


0
PROJETO DE
DISPOSITIVOS E
FERRAMENTAS
CURSO PROCESSO DE PRODUÇÃO
3º SEMESTRE
Profº Panesi






















Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
Este documento aborda o processamento de chapa de aço por meio de corte e punçãoamento. Ele explica os conceitos básicos, como o corte por estampagem, os recursos técnicos utilizados, os parâmetros a serem considerados e as vantagens de diminuir a força de corte. Além disso, ele detalha o estudo econômico, que consiste em obter o aproveitamento máximo da chapa, e fornece exemplos de cálculos para determinar as dimensões de punções, matrizes e espacamentos.
Tipologia: Manuais, Projetos, Pesquisas
1 / 32

Esta página não é visível na pré-visualização
Não perca as partes importantes!
Estampagem é o processo de fabricação que transforma chapas metálicas planas em objetos com forma geométrica própria e definida. Os processos de estampagem se dividem em:
Corte
Corte e furo progressivo
Etapa 1: furo
Repuxo
Normalmente as operações de corte e dobra são feitas a frio e repuxo é feita a quente. O processo é realizado por meio de máquinas denominadas de prensas.
As chapas são os materiais destinados a obterem o produto final a produzir. No mercado são encontradas de acordo com a tabela 1.
Tabela 1. Chapa de aço carbono
Durante o processo, o material é cortado de acordo com as medidas das peças a serem estampadas, a que se dá o nome de tira. Quando cortamos numa tira de material as formas de que necessitamos, a parte útil obtida recebe o nome de peça. O restante de material que sobra chama-se retalho , como na figura a seguir.
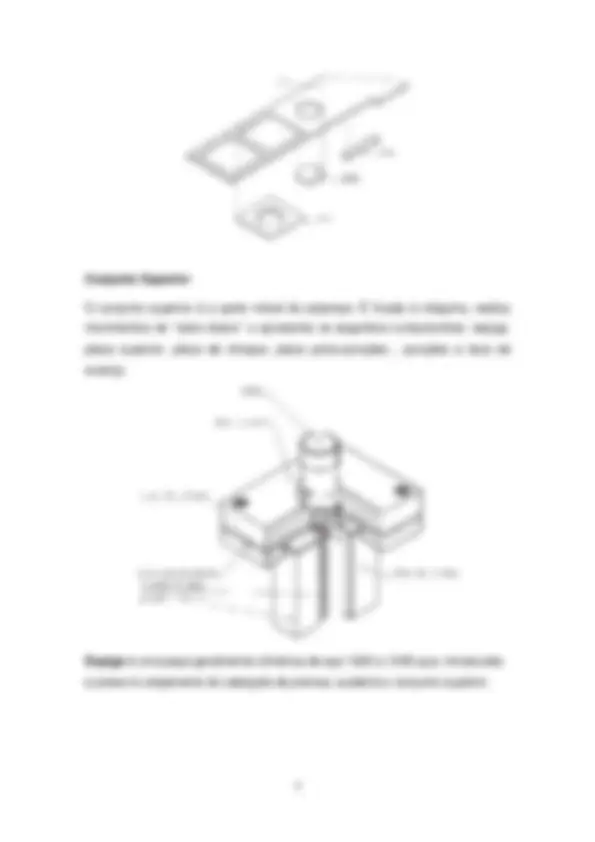
Conjunto Superior
O conjunto superior é a parte móvel do estampo. É fixada à máquina, realiza movimentos de “sobe-desce” e apresenta os seguintes componentes: espiga, placa superior, placa de choque, placa porta-punções , punções e faca de avanço.
Espiga é uma peça geralmente cilíndrica de aço 1020 a 1045 que, introduzida e presa no alojamento do cabeçote da prensa, sustenta o conjunto superior.
um projeto simples pode seguir as mesmas dimensões da matriz, observe a figura a seguir.
