Baixe Processos de Usinagem e Polimento em Moldes: Parâmetros de Corte e Texturização e outras Notas de estudo em PDF para Engenharia Mecânica, somente na Docsity!
moldes
AÇOS
para
Aspectos da Fabricação de Moldes
Os processos de usinagem e polimento podem consumir até 80% do recurso total de fabricação de moldes e matrizes. E, para o caso
de moldes que possuem longos tempos de utilização e dificilmente chegam ao fim de vida, podem ser considerados os principais itens
ligados ao custo final do molde.
Dentre os processos convencionais de usinagem de uma cavidade, o fresamento
é aquele responsável pela fabricação de superfícies complexas. Vários aspectos
devem ser considerados, como: os parâmetros de corte, o material a ser
usinado, a ferramenta de corte, a estratégia de corte e os recursos tecnológicos
disponibilizados pela máquina/ferramenta.
Outro ponto fundamental na fabricação de moldes são os processos de
acabamento, principalmente o polimento e a texturização. O documento a seguir
refere-se a algumas considerações básicas de modo a facilitar as operações de
fabricação de cavidades.
No processo de fresamento, é necessário o
conhecimento de técnicas para a minimização
do desgaste de flanco e de controle de vibrações,
de modo a evitar avarias.
O sentido de corte pode ser realizado tanto no
modo concordante quanto no discordante. No
fresamento concordante, o movimento de corte
e de avanço tem o mesmo sentido, enquanto que
no discordante não (ver Figura ao lado).
- Velocidade de corte (vc ) – influencia no desgaste da ferramenta
de corte, pois amplifica as condições de atrito, aumentando a
temperatura na zona de corte, levando desde a fenômenos
relacionados à difusão até problemas relacionados a choques de
origem térmica e/ou mecânica.
- Avanço por dente (fz ) – com o aumento do avanço por
dente ocorrem maiores solicitações mecânicas, aumentando a
deflexão da ferramenta. Com baixo avanço ocorre um aumento
do percurso usinado pelo gume, provocando elevado desgaste de
flanco. Objetiva-se sempre a busca da condição intermediária.
- Profundidade de corte axial (ap ) – é responsável direta
pelo aumento da potência de corte, limitando o processo de
desbaste.
- Profundidade de corte radial (ae) – grandes incrementos
radiais (>50% do diâmetro da ferramenta) aumentam o percurso
usinado para cada gume. No entanto, melhoram a característica
de impacto, direcionando o esforço para dentro da ferramenta. O
caso contrário ocorre para condições de engajamento pequeno
(<50% do diâmetro da ferramenta).
- Número de Dentes (z) – uma fresa de passo grande gera
menor potência que uma fresa de passo pequeno, mantendo-
se o mesmo avanço por volta, já que na primeira o avanço por
dente é maior que na segunda, para uma mesma taxa de cavaco
removido. A Tabela 1 apresenta um resumo das aplicações de
acordo com o passo da ferramenta.
Fresamento
Tipo de fresa Aplicação
Passo Grande – poucos dentes. Desbaste e semiacabamento de aço ou onde há tendência à vibração.
Passo Pequeno – maior número de dentes e espaços entre os dentes pequenos.
Corte de ferro fundido, desbaste leve e acabamento de aço.
Passo Extra Pequeno – muitos dentes e bolsões de armazenamento do cavaco muito pequenos.
Corte interrompido de ferro fundido e liga de titânio, acabamento de aço.
- Desbastar o máximo possível com ferramentas com raios de
quina grandes.
- Uma superfície deve ser acabada com a maior ferramenta
possível.
- A usinagem deve ter um contato contínuo da fresa em corte
concordante e com um mínimo de variação de direção da linha
de fresamento.
- Recomenda-se utilizar movimentos suaves de aproximação
e sempre num único sentido de corte em materiais de difícil
usinabilidade.
- Importante fazer com que a ferramenta permaneça em contato
com a peça o maior tempo possível (para aumentar sua vida
útil).
