Baixe Comissionamento de Dutos e outras Notas de estudo em PDF para Engenharia de Petróleo, somente na Docsity!
N-462 DEZ / 83
PROPRIEDADE DA PETROBRAS
FABRICAÇÃO, CONSTRUÇÃO E
MONTAGEM DE DUTOS SUBMARINOS
Procedimento
Cabe à CONTEC - Subcomissão Autora, a orientação quanto à interpretação do texto desta Norma. O Órgão da PETROBRAS usuário desta Norma é o responsável pela adoção e aplicação dos itens da mesma.
CONTEC
Comissão de Normas Técnicas
Requisito Mandatório : Prescrição estabelecida como a mais adequada e que deve ser utilizada estritamente em conformidade com esta Norma. Uma eventual resolução de não seguí-la ("não-conformidade" com esta Norma) deve ter fundamentos técnico- gerenciais e deve ser aprovada e registrada pelo Órgão da PETROBRAS usuário desta Norma. É caracterizada pelos verbos: “dever”, “ser”, “exigir”, “determinar” e outros verbos de caráter impositivo.
SC - 13
Prática Recomendada (não-mandatória): Prescrição que pode ser utilizada nas condições previstas por esta Norma, mas que admite (e adverte sobre) a possibilidade de alternativa (não escrita nesta Norma) mais adequada à aplicação específica. A alternativa adotada deve ser aprovada e registrada pelo Órgão da PETROBRAS usuário desta Norma. É caracterizada pelos verbos: “recomendar”, “poder”, “sugerir” e “aconselhar” (verbos de caráter não-impositivo). É indicada pela expressão: [Prática Recomendada]. Oleodutos e Gasodutos Cópias dos registros das "não-conformidades" com esta Norma, que possam contribuir para o aprimoramento da mesma, devem ser enviadas para a CONTEC - Subcomissão Autora. As propostas para revisão desta Norma devem ser enviadas à CONTEC - Subcomissão Autora, indicando a sua identificação alfanumérica e revisão, o item a ser revisado, a proposta de redação e a justificativa técnico-econômica. As propostas são apreciadas durante os trabalhos para alteração desta Norma. “A presente norma é titularidade exclusiva da PETRÓLEO BRASILEIRO S.A. - PETROBRAS, de uso interno na Companhia, e qualquer reprodução para utilização ou divulgação externa, sem a prévia e expressa autorização da titular, importa em ato ilícito nos termos da legislação pertinente, através da qual serão imputadas as responsabilidades cabíveis. A circulação externa será regulada mediante cláusula própria de Sigilo e Confidencialidade, nos termos do direito intelectual e propriedade industrial.”
Apresentação
As normas técnicas PETROBRAS são elaboradas por Grupos de Trabalho – GTs (formados por especialistas da Companhia e das suas Subsidiárias), são comentadas pelos Representantes Locais (representantes das Unidades Industriais, Empreendimentos de Engenharia, Divisões Técnicas e Subsidiárias), são aprovadas pelas Subcomissões Autoras – SCs (formadas por técnicos de uma mesma especialidade, representando os Órgãos da Companhia e as Subsidiárias) e aprovadas pelo Plenário da CONTEC (formado pelos representantes das Superintendências dos Órgãos da Companhia e das suas Subsidiárias, usuários das normas). Uma norma técnica PETROBRAS está sujeita a revisão em qualquer tempo pela sua Subcomissão Autora e deve ser reanalisada a cada 5 (cinco) anos para ser revalidada, revisada ou cancelada. As normas técnicas
PETROBRAS são elaboradas em conformidade com a norma PETROBRAS N -1. Para
informações completas sobre as normas técnicas PETROBRAS, ver Catálogo de Normas Técnicas PETROBRAS.
________________________
Propriedade da PETROBRAS Palavras-chaves: Fabricação Construção-
Montagem -
Dutos Submarinos.
FABRICAÇÃO, CONSTRUÇÃO E MONTAGEM DE DUTOS SUBMARINOS
(procedimento)
1 OBJETIVO
Esta Norma fixa as condições exigíveis na fabricação, construção e montagem, incluindo o lançamento e a instalação, de dutos submarinos.