Os principais parâmetros a serem considerados nas operações de corte e furações por estampagem são: Forças envolvidas na operação de corte Aproveitamento máximo da chapa (layout de tira) Folgas entre punção (macho) e matriz Dimensionamento da matriz
A força de corte depende basicamente do material que se vai cortar, das dimensões do corte e da espessura da chapa e pode ser determinada através da seguinte expressão:
Onde: Pe = perímetro de corte; e = espessura da chapa; admcisal = tensão admissível de cisalhamento do material da chapa(ver tab. 2)
A força de corte é o que define praticamente a capacidade da prensa a ser utilizada, nesse caso é recomendável acrescentar 15% a mais no valor da força de corte encontrada no cálculo. As capacidades em tonelagem das prensas excêntricas obedecem a um padrão de produção e as mais comuns são: 3-5-8- 12-18-25-30-40-50-60-80-100-120-160-200.
Tabela 2. Valores de tensão admissível a cisalhamento para aços carbono Aços com teores em%C
0,10 0,15 0,20 0,30 0,40 0,50 0,60 0,70 0,80 1,
admcisal (kg/mm^2 )
25 a 32
28 a 35
32 a 40
36 a 48
45 a 55
48 a 58
55 a 70
60 a 85
72 a 90
80 a 100
Há algumas vantagens em diminuir a força de corte no momento da atuação dos punções como, por exemplo, a diminuição das dimensões de alguns componentes do estampo como também a seleção de uma prensa de capacidade menor. Um dos métodos mais utilizados é inclinar o fio de corte do punção em 1mm como indica a figura abaixo.
O cálculo nesse caso fica
Fcdiminuido = Fc
O estudo econômico, também chamado de layout de tira, é o estudo que proporciona o aproveitamento máximo da chapa ou, em outras palavras, a obtenção da maior quantidade de peças em uma mesma chapa. Este estudo visa encontrar a melhor distribuição das peças na chapa bem como calcular as distâncias ótimas entre as várias peças. As distâncias mínimas necessárias para um corte eficiente e correto são apresentadas na tabela 3 e da Figura abaixo.
Tabela 3. Estudo da tira
Consideremos a peça com área S mostrada na Figura abaixo a ser produzida a partir de uma tira de comprimento L e largura LT
2ª disposição
Determinação da largura da tira LT: LT = Y + 2B + D
Determinação do passo P: P = X + Z + 2C
O número de peças n para cada situação será:
L corresponde ao comprimento da chapa original 2m x1m O rendimento para cada situação é:
O passo P calculado nos exemplos anteriores serve para confeccionar a faca de avanço de largura D para estampos progressivos como indicado na figura do estampo superior. É o avanço que faz a tira de chapa se deslocar em cada golpe da prensa, isto é, em cada peça ou grupo de peças cortadas.
É de bom senso deixarmos uma certa folga entre o punção e a matriz para obtermos um produto de qualidade e melhor aproveitamento do material. Normalmente a peça cortada terá as dimensões da matriz e o furo deixado no
material tem as dimensões do punção e dependerá exclusivamente da espessura e tipo do material. De acordo com o tipo de material teremos as seguintes relações:
Para aço doce e latão: F = e/ Para aço meio duro: F = e/ Para aço duro: F = e/
Exemplo: Deseja-se cortar discos com diâmetro de 50mm com uma chapa com 3mm de espessura feita de aço meio duro. Qual seria o diâmetro do punção e matriz nesse caso?
