



MET 157 –Processos de Conformação dos Metais
NOÇÕES DE
ESTAMPAGEM
1
















Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
Slides de aulas de conformação mecânica do curso de engenharia metalúrgica da escola de minas - UFOP, ministrados pela professora Maria aparecida.
Tipologia: Notas de aula
1 / 39

Esta página não é visível na pré-visualização
Não perca as partes importantes!
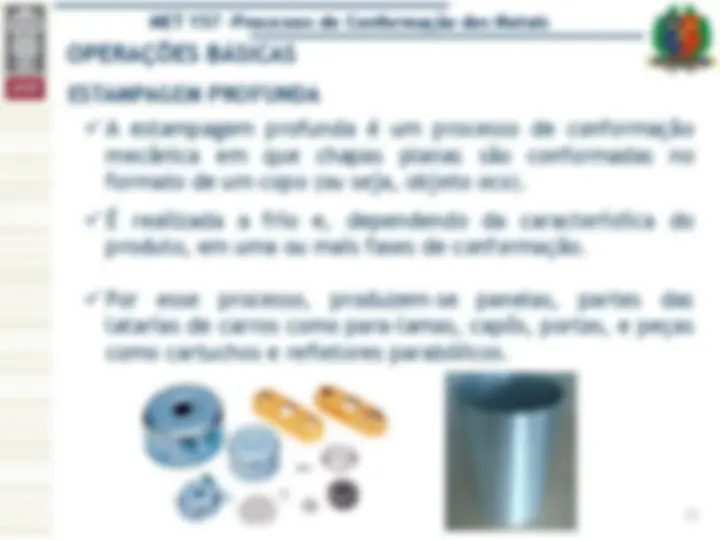
A Estampagem é um processo de conformação mecânica, geralmente realizado a frio, que engloba um conjunto de operações. Por meio dessas operações, o material é submetido a transformações que o fazem adquirir uma nova forma geométrica, plana ou oca. Isso só é possível por causa de uma propriedade mecânica que os metais têm: a plasticidade. A deformação plástica é levada a efeito com o emprego de prensas de estampagem, com o auxílio de dispositivos especiais chamados estampos (daí o nome estampagem) ou matrizes.
A popularidade dos processos de estampagem deve-se à sua alta produtividade, custos de ferramental e montagem relativamente baixos e a habilidade de oferecer produtos ao mesmo tempo resistentes e leves. Mais particularmente, os processos de estampagem são largamente utilizados na indústria automobilística, onde se necessita alta produção, baixo índice de sucateamento e rigor de dimensões.
Material a ser estampado; Qualidade da chapa Composição química; Propriedades mecânicas; Especificações dimensionais; Acabamento; Aparência da superfície. Fatores importantes a considerar:
Em princípio, a espessura da chapa a ser cortada deve ser igual ou menor que o diâmetro do punção; As peças obtidas por corte, podem, eventualmente, ser submetidas a uma operação posterior de estampagem profunda; O corte permite a produção de peças nos mais variados formatos; Os formatos são determinados pelos formatos do punção e da matriz;
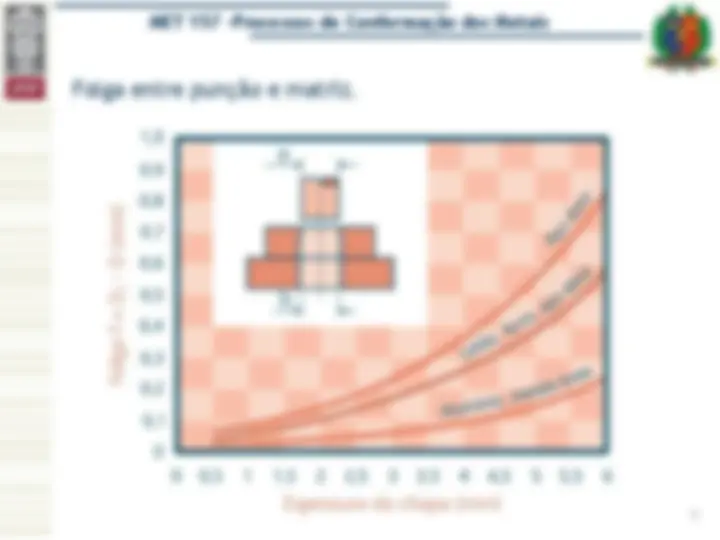
A folga entre o punção e a matriz é muito importante e deve ser controlada, já que o aspecto final da peça depende desse fator. Ela está relacionada também com a espessura, a dureza e o tipo de material da chapa; Folgas muito grandes provocam rebarbas que podem ferir os operadores; As folgas pequenas provocam fissuras, ou seja, rachaduras, que causarão problemas nas operações posteriores; Quanto menores forem as espessuras das chapas e o diâmetro do punção, menor será a folga e vice-versa.
Dependendo da complexidade do perfil a ser cortado, o corte pode ser feito em uma única etapa ou em várias etapas até chegar ao perfil final; Isso determina também os vários tipos de corte que podem ser executados:
O enrolamento da ponta, parcial ou total, muitas vezes é realizado para reforçar a borda da peça ou conferir o acabamento final a ela, isentando-a de bordas cortantes que impedem a sua manipulação.
O nervuramento é feito para dar à peça maior rigidez e também para lhe conferir aparência, de acordo com os conceitos do projeto de sua forma. O abaulamento, realizado em tubos, tem a finalidade de conferir forma para fins funcionais da peça.
Em toda operação de dobramento, o material sofre deformações além do seu limite elástico. No lado externo há um esforço de tração, o metal se alonga e há uma redução de espessura. No lado interno, o esforço é de compressão.
Em geral, a determinação do raio de curvatura é função do projeto ou desenho da peça, do tipo de material usado, da espessura da peça e do sentido da laminação da chapa. Materiais mais dúcteis como o alumínio, o cobre, o latão e o aço com baixo teor de carbono necessitam de raios menores do que materiais mais duros como os aços de médio e alto teores de carbono e aços ligados.
As operações de curvamento de chapas e placas podem ser feitas manualmente, por meio de dispositivos e ferramentas, ou através de máquinas, como por exemplo as calandras. Curvamento Manual O esforço de flexão que produzirá o curvamento é feito manualmente, com o auxilio de martelo, grifa e gabaritos. A escolha do ferramental dependerá primordialmente do raio de curvatura que se deseja obter. Esta operação permite fazer cilindros de pequenas dimensões, suportes, flanges para tubulações etc.
Representação o curvamento manual de uma chapa. Curvamento de uma chapa com auxílio da grifa fixa, presa à morsa, onde o curvamento desejado é obtido por meio de esforços que são aplicados de forma gradativa à chapa com o auxílio de uma grifa móvel, para se conseguir a curvatura desejada.