2 NORMAS A CONSULTAR
2.1 Da PETROBRAS
(a) N-12c - Acondicionamento e Embalagem de Válvulas; (b) N-133b - Soldagem; (c) N-381b - Execução de Desenho Técnico; (d) N—464b - Construção e Montagem de Oleodutos e Gasodutos Terrestres; (e) N-505a - Instalações para Limpeza Interna da Oleodutos e Gasodutos; (f) N-650b - Revestimento Anticorrosivo de Oleodutos e Gasodutos; (g) N-683b - Estocagem de Tubos em Área Descoberta; (h) N-1502 - Revestimento de Concreto em Oleodutos e Gasodutos; (i) N-1590 - Exame Não-Destrutivo - Qualificação de Pessoal; (j) N-1591 - Reconhecimento de Ligas Metálicas e Metais; (l) N-1594 - Exame Não-Destrutivo - Ultra-Som; (m) N-1595 - Exame Não-Destrutivo - Radiografia; (n) N-1596 - Exame Não-Destrutivo - Líquido Penetrante; (o) N-1598 - Exame Não-Destrutivo - Partículas Magnéticas; (p) N-1643 - Instalação de Anodos Submersos em Sistemas da Proteção Catódica; (q) N-1737 - Inspeção da Soldagem - Qualificação de Pessoal; (r) N-1793a - Exame Não-Destrutivo Submarino - Qualificação de Pessoal; (s) N-1879 - Inspeção de Recebimento de Anodos Galvânicos.
2.2 Da ABNT (Associação Brasileira de Normas Técnicas)
(a) P-NB-309 - Guia para Inspeção por Amostragem no Controle e Certificação de Qualidade; (b) P-NB-309/01 - Planos de Amostragem e Procedimentos Inspeção por Atributos; (c) P-NB-309/02 - Guia de Utilização da Norma NB-309/01.
2.3 Do ANSI (American National Standards Institute)
(a) ANSI B 1.1/74 - Unified Screw Threads; (b) ANSI B 2.1/68 - Pipe Threads; (c) ANSI B 16.5/81 - Steel Pipe Flanges and Flanged Fittings; (d) ANSI B 16.9/78 - Factory-Made Wrought Steel Buttwelding Fittings; (e) ANSI B 16.20/73 - Ring Joint Gaskets and Grooves for Steel Pipe Flanges; (f) ANSI B 16.21/78 - Non Metallic Gaskets for Pipe Flanges; (g) ANSI B 31.4/79 - Liquid Petroleum Transportation Piping Systems; (h) ANSI B 31.8/75- Gas Transmission and Distribution Piping Systems;
2.4 DO API (American Petroleum Institute)
(a) API Std 6A/83 - Specification for Wellhead Equipment; (b) API Std 6D/83 - Specification for Pipeline Valves; (c) API Spec 5L/82 - Specification for Line Pipe; (d) API Spec 5LX/82 - High-Test Line Pipe; (e) API Std 1104/80 - Standard for Welding Pipelines and Related Facilities; (f) API Std 1107/78 - Recommended Pipeline Maintenance Welding Practices; (g) API Rp 5L1/72 - Recommended Practice for Railroad Transportation of Line Pipe; (h) API Rp 5L5/75 - Recommended Practice for Marine Transportation of Line Pipe; (i) API Std 605/80 - Large Diameter Carbon Steel Flanges;
3.3 Arraste
Método de lançamento de dutos com a barcaça de lançamento ancorada próxima à praia e no qual o duto é arrastado pelo fundo do mar e/ou por flutuação ao longo da rota, no sentido da praia ou vice-versa.
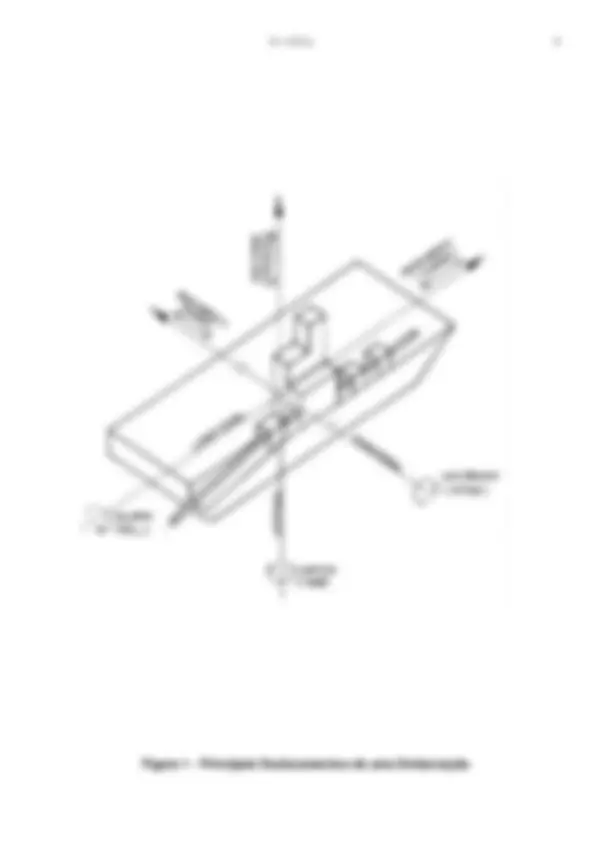
3.4 Balanço (“Roll”) (Ver figura)
Movimento de rotação da embarcação em torno de seu eixo longitudinal.
