


Diagnóstico Rápido de Falhas de Rolamentos
Obtenha a máxima performance.
NSK Bearing Doctor
Diagnóstico Rápido de Ocorrências em Rolamentos























Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
Diagnóstico rápido de ocorrências em rolamentos
Tipologia: Notas de estudo
1 / 36

Esta página não é visível na pré-visualização
Não perca as partes importantes!
Quando um rolamento se danifica durante a operação, a máquina ou equipamento pode travar ou ter um mal funcionamento por completo. Desde falhas prematuras de rolamentos ou problemas inesperados, é importante ser capaz de identificar e prever a falha, para que sejam adotadas medidas preventivas.
Geralmente, a inspeção do rolamento pode identificar as causas do problema. Freqüentemente, as causas são atribuídas a falhas na lubrificação, manuseio inadequado, seleção errada do rolamento, ou descuido durante o projeto do eixo ou alojamento. Normalmente, a causa pode ser determinada considerando-se as condições de operação do rolamento antes da falha, investigando-se as condições de lubrificação e instalação e ainda, analisando-se cuidado- samente a peça danificada.
Algumas vezes, os rolamentos são danificados e falham rápida e inesperadamente. Como a falha prematura é diferente da falha por fadiga que ocorre por escamamento, podemos separar a vida dos rolamentos em dois grupos: falhas prematuras e falhas normais pela fadiga do aço.
Como rolamentos são considerados componentes de alta precisão, eles devem ser manuseados com cuidado. Mesmo que sejam rolamentos de alta qualidade, a vida esperada e sua performance podem não ser atingidas se forem usados inadequadamente. As precauções a seguir devem ser observadas:
(1) Mantenha o rolamento limpo e em local limpo Poeira e sujeira mesmo que invisíveis a olho nu, têm efeitos nocivos sobre os rolamentos. É necessário prevenir a entrada de poeira e sujeira deixando os rolamentos e o ambiente o mais limpo possível.
(2) Manusear com cuidado Choques durante o manuseio podem arranhar ou causar outros danos no rolamento, possivelmente resultando em falha. Impactos fortes podem causar falso brinelamento, quebras ou trincas.
(3) Uso de ferramental adequado Use sempre ferramental adequado quando for manusear rolamentos.
(4) Previna a corrosão Desde o suor das mãos até diversos contaminantes podem causar a corrosão. Mantenha suas mãos limpas quando manusear rolamentos e, se possível, use luvas.
É aconselhável estudar a instalação do rolamento detalhadamente, desde a qualidade da instalação do rolamento e suas influências sobre a precisão de giro, vida e performance. É recomendável que o método de instalação siga os seguintes passos:
(1) limpar o rolamento e componentes a ele agregados;
(2) verifique as dimensões e o estado de acabamento das partes agregadas;
(3) siga os procedimentos de instalação;
(4) verifique se o rolamento está montado corretamente;
(5) coloque o lubrificante correto na quantidade exata.
