acetileno
Fig. 15
O consumo de acetileno não deve ser superior a 1000 l/h. As garrafas, cuja cor é vermelha, devem ficar na posição vertical e nunca expostas ao sol. O acetileno combinado com o ar em torno de 2 a 8% torna-se inflamável e explosivo.
Garrafa de oxigênio Possui um conteúdo de 40 l, numa pressão de 150 bar, e uma quantidade de 6000 l de gás. Não deve ter graxa ou óleo nas válvulas, pois provoca combustão. Não deve ser utilizado mais de 1200 a 1500 l/h, por curto espaço de tempo. A garrafa de oxigênio é de cor azul ou preta.
CST 16 Companhia Siderúrgica de Tubarão
Maçarico de soldar O maçarico de soldar (Figs. 16 e 17) é composto de um dosador, onde o oxigênio circula numa pressão de 2-5bar, provocando uma depressão que arrasta o acetileno (0,4 bar), formando a mistura. A mistura circula até o bico de maçarico, em condições para iniciar a chama.
Maçarico de solda
Fig. 16
Esquema da mistura dos gases no maçarico Detalhe Z
Fig. 17
O fluxo de mistura gasosa deverá sair do bico do maçarico, com uma velocidade que depende da pressão necessária para soldar.
A velocidade do fluxo deve ser maior que a propagação da combustão do gás empregado, para se evitar o retrocesso da chama.
CST 18 Companhia Siderurgica de Tubarão
Quando o acetileno trabalha na faixa de 1 a 3N/cm 2.
Manômetro de alta e baixa pressão
O manômetro de alta pressão marca o conteúdo de gás contido no cilindro; o de baixa marca a pressão necessária ao trabalho, a qual é regulada de acordo com o bico e o material base a ser usado (Fig. 19)
Manômetro de pressão
Fig. 19
SENAI Departamento Regional do Espirito Santo 19
Válvula de segurança
A válvula de segurança permite a saída do gás em caso de superpressão (Fig. 20)
Válvula do cilindro de oxigênio Fig. 20
É um equipamento de grande importância no tocante à segurança do operador no posto de trabalho.
Soldagem oxiacetilênica
Fase de combustão
O oxigênio e o acetileno são retirados das garrafas. A mistura obtida queima-se em duas fases.
A chama para soldar é ajustada ou regulada através do maçarico. Para que se obtenha um combustão completa, para uma parte de acetileno, necessita-se de 2,5 partes de oxigênio.
Para a regulagem da chama de solda, misturam-se oxigênio e acetileno na proporção de 1:1. A combustão nesta primeira fase é incompleta.
Os gases resultantes dessa combustão, monóxido de carbono e hidrogênio, ainda são combustíveis; ao retirarem o oxigênio do ar, completam a combustão, formando o período e caracterizando uma segunda fase da combustão.
Essa eliminação de oxigênio do ar oferece uma peça de fusão limpa (efeito redutor).
SENAI Departamento Regional do Espirito Santo 21
Chama oxiacetilênica
A quantidade de calor produzida pela chama depende da quantidade de gás que é queimado.
A temperatura alcançada pela chama depende do combustível utilizado e da regulagem dos gases.
Ingnição e extinção da chama
Deve-se observar a seguinte seqüência para acender o maçarico.
Primeiro, abre-se a válvula do gás oxigênio e, em segundo lugar a válvula do gás acetileno.
Para se extinguir a chama, fecha-se primeiro a válvula do gás acetileno e, em seguida, a válvula do gás oxigênio.
Regulagem de chama
Entende-se por regulagem da chama a variação da proporção entre os gases. Para cada proporção entre os gases, obtém-se também uma variação do tipo de chama e com isso uma respectiva variação da sua temperatura.
Tipos de chamas
As características da chama oxiacetilênica variam com relação à mistura de oxigênio e acetileno, conforme as Figuras 22, 23 e
Segundo essa relação, as chamas podem ser carburante, neutra e oxidante.
Chama carburante
Tem a tendência de provocar a carbonetação do metal em fusão, devido ao excesso de acetileno (Fig.22).
Chama carburante
Fig. 22
Possui pouca utilização; geralmente é usada em alumínio e ferro fundido maleável.
Possui acetileno em excesso, em relação ao oxigênio.
CST 22 Companhia Siderurgica de Tubarão
Chama neutra
É obtida através da relação 1:1 entre oxigênio e acetileno.
Possui um cone interno bem definido, de um branco intenso. É empregada amplamente para soldar e aquecer. Em função de sua neutralidade, ocorre uma atmosfera de proteção da solda.
Possui uma grande aplicação nos materiais ferrosos em geral (Fig. 23).
Chama neutra
Fig. 23
Chama oxidante
É obtida através de um excesso de oxigênio em relação ao acetileno. Tem a temperatura mais elevada das chamas. Na soldagem dos aços, provoca a descarbonetação ou a oxidação do metal fundido. É utilizada no processo de oxicorte e também da soldagem de latões de cobre (Fig. 24).
Chama oxidante
Fig. 24