3.5 Cabeceio (“Yaw”) (Ver figura)
Movimento de rotação da embarcação em torno de seu eixo vertical.
3.6 Carga de Arraste
Força de tração crescente aplicada ao duto durante a execução de lançamento por arraste e/ou necessária para vencer o atrito do tubo no solo e as cargas oriundas da ação de agentes ambientais.
3.7 Carga de Retenção (“Hold Back Loads”)
Força crescente de resistência ao deslocamento do duto durante a operação de lançamento por arraste, oriunda do atrito do tubo no solo marinho e/ou de outros fatores ambientais.
3.8 Caturradas (“Pitch”) (Ver figura)
Movimento de rotação da embarcação em torno de seu eixo transversal.
3.9 Curva Inferior (“Sag Bend”)
Curvatura elástica assumida pelo duto em lançamento, compreendida entre o fundo do mar e o ponto de inflexão da curva do duto.
3.10 Curva Superior (“Over Bend”)
Curvatura elástica assumida pelo duto, compreendida entre a saída da rampa de lançamento até o ponto de inflexão da curva do duto.
3.11 Descaimento (“Surge”) (Ver figura)
Movimento de translação da embarcação ao longo do seu eixo longitudinal.
3.12 Dispositivo de Absorção de Expansão (“Spool Piece”)
Elemento de ligação, rígido ou flexível, instalado entre o duto lançado e o “riser”, com flexibilidade angular para facilitar a conexão e absorção das dilatações do duto durante sua utilização.
3.13 Equipamento Tensionador de Tubos (“Tenser Machine”)
Equipamento de tração de duto durante o lançamento, responsável pela configuração adequada do duto nas curvas superior e inferior e pelo controle dos níveis de tensões impostas aos tubos.
3.14 Enterramento
Operação de jateamento ou sucção de material do solo marinho na parte inferior do duto lançado, a fim de rebaixá-lo a cotas inferiores e preservá-lo da ação de agentes ambientais ou acomodá-lo no solo para alívio de tensões.
Figura 1 - Principais Deslocamentos de uma Embarcação
4 CONDIÇÕES GERAIS
4.1 A fabricação, construção, montagem, lançamento e instalação de dutos submarinos devem ser executados de acordo com os procedimentos da executante, elaborados em conformidade com os documentos de projeto e contendo os itens seguintes, onde forem aplicáveis:
4.1.1 Procedimento de Fabricação de Tubos e Acessórios, contendo ainda a seguinte documentação:
(a) Certificados dos materiais de tubos, componentes, acessórios e suportes dos “risers”; (b) Registros de qualificação de procedimentos de soldagem; (c) Registros de qualificação da soldadoras e operadores de soldagem; (d) Registro de teste hidrostático; (e) Registros de resultados de ensaios não-destrutivos efetuados.
4.1.2 Procedimento de Recebimento, Identificação, Estocagem, Manuseio e Preservação de Tubos e Acessórios no Canteiro e na Barcaça de Lançamento.
4.1.3 Procedimento de Construção, Montagem, Lançamento e Instalação de Dutos Submarinos contendo, no mínimo, os itens seguintes, onde forem aplicáveis:
(a) Determinação das Condições Ambientais, incluindo:
- propriedades relevantes do solo;
- topografia do fundo;
- condições de vento e correntes (de superfícies e de fundo) locais e freqüência de período significativo de ondas;
- condição de mar;
- lâmina d’água;
(i) Instruções para Ajustagem, Alinhamento e Fixação dos Tubos e Acessórios para Soldagem no canteiro e na barcaça de lançamento; (j) Especificações de Procedimentos de Soldagem e respectivos Registros de Qualificação; (k) Procedimento de Tratamento de consumíveis de Soldagem; (1) Métodos e Procedimentos de Inspeção por Ensaios Não-Destrutivos e respectivos Registros de Qualificação;
(m) Métodos de Abandono e Recuperação (pela rampa e lateral) dos dutos;
(n) Método de Aplicação de Revestimento Anticorrosivo e de Concreto em Tubos no Canteiro;
(o) Método de Abertura e Enterramento de Dutos (pós-lançamento); (p) Método de Conexão (Tie-In) entre “Risers” e Dutos, entre trechos de dutos e entre dutos/dispositivo de absorção de expansão/“risers”, contendo, no mínimo:
- descrição e especificação dos componentes que são introduzidos como partes integrantes do duto;
- cálculo de tenções existentes durante a instalação e operação;
- especificação de procedimento de interligação;
- descrição e especificação dos equipamentos e instrumentação necessária para a instalação;
- descrição a especificação dos métodos de inspeção e testes;
- procedimento de soldagem hiperbárica de interligação e respectivo registro de qualificação;
(q) Método de Revestimento dos Dutos, contendo, no mínimo:
- tipo e extensão de limpeza das juntas;
- descrição do sistema da aplicação do revestimento, com a especificação dos materiais utilizados e número de aplicações necessárias;
- descrição do tipo e número de equipamentos auxiliares para a execução do revestimento;
- descrição do método, tipo e número de equipamentos de detecção de falhas no revestimento; (r) Método de detecção de amassamentos e limpeza interna dos dutos pela passagem de “pigs”.