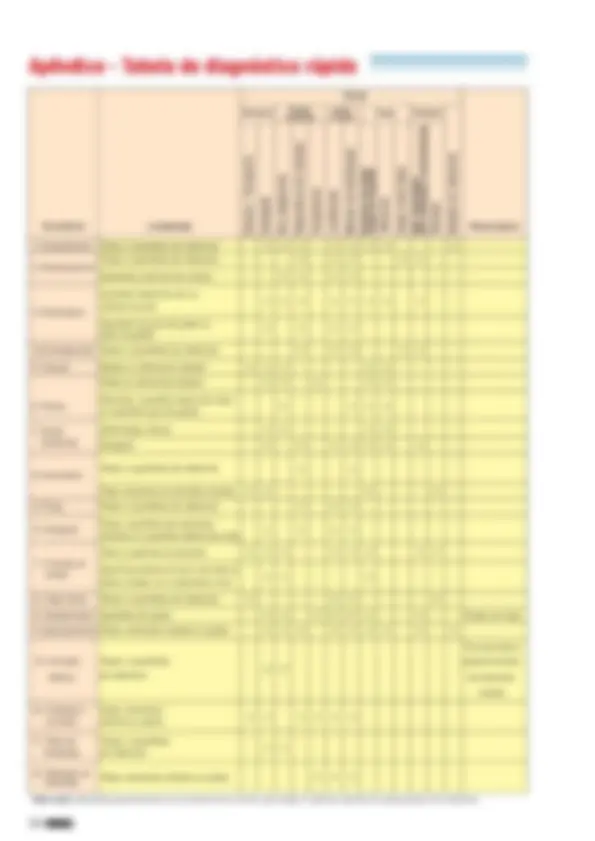
Após a instalação do rolamento, é importante fazer um teste para confirmar se o rolamento está adequadamente instalado. A tabela 2.1 indica o método para o teste de operação. Se forem constatadas irregularidades suspenda o teste imediatamente e consulte a tabela 2.2, que indica as correções apropriadas para cada ocorrência.
Irregularidades Possíveis causas Contramedidas
Carga anormal Corrigir o ajuste, estudar a folga do rolamento, ajustar a pré-carga, corrigir a posição do encosto no alojamento, etc.
Alto Som (^) Instalação incorreta Melhorar o método de instalação, melhorar a posição na instalação e a Metálico precisão de usinagem do eixo e alojamento. Lubrificante em falta ou inadequado Relubrificar, selecionar um lubrificante adequado. Contato indevido das partes girantes Corrigir a parte em contato como, por exemplo, nos anéis de labirinto. Ruído (^) Impressões, oxidação ou escoriações Substituir o rolamento, limpar as peças conjugadas, melhorar o sistema Alto Som na pista^ de vedação, usar lubrificante limpo. Constante Cavidade Substituir o rolamento, tomar cuidado no manuseio. Escamamento Substituir o rolamento. Jogo excessivo Estudar a folga do rolamento e o ajuste, corrigir a pré-carga. Som Penetração de partículas estranhas Estudar a substituição do rolamento, limpar as peças conjugadas, Inconstante melhorar o sistema de vedação, usar lubrificante limpo. Escamamento nas esferas Substituir o rolamento.
Lubrificante em excesso Reduzir o lubrificante para o volume adequado, selecionar graxa com maior consistência. Lubrificante em falta ou inadequado Relubrificar, selecionar um lubrificante adequado.
Carga anormal Aumento anormal de Corrigir o ajuste, estudar a folga do rolamento, ajustar a pré-carga, corrigir a posição do encosto no alojamento. temperatura Instalação incorreta Melhorar o método de instalação, melhorar a posição na instalação e a precisão de usinagem do eixo e alojamento. Deslizamento da superfície de ajuste, Substituir o rolamento, rever o ajuste, corrigir o eixo e o alojamento, atrito excessivo do sistema de vedação alterar o tipo de vedação. Cavidade Substituir o rolamento, tomar cuidado no manuseio. Escamamento Substituir o rolamento. Vibração excessiva Instalação incorreta Corrigir o perpendicularismo das laterais do espaçador e do encosto (giro oscilante do eixo) no eixo e alojamento.
Penetração de partículas estranhas Substituir o rolamento, limpar as peças conjugadas, melhorar o sistema de vedação. Vazamento ou Lubrificante em excesso, entrada de Adequar o volume de lubrificante, estudar a seleção e a alteração alteração na cor partículas estranhas, ocorrência ou do lubrificante, estudar a substituição do rolamento, do lubrificante entrada de partículas do desgaste limpeza do alojamento, etc.
Porte da máquina Procedimento de operação Verifique as condições do rolamento Suavidade de giro. Operação manual. Gire o rolamento manualmente. Torque desigual durante o giro (instalação incorreta). Máquinas pequenas Se nenhum problema for detectado, então prossiga a Torque excessivo (erro de instalação ou folga interna operação da máquina. insuficiente).