Para aço meio duro: F = e/ F= 3/16 = 0, Diâmetro do punção: 50 – 0,18 = 49,82mm Diâmetro da matriz ficará com o nominal de 50mm
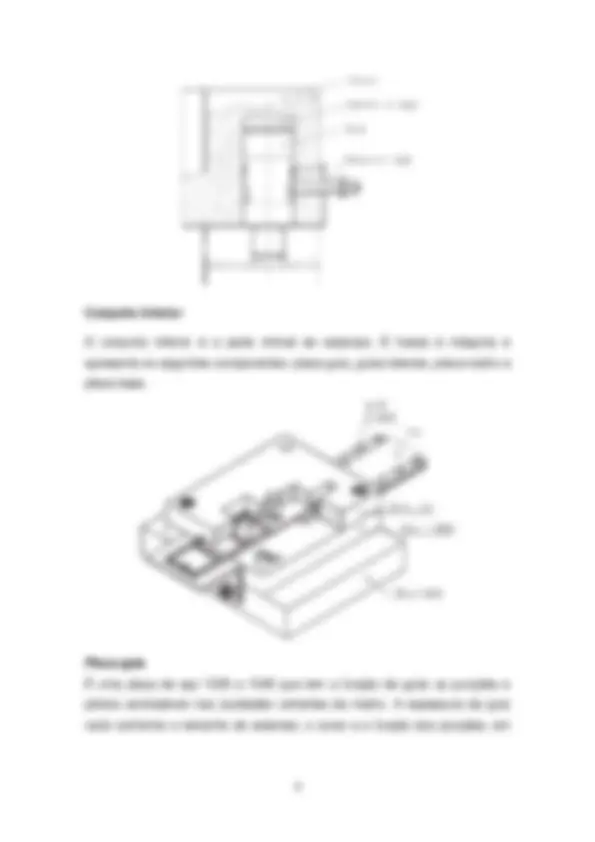
Placa superior é uma placa de aço 1020 a 1045 que tem por finalidade fixar a espiga e unir, por meio de parafusos, a placa de choque e a placa porta- punção.
Adotar como espessura mínima de 0,8 da espessura da matriz
É uma placa de aço 1060 a 1070, temperada e retificada, que tem a função de receber choques produzidos pelas cabeças dos punções no momento em que eles furam ou cortam a chapa, evitando sua penetração na placa superior. A espessura da placa de choque não pode ser menor que cinco milímetros e varia conforme o material a ser cortado.
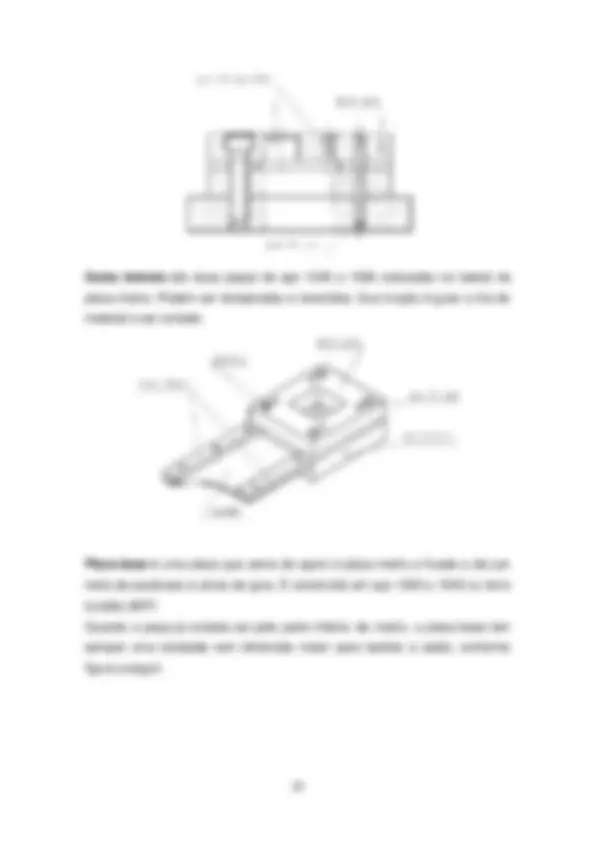
É uma placa de aço 1020 a 1045 situada logo abaixo da placa de choque ou da placa superior. É fixada por parafusos e tem como função sustentar punções, cortadores, cunhas e pode ter as mesmas dimensões da matriz.
Adotar como espessura a mesma da placa superior
Punção é uma peça de aço com elevado teor de carbono (aço rápido) temperada e revenida, que faz o corte quando é introduzido nas cavidades da placa-matriz, dando forma ao produto. A figura abaixo apresenta os diversos formatos de punções.