(s) Procedimento para utilização de detector de amassamento durante o lançamento do duto; (t) Método de apoio e estabilização de linhas no fundo, incluindo o comprimento máximo para os vãos em balanço (“free spans”) e tipo de suportação utilizado; (u) Procedimento de Enchimento, Adição de Produtos Químicos (Inibidores) e Teste Hidrostático dos Dutos; (v) Descrição do Sistema de Proteção Catódica dos Dutos; (x) Método e Descrição dos Equipamentos de Inspeção Submarina; (z) Plano para Contigências, contendo descrição detalhada dos procedimentos a serem utilizados no reparo de mossas e amassamentos, seco e/ou molhado, enchimento temporário rápido com água para fins de estabilização e esgotamento do duto, assim como qualquer outra emergência que possa ser prevista durante a execução dos trabalhos e de acordo com os requisitos do item 702 da Norma API RP 1111.
4.1.4 Procedimento de Reparo Hiperbárico de Dutos Submarinos, quando for o caso, contendo, no mínimo:
(a) Mapeamento e localização do local avariado, com identificação do defeito a ser reparado; (b) Descrição detalhada da técnica de reparo; (c) Descrição da fabricação, transporte e instalação de tapa-juntas, braçadeiras bipartidas, conectores macho e fêmea, “spool piece” e campânula hiperbárica, quando aplicáveis; (d) Descrição do Sistema de Fundeio, com determinação do número, tipo e localização das embarcações de apoio a serem utilizadas; (e) Descrição dos equipamentos a serem utilizados no reparo; (f) Especificações de Procedimento de soldagem aplicáveis; (g) Procedimento de Tratamento de Consumíveis; (h) Seqüência e Técnica Geral de Soldagem; (i) Registros de qualificação de Procedimentos de Soldagem para os casos específicos de reparo;
características: especificação do material, grau, diâmetro, comprimento e espessura de parede. Se o lote possuir apenas um (1) tubo identificado, esta identificação deve ser transferida para os demais. 5.1.2.2 Deve ser adotado um código de cores para distinguir cada tipo de material, diâmetro, comprimento e espessura do tubo sendo a faixa identificadora pintada no interior e em ambas as extremidades de cada tubo, à tinta e em tamanho legível.
5.1.2.3 Devem ser verificados os certificados de qualidade do material de todos os tubos, inclusive o laudo radiográfico de tubos com costura, quando exigido, em confronto com a especificação ASTM ou API aplicável.
5.1.2.4 Deve ser verificada, por amostragem definida no item 5.1.9 (a), se as seguintes características dos tubos estão de acordo com as especificações indicadas no projeto ou as normas referenciadas.
(a) espessura, ovalização e diâmetro, segundo critérios das normas API 5LX, tabela 6.2, e API 5L, tabela 6.3; (b) chanfro, segundo os critérios das normas API 5LX, item 6.7, e API 5L, item 7.3; (c) reforço das soldas, segundo critérios das normas API 5LX, Seção 8, e API 5L, Seção 10; (d) estado da superfície, segundo critérios da norma API 5LX, item 8.4; (e) empenamento, segundo critérios das normas API 5LX, item 6.6, e API 5L, item 6.7; (f) estado do revestimento, segundo critérios da norma N-650, item 6.
5.1.2.5 Os critérios e exigências para aceitação e reparo de defeitos superficiais oriundos da fabricação dos tubos devem estar da acordo com o item 434.5 da norma ANSI B 31.4.