Operação normal. Inicialmente ligue a máquina em baixa Verifique ruídos irregulares, aumento de temperatura, velocidade e sem carga, gradualmente aumente a vazamento de lubrificante e alteração na coloração. velocidade e a carga de operação. Operação em vazio. Ligue a máquina e permita que a mesma rode suavemente. Desligue a máquina Vibração. Máquinas grandes e permita que o rolamento tenha uma parada livre. Ruído, etc. Se não forem detectadas nenhuma irregularidade, então prossiga o teste com carga. Operação normal. Igual as máquinas pequenas. Siga os mesmos ítens das máquinas pequenas.
(1) Lubrificação a graxa Graxa é um lubrificante composto por óleo, espessante e aditivos. É necessário selecionar uma graxa compatível com o desempenho das condições de aplicação do rolamento. Existem grandes diferenças no desempenho, mesmo entre duas graxas de fabricantes diferentes. A tabela 4.2 mostra exemplos de aplicações e consistência da graxa.
(2) Lubrificação a óleo Existem muitos métodos de lubrificação a óleo: banho de óleo, gotejamento, salpico, circulação, jato de óleo, névoa e óleo e ar. A lubrificação a óleo é mais compatível com altas velocidades e temperaturas elevadas do que a lubrificação a graxa. A lubrificação a óleo é especialmente efetiva em casos em que é necessário a dissipação de calor para o exterior. Esteja certo de selecionar o óleo lubrificante que tenha viscosidade compatível com a temperatura de operação do rolamento. Geralmente um óleo com baixa viscosidade é utilizado para aplicações em alta velocidade enquanto um óleo com alta viscosidade é usado para aplicações com alta carga. Para condições normais de aplicação, a tabela 4. indica a viscosidade compatível com a temperatura de aplicação. A figura 4.1 mostra a relação entre a temperatura e a viscosidade para lubrificação a óleo. A tabela 4.4 fornece exemplos de como selecionar o óleo lubrificante para diferentes condições de aplicação.
Grau de consistência #0 #1 #2 #3 # Consistência (1/10 mm) 385~355 340~310 295~265 250~220 205~
centralizada a graxa
centralizada - Uso genérico - Para altas - Alta temperatura Aplicação
Tipo de Rolamento Viscosidade^ à temperatura de operação Rolamentos de esferas, Rolamentos de rolos cilíndricos acima de 13 mm^2 /s
Rolamentos de rolos cônicos, Rolamentos de rolos esféricos acima de 20 mm^2 /s
Rolamentos axiais de rolos esféricos acima de 32 mm^2 /s obs.: 1 mm 2 /s = 1 cSt (centi-Stokes)
Temperatura (^) Velocidade Carga leve ou normal Carga pesada ou choques do óleo
-30 ~ 0°C Abaixo do limite de rotação ISO VG 15, 22, 32(óleo refrigerante)^ -
Abaixo de 50% do limite ISO VG 32, 46, 68 ISO VG 46, 68, 100 de rotação (óleo turbina, óleo para rolamento) (óleo turbina, óleo para rolamento)
0~50°C Entre 50% e 100 % dolimite de rotação ISO VG 15, 22, 32(óleo turbina, óleo para rolamento)^ ISO VG 22, 32, 46(óleo turbina, óleo para rolamento)
Acima do limite de rotação ISO VG 10, 15, 22(óleo para rolamento)^ -
Abaixo de 50% do ISO VG 100, 150, 220 ISO VG 150, 220, 320 limite de rotação (óleo para rolamento) (óleo para rolamento)
50~80°C Entre 50% e 100 % dolimite de rotação ISO VG 46, 68, 100(óleo turbina, óleo para rolamento)^ ISO VG 68, 100,150(óleo turbina, óleo para rolamento)
Acima do limite de rotação ISO VG(óleo turbina,^ 32, 46, 68 óleo para rolamento)^ -
Abaixo de 50% do ISO VG 320, 460 ISO VG 460,680 (óleo para limite de rotação (óleo para rolamento) rolamento, óleo para transmissões)
80~110°C Entre 50% e 100 % dolimite de rotação ISO VG(óleo para rolamento)^ 150, 220^ ISO VG(óleo para rolamento)^ 220,
Acima do limite de rotação ISO VG(óleo turbina,^ 68, 100 óleo para rolamento)^ -
Notas:
Figura 4.1 Relação entre viscosidade e temperatura
viscosidade ISOGrau de
Viscosidade
Temperatura
Redwood Saybolt Seg Seg
(1) Intervalos de reposição de graxa Com o passar do tempo a graxa se deteriora e a ação lubrificante se degrada. Esteja certo de repor a graxa nos intervalos corretos. Os intervalos de reposição da graxa dependem de fatores como tipo do rolamento, dimensões e velocidade de rotação. A figura 4.2 mostra os intervalos aproximados para reposição de graxa em função do tempo de operação e velocidade de rotação. Como regra geral, o intervalo de reposição da graxa deve ser reduzido a metade para cada 15°C acima de 70°C.
(2) Intervalos de troca de óleo Os intervalos de troca de óleo dependem das condições de operação e da quantidade de óleo. De modo geral, para temperaturas de operação abaixo de 50°C e em ambientes limpos, o intervalo de troca é de um ano. Se a temperatura do óleo for acima de 100°C, o óleo deve ser trocado no mínimo a cada 3 meses.
O rolamento removido para inspeção, primeiramente, dever ter o aspecto visual registrado e o volume residual do lubrificante verificado. Após recolhida a amostra do lubrificante para análise, o rolamento dever ser lavado. Em geral, são usados como fluido de limpeza o querosene e óleos leves. A limpeza dos rolamentos removidos deve ser efetuada em duas fases, limpeza preliminar e limpeza final: cada um dos tanques, deve ter uma tela metálica ou equivalente, para apoiar os rolamentos e evitar o contato destes com a sujeira do fundo do tanque. Na limpeza preliminar é necessário tomar muito cuidado, pois se o rolamento for girado com partículas estranhas, podem ocorrer escoriações na superfície de rolagem; no banho da limpeza preliminar, a graxa lubrificante e outros resíduos devem ser removidos mediante o emprego de meios como a escova e, após relativamente limpos, são passados para a limpeza final. O trabalho da limpeza final deve ser efetuada com cuidado, girando o rolamento imerso no fluido de limpeza; é bom lembrar que o fluido de limpeza deve ser mantido sempre limpo. Os rolamentos, após serem muito bem limpos, são examinados para avaliar a possibilidade ou não da reutilização. A inspeção minuciosa deve verificar, a existência ou não de anormalidades e danos como: a redução na precisão
dimensional, o aumento da folga interna do rolamento, o estado de desgaste da gaiola, o estado da superfície de ajuste, da superfície de rolagem, da superfície dos corpos rolantes, entre outros. Os tipos não separáveis como os rolamentos de esferas, quando de menor porte, permitem confirmar a suavidade no giro, mantendo o anel interno na horizontal em uma das mãos e girando o anel externo. Os rolamentos separáveis como o de rolos cônicos, permitem a verificação dos corpos rolantes e a pista do anel externo individualmente. Os rolamentos de maior porte, por não permitirem o giro manual, devem ser verificados com atenção, o aspecto visual dos corpos rolantes, a superfície da pista, a gaiola e a superfície de contato no rebordo. Quanto maior for o nível de importância do rolamento, maior deverá ser a seriedade dos exames. A avaliação, quanto a possibilidade ou não da reutilização, deve ser efetuada somente após considerar o grau de danos, a capacidade da máquina, o grau de importância, as condições de trabalho e o intervalo de tempo até a próxima inspeção. Entretanto, se qualquer dos seguintes defeitos forem observados, a reutilização do rolamento é inviabilizada, sendo necessária a substituição por uma peça nova: (a) Quando houver trincas ou lascados no anel interno, no anel externo, nos corpos rolantes ou na gaiola.
Figura 4.2 Intervalos de reposição da graxa
Rolamento radial de esferas
Rotação do rolamento, (^) Rotação do rolamento, 2 - Rolamento de rolos cônicos e rolamento de rolos esféricos
1 - Rolamento radial de esferas e rolamento de rolos cilindricos
Rolamento de rolos cilindricos d : Diâmetro do furo
Intervalo de reposi
çã
o de GRAXA
(em horas)
Intervalo de relubrifica
çã
o de GRAXA
(em horas)
d : Diâmetro do furo
Os rolamentos corretamente cuidados podem ser usados por um longo período, em geral, até a vida de fadiga, contudo, há casos de ocorrências inesperadamente rápidas que não permitem a utilização continuada. Estas ocorrências prematuras em relação à vida de fadiga, são os limites de uso, naturalmente denominadas de quebras ou acidentes que na sua grande maioria têm como causas: a falta de cuidados quanto a instalação, utilização e lubrificação; a penetração de partículas estranhas do exterior e a falta ao considerar a influência do calor no eixo e alojamento. Ao avaliar uma ocorrência no rolamento, por exemplo, a ocorrência de arranhadura no rebordo do anel de rolamento de rolos, pode ser considerado como provável causa desta: a lubrificação insuficiente ou inadequada; a deficiência do sistema de relubrificação; a penetração de partículas estranhas; desvio de instalação; flexão excessiva do eixo; ou a combinação destes. Assim, examinando somente a peça que apresentou o problema, é difícil determinar a verdadeira causa desta.
Entretanto, se for do conhecimento, a máquina onde o rolamento é usado, as condições de trabalho, a configuração dos conjugados e se a situação anterior e posterior ao da ocorrência estiverem claras, o estado do rolamento danificado pode ser inter-relacionado a várias causas que, ponderadas, possibilitará a prevenção contra a reincidência de ocorrências semelhantes. As seções 7.1 até 7.18 fornecem exemplos de ocorrências em rolamentos e suas prováveis ações corretivas. Por favor, consulte esta seção quando estiver tentando determinar as causas de ocorrências no rolamento.
e ações corretivas
Figura 6.
Rotação do anel interno Carga radial
Rotação do anel interno Carga de momento (Desalinhamento)
Rotação do anel interno Carga radial
Rotação do anel interno Carga axial
Rotação do anel interno Carga radial e de momento (desalinhamento)
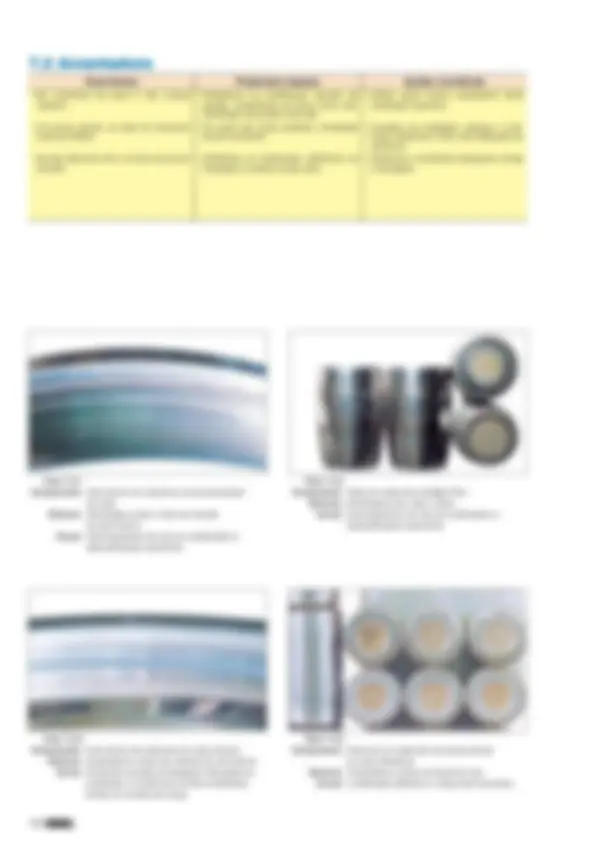
Foto 7-1- Componente: Anel interno de rolamento de contato angular. Sintoma: Escamamento em metade da circunferência da pista. Causa: Lubrificação deficiente gerada pela entrada de fluido de corte no interior do rolamento.
Foto 7-1- Componente: Anel interno de rolamento de contato angular. Sintoma: Escamamento ao longo da pista. Causa: Desalinhamento na instalação.
Foto 7-1- Componente: Anel interno de rolamento de contato angular. Sintoma: Escamamento na pista nos intervalos das esferas. Causa: Impactos na instalação.
Foto 7-1- Componente: Anel interno de rolamento fixo de uma carreira de esferas. Sintoma: Escamamento na pista no intervalo das esferas. Causa: Impactos na instalação.
Quando um rolamento gira com carga, ocorre a saída de material pela fadiga do aço nas superfícies dos elementos rolantes ou as superfícies das pistas dos anéis interno e externo.
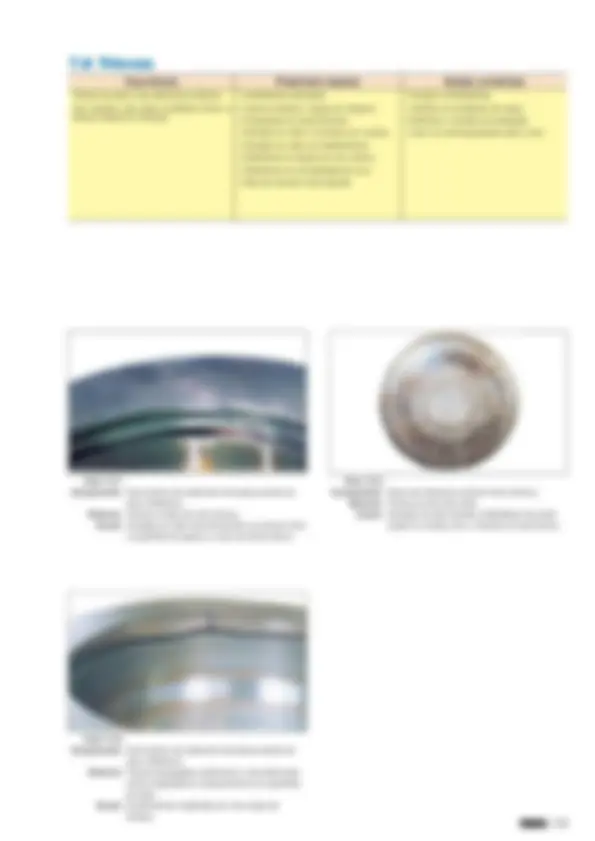
Foto 7-2- Componente: Anel interno de rolamento autocompensador de rolos. Sintoma: Ao longo do centro da pista ocorre descascamento. Causa: Lubrificação deficiente.
Foto 7-2- Componente: Ampliação da foto 7-2-1.
Foto 7-2- Componente: Anel externo de rolamento autocompensador de rolos. Sintoma: O descascamento ocorreu próximo à borda. Causa: Lubrificação deficiente.
Foto 7-2- Componente: Rolamento autocompensador de rolos da foto 7-2-1. Sintoma: O descascamento ocorreu no centro da superfície de rolamento de rolos. Causa: Lubrificação deficiente.
Pequenos pontos aparecem na superfície das pistas e elementos rolantes. Com o des- prendimento do material, surgirá posterior- mente, o escamamento.
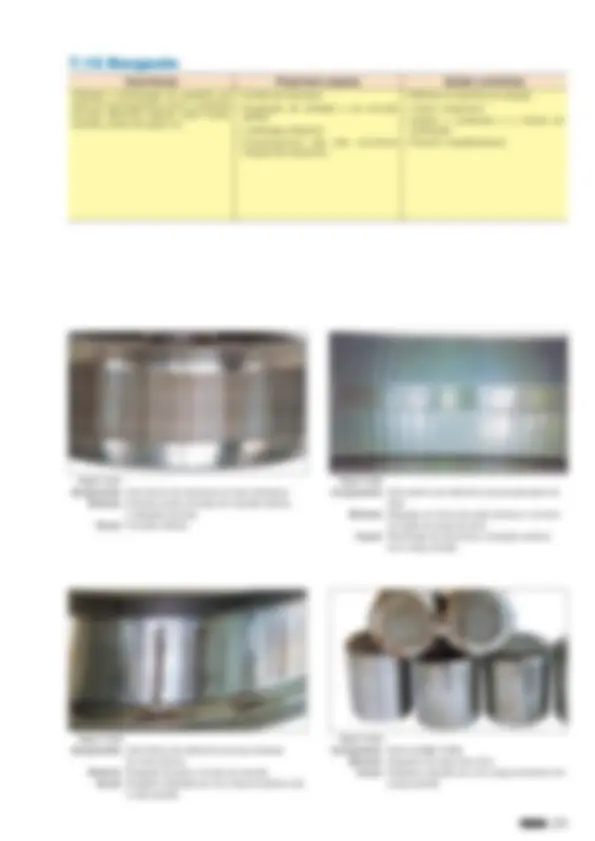
Foto 7-3- Componente: Anel interno de rolamento autocompensador de rolos. Sintoma: Arranhadura sobre a face do rebordo do anel interno. Causa: Escorregamento do rolo por acelerações e desacelerações repentinas.
Foto 7-3- Componente: Rolos do rolamento da foto 7-3-1. Sintoma: Arranhadura nos rolos e faces. Causa: Escorregamento do rolo por acelerações e desacelerações repentinas.
Foto 7-3- Componente: Rolos de um rolamento de dupla carreira de rolos cilíndricos. Sintoma: Arranhadura na face da lateral do rolo. Causa: Lubrificação deficiente e carga axial excessiva.
Foto 7-3- Componente: Anel interno de rolamento de rolos cônicos. Sintoma: Arranhadura na face do rebordo do anel interno. Causa: Partículas oriundas do desgaste misturadas ao lubrificante e rompimento do filme lubrificante devido ao excesso de carga.
Foto 7-4- Componente: Anel interno de rolamento de rolos cilíndricos. Sintoma: Escorregamento ocorreu circunferencialmente na superfície da pista. Causa: Escorregamento dos rolos por excesso de graxa.
Foto 7-4- Componente: Anel externo do rolamento da foto 7-4-. Sintoma: Escorregamento ocorreu circunferencialmente na superfície da pista. Causa: Escorregamento dos rolos por excesso de graxa.
Foto 7-4- Componente: Anel externo do rolamento da foto 7-4-3. Sintoma: Escorregamento ocorreu circunferencialmente na superfície da pista. Causa: Lubrificação deficiente.
Foto 7-4- Componente: Anel interno de rolamento autocompensador de rolos. Sintoma: Escorregamento ocorreu circunferencialmente na superfície da pista. Causa: Lubrificação deficiente.
Escorregamento é a danificação da super- fície das pistas e elementos rolantes provocados pelo rompimento do filme de lubrificação.
Foto 7-4- Componente: Anel interno de rolamento autocompensador de rolos. Sintoma: Escorregamento parcial ocorreu na superfície da pista. Causa: Lubrificação deficiente.