- Durante o acabamento ou super acabamento é recomendado
utilizar pequenas profundidades de corte. A relação profundidade
de corte axial (a p) e profundidade de corte radial (a e) deve ser
menor ou igual a 0,2 (ap /ae ≤ 0,2).
- Muitas vezes é vantajoso usar o avanço por dente (fz) igual à
profundidade radial de corte (ae), com vantagens em tempo de
usinagem e menor rugosidade (melhor acabamento).
- Investir tempo no método de interpolação a ser aplicado, de
modo a reduzir o tempo de usinagem e melhorar as condições
de acabamento da superfície usinada.
Algumas Recomendações Práticas Adicionais
Onde: d = diâmetro da ferramenta (mm); n = rotação (rpm); z = número de dentes da ferramenta; f (^) z = avanço por dente (mm/dente); ae = penetração de trabalho (mm); ap = profundidade ou largura de usinagem (mm)
Velocidade de corte (m/min)
Velocidade de avanço (mm/min)
Taxa de remoção de cavaco (mm³/min)
v (^) f = z⋅fz⋅ n Q =ae ⋅ap⋅vf
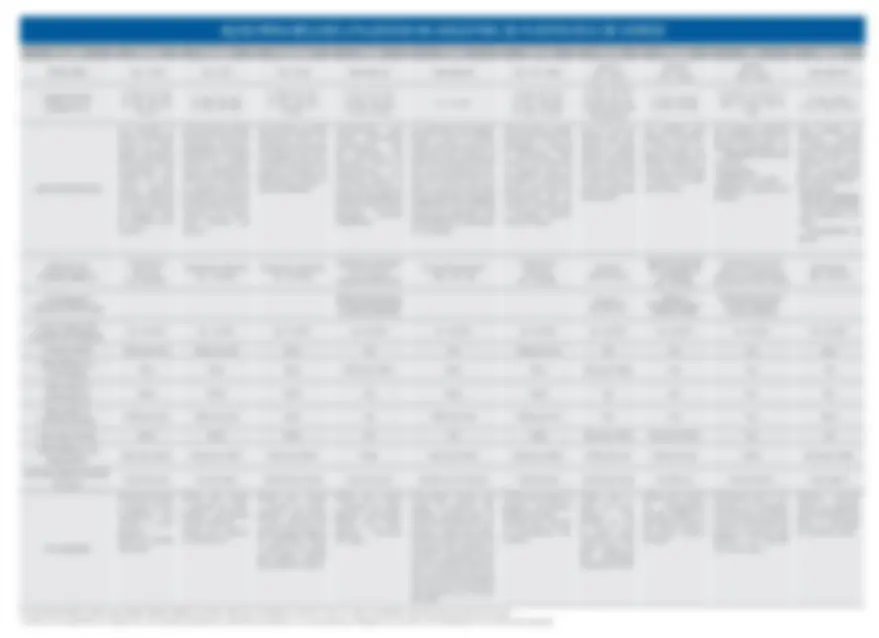
Exemplo de Parâmetros de Corte Velocidades de corte recomendadas para faceamento por fresamento com metal duro revestido.
*f (^) z : 0,15 a 0,3 mm/dente e ap : 2 a 4 mm Classe: P25 – P35. **fz : 0,05 a 0,2 mm/dente e ap : 0,5 a 1 mm Classe: P10 – P20.
Material VP20ISO VP20ISOF VP20ISOFS VH13IM VP420IM N2711M VP50IM
Estado Beneficiado Beneficiado Beneficiado Recozido Recozido Beneficiado Beneficiado
Dureza 32 HRC 32 HRC 32 HRC 200 HB 200 HB 40 HRC 40 HRC
Desbaste* 120 a 150 120 a 150 170 a 190 180 a 260 180 a 260 80 a 110 100 a 150
Acabamento** 220 a 240 220 a 240 260 a 280 220 a 300 260 a 300 100 a 150 110 a 160
Cálculo dos Parâmetros
v (^) c =
π ⋅ d ⋅ n
1000
O polimento é empregado em moldes para atender a vários requisitos da peça injetada:
- requisitos estéticos: brilho e transparência.
- mecânicos: evitar entalhes e quebras por fadiga ou sobrecarga
- funcionais: ex. dispositivos óticos (lentes).
O polimento é uma etapa que consome tempo e recursos. O tempo médio gasto no polimento manual de moldes de grande
porte está em torno de 300 a 400 horas por molde. Duas observações são importantes na avaliação da qualidade da superfície
do molde. Primeiro, a superfície deve ter a forma geométrica correta, sem qualquer
ondulação; estas são derivadas de operações recentes de usinagem. Segundo, a
avaliação da condição de polimento espelhado do molde metálico é muitas
vezes realizada por comparação visual do molde ou da superfície da
peça injetada, baseada na experiência do operador.
A qualidade final da superfície polida de um aço depende de
fatores como: a técnica de polimento, o tipo de aço-ferramenta
e o tratamento térmico aplicado no material. Em geral, pode-se
dizer que a técnica de polimento é o fator mais importante.
Um exemplo típico é mostrado no gráfico abaixo, do fenômeno de
polimento excessivo (do inglês “over polishing”), causado por um
encruamento mecânico de camadas muito finas na superfície
do molde. No polimento excessivo, a rugosidade aumenta
com o aumento do tempo de polimento. O problema é apenas
solucionado com a remoção de parte da superfície (décimos de
mm) por usinagem e aplicação de novo polimento.
Visualmente, o fenômeno normalmente aparece como “casca de
laranja”.
Gráfico mostrando o efeito do polimento excessivo (“over
polishing”), para dois aços com diferentes durezas.
Para um bom polimento, a superfície do molde deve estar livre
de arranhões, poros, do efeito “casca de laranja”, pites (pitting)
e pontos pretos (pinholes). No Brasil, os problemas de pites e
pontos pretos são comumente denominados de “porosidades”.
Apesar de visualmente parecer correto, o termo porosidade é
erroneamente aplicado neste caso, pois deveria ser usado
apenas para vazios pré-existentes no material. No caso de pontos
ou pites observados após polimento, o problema é normalmente
causado por um processo mal realizado (para um determinado
aço e dureza), por aços com um nível inadequado de inclusões
não-metálicas ou mesmo pela combinação desses dois fatores.
Outras possíveis fontes de problemas são superfícies com defeitos
de eletroerosão ou encruamento excessivo de usinagem.
Em relação às inclusões, elas podem ser entendidas
mecanicamente como partículas na superfície do aço com
dureza e ductilidade muito diferentes do metal. Todo aço possui
inclusões, porém a quantidade e distribuição dependem do
processo de fabricação. Para aplicações de alto requisito de
Polimento de Moldes
50
Tempo (min)
VA2 - 60 HRC P20 - 32 HRC
Polimento Excessivo (over polishing)
Rugosidade RA (mm)
45 40 35 30 25 20 15 10 5 0 0 5 10 15 20 25
A resposta à texturização mede a facilidade de se aplicar
uma textura ao aço-ferramenta utilizado no molde. O
tratamento de texturização é normalmente realizado por
ataque químico (photo-eaching) diferencialmente aplicado
na superfície do molde, gerando “o negativo” do aspecto
final desejado na peça injetada.
O controle do processo, em termos do meio ácido
empregado e do procedimento aplicado, é fundamental
para um bom resultado de texturização. Em relação à
qualidade do aço, requisitos similares aos de polimento
são necessários: homogeneidade de microestrutura e
dureza, além de alto grau de limpeza quanto a inclusões
não-metálicas.
polimento, portanto, recomenda-se a refusão via ESR
(processo ISOMAX®). Como mostra o esquema abaixo,
existe redução significativa do nível de inclusões.
Texturização
a) Convencional ASTM G 2, b) ISOMAX, ASTM 1,0F Inclusões do tipo D: a) Nível 2,0, aceitável para materiais de Convencional. b) Nível 1,0, típica de material produzido via ESR. Fonte: ASTM E 45.
4 mm
4 mm
2 mm
2 mm
Garantia de um desempenho superior.
www.villaresmetals.com.br
Abril de 2011