5.1.3 Flanges
5.1.3.1 Todos os flanges, antes de embalados ou acondicionados, devem ter as superfícies usinadas, protegidas com graxa anti-óxido, de modo a assegurar a sua conservação, armazenados em área coberta, pelo período mínimo de dois anos.
5.1.3.2 Devem ser verificados se todos os flanges têm identificação estampada com as seguintes características: tipo de flange, tipo de face, especificação do material, grau, diâmetro nominal, classe de pressão e espessura.
5.1.3.3 Devem ser verificados os certificados de qualidade de material de todos os flanges, em confronto com a especificação ASTM aplicável.
5.1.3.4 Deve ser verificado se as seguintes características dos flanges estão de acordo com as especificações indicadas no projeto ou as normas referenciadas:
(a) diâmetro interno, segundo critérios das normas ANSI B 16.5 e API 605; (b) espessura do pescoço, segundo critérios das normas ANSI B 16.5 e API 605; (c) altura e diâmetro externo de ressalto, segundo critérios das normas ANSI B 16.5 e API 605; (d) profundidade, tipo e passo da ranhura, segundo critérios das normas ANSI B 16.5 e API 605; (e) chanfro ou encaixe para solda ou rosca (tipo e passo), segundo critérios das normas ANSI B 31.4, figuras 434.8. (a) A e 434.8.6 (a) B, e ANSI B 31.8, figura 823A; (f) estado das roscas quanto a amassamentos, corrosão e rebarbas e se estão devidamente protegidas, segundo critérios da norma ANSI B 2.1.
5.1.5 Juntas de vedação
5.1.5.1 Deve ser verificado se todas as juntas estão identificadas, contendo as seguintes características: material, tipo de junta, material de enchimento, diâmetros, classe de pressão e o padrão dimensional de fabricação.
5.1.5.2 Deve ser verificado em todas as juntas tipo anel (RTJ) o estado da superfície, quanto à corrosão, amassamento, avarias mecânicas a trincas.
5.1.5.3 Deve ser verificado se as seguintes características das juntas estão de acordo com as especificações indicadas no projeto ou normas referenciadas:
(a) espessura, diâmetros externo e interno e passo (juntas espiraladas ou corrugadas) segundo critérios das normas ANSI B 16.20 e ANSI B 16.21; (b) espaçadores das juntas metálicas (diâmetro externo e espessura) segundo critérios das normas ANSI B 16.20 e ANSI B 16.21.
5.1.6 Conectores soldados e mecânicos (“Swivels”)
5.1.6.1 Deve ser verificado se todos os conectores soldados ou mecânicos estão identificados e se suas características estão de acordo com as especificações indicadas no projeto.
5.1.6.2 Devem ser verificado o estado da superfícies interna e externa dos conectores com vista a presença de possíveis mossas ou amassamentos.
5.1.7 Parafusos e porcas
5.1.7.1 Deve ser verificado se todos os lotes de parafusos e porcas estão identificados com as seguintes características: especificação, tipo da roscas, tipo de porca, tipo de parafuso e dimensões.
5.1.7.2 Devem ser verificados os certificados de qualidade do material de todos os lotes de parafusos e porcas, em confronto com as especificações ASTM aplicáveis.
5.1.7.3 Devem ser verificados, por amostragem definida no item 5.1.9 (b) se as seguintes características das porcas e parafusos estão de acordo com as especificações adotadas pelo projeto ou as normas referenciadas:
(a) comprimento do parafuso, diâmetro do parafuso e porca, altura e distância entre faces e arestas da porca e tipo e passo da rosca, segundo os critérios das normas ANSI B 16.5 e ANSI B 1.1; (b) estado geral quanto a amassamentos, trincas, corrosão e acabamento em geral e se estão devidamente protegidos.
5.1.8 Anodos galvânicos
5.1.8.1 Deve ser verificado se os lotes de anodos estão identificados segundo os critérios e exigências das normas tipo especificação de cada material de anodo.
5.1.8.2 As condições exigíveis na inspeção de recebimento de anodos galvânicos a serem utilizados em dutos submarinos devem estar de acordo com a N-1879.
5.1.9 Amostragem
O plano de inspeção para verificação das características de inspeção por amostragem solicitadas nos itens 5.1.2.4 (tubos) e 5.1.7. (parafusos e porcas), conforme ABNT P-NB-309, 309/01 e 309/02 é o seguinte:
(a) tubos: nível geral da inspeção II, QL 15, plano de amostragem simples e risco do consumidor 5 %; (b) parafusos e porcas: nível geral de inspeção II, QL 10, plano de amostragem simples e risco do consumidor 5 %.