


FUNDIÇÃO -
PROCESSOS
Prof. Hélio Padilha




Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
Fundição - aula4
Tipologia: Notas de aula
1 / 21

Esta página não é visível na pré-visualização
Não perca as partes importantes!
Prof. Hélio Padilha
(^) O macho ou molde confeccionado com uma areia contendo silicato de sódio como aglomerante é em seguida submetido a uma gasagem com CO 2
. A resistência final depende do módulo do silicato - relação SiO 2 :Na 2 O -, do tempo de gasagem e do tempo de estocagem, sendo que para melhorar a colapsibilidade são adicionados aditivos orgânicos - tais como serragem - à areia de moldagem.
(^) O uso das resinas foi um grande aperfeiçoamento na utilização de areia para a produção de moldes de fundição. A areia não precisa mais ser compactada porque o aglomerante, que é como uma espécie de cola, tem a função de manter juntos os grãos de areia. E isso é feito de dois modos: a quente ou a frio. (^) O processo que usa calor para provocar a reação química entre o aglomerante e os grãos da areia, é aquele chamado de " shell molding ", ou seja, moldagem em casca.
(^) O aumento da resistência mecânica das cascas depende essencialmente do aumento da percentagem de resina utilizada, da diminuição da superfície específica dos grãos de areia e do aumento da espessura da casca, dentro de determinados limites condicionados pelo aparecimento de defeitos nas peças vazadas devidos à diminuição da permