



UNIVERSIDADE FEDERAL DE PELOTAS
CENTRO DE ENGENHARIAS
ENGENHARIA DE CONTROLE E AUTOMAÇÃO
Juliane Peters
Mirian Fava
Exemplos de
comandos
numéricos
Pelotas, 2017









Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
Trabalho apresentado na disciplina de Tecnologia de Comando Numérico
Tipologia: Manuais, Projetos, Pesquisas
1 / 18

Esta página não é visível na pré-visualização
Não perca as partes importantes!
Juliane Peters Mirian Fava
Pelotas, 2017
Quando está acionado o comportamento da máquina será do modo escolhido, ele interfere no comportamento da máquina.
Vai de G00 a G99 com alguns registros vazios.
As posições vazias não registradas pela ISO podem ser utilizadas livremente pelos fabricantes das máquinas, isso inclui posições acima de G99.
Age como botão liga e desliga de certos dispositivos, e não interfere diretamente nos parâmetros de trabalho.
Vai de M00 a M99 com alguns registros vazios.
As posições vazias não registradas pela ISO podem ser utilizadas livremente pelos fabricantes das máquinas, isso inclui posições acima de M99.
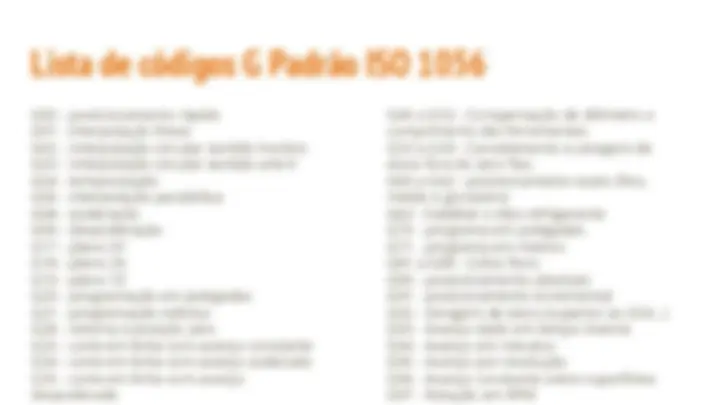
Comando numérico, Código G e Código M Comando numérico é um sistema que permite o controle simultâneo de vários eixos através de uma lista de movimentos escritas em um código específico. O código se comunica com as ferramentas dando instruções.
G00 - posicionamento rápido G01 - interpolação linear G02 - Interpolação circular sentido horário G03 - Interpolação circular sentido anti-h G04 - temporização G06 - interpolação parabólica G08 - aceleração G09 - desaceleração G17 - plano XY G18 - plano ZX G19 - plano YZ G20 - programação em polegadas G21 - programação métrica G28 - retorna à posição zero G33 - corte em linha com avanço constante G34 - corte em linha com avanço acelerado G35 - corte em linha com avanço desacelerado
G40 a G52 - Compensação de diâmetro e comprimento das ferramentas. G53 a G59 - Cancelamento e zeragem de eixos fora do zero fixo. G60 a G62 - posicionamento exato (fino, médio e grosseiro) G63 - habilitar o óleo refrigerante G70 - programa em polegadas G71 - programa em metros G81 a G89 - Ciclos fixos G90 - posicionamento absoluto G91 - posicionamento incremental G92 - Zeragem de eixos (superior ao G54…) G93 - Avanço dado em tempo inverso G94 - Avanço em minutos G95 - Avanço por revolução G96 - Avanço constante sobre superfícies G97 - Rotação em RPM
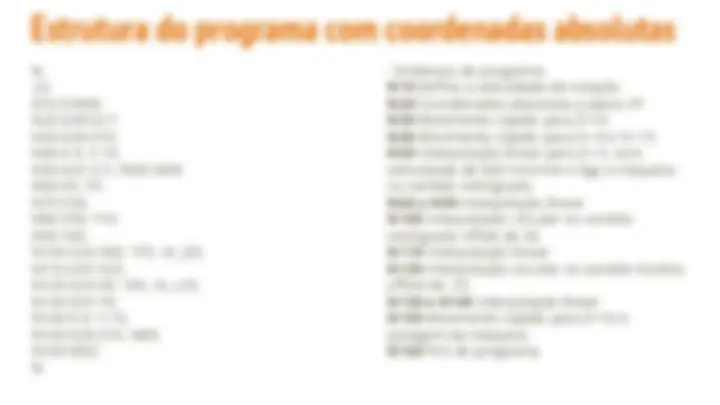
: Endereço do programa N10 Define a velocidade de rotação N20 Coordenadas absolutas e plano XY N30 Movimento rápido para Z= N40 Movimento rápido para X=-9 e Y=- N50 Interpolação linear para Z=-5, com velocidade de 600 mm/min e liga a máquina no sentido retrógrado. N60 a N90 Interpolação linear N100 Interpolação circular no sentido retrógrado offset de 30 N110 Interpolação linear N120 Interpolação circular no sentido horário offset de - N130 e N140 Interpolação linear N150 Movimento rápido para Z=10 e paragem da máquina N160 Fim do programa
Em que G41 é correção automática da ferramenta à esquerda e D01 é o endereço da posição da tabela onde está definido o diâmetro ou o raio da ferramenta.
G92 – Posição atual como origem. T11 – Seleção da ferramenta. M06 – Mudança da ferramenta. G46 – Aumentar a correção da ferramenta. Hxx – Corretor da ferramenta xx. G43 – Compensação do comprimento da ferramenta. G49 – Anular G43. L2 – Executar 2 vezes. Pxxx – Temporização.