Foto 7-4- Componente: Anel externo do rolamento da foto 7-4-5. Sintoma: Escorregamento parcial ocorreu na superfície da pista. Causa: Lubrificação deficiente.
Foto 7-4- Componente: Rolos do rolamento da foto 7-4-. Sintoma: Escorregamentos ocorridos no centro da superfície dos rolos. Causa: Lubrificação deficiente.
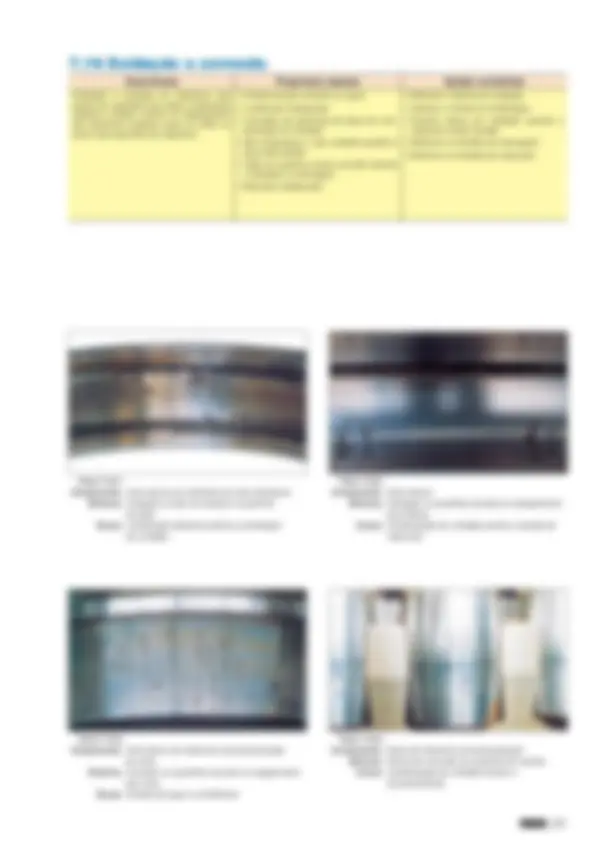
Foto 7-6- Componente: Anel externo de rolamento de dupla carreira de rolos cilíndricos. Sintoma: Trincas na face do anel externo. Causa: Geração de calor anormal devido ao contato entre a superfície de ajuste e a face do anel externo.
Foto 7-6- Componente: Rolos de rolamento axial de rolos cônicos. Sintoma: Trincas na face dos rolos. Causa: Geração de calor devido à deficiência de lubrifi- cação no contato com o rebordo do anel interno.
Foto 7-6- Componente: Anel externo de rolamento de dupla carreira de rolos cilíndricos. Sintoma: Trincas propagadas axialmente e circunferencial- mente originadas no escamamento na superfície da pista. Causa: Escamamento originado por uma carga de choque.
Trincas na pista e nos elementos rolantes. Uso contínuo sob estas condições levam a trincas maiores ou fraturas.
Foto 7-6- Componente: Anel externo de rolamento de dupla carreira de rolos cilíndricos, aplicado em equipamento onde a rotação é no anel externo. Sintoma: Trincas na superfície externa. Causa: Desgaste plano e geração de calor devido a não rotação do anel externo.
Foto 7-6- Componente: Pista do rolamento da foto 7-6-4. Sintoma: Trincas na superfície externa.
Foto 7-6- Componente: Anel interno de rolamento autocompensador de rolos. Sintoma: Trincas axiais na superfície da pista. Causa: Grande tensão do ajuste gerada pela diferença de temperatura entre o anel interno e o eixo.
Foto 7-6- Componente: Secção fraturada do rolamento da foto 7-6-6. Sintoma: Origem na superfície da pista.
Foto 7-6- Componente: Rolo de rolamento autocompensador de rolos. Sintoma: Trincas na superfície de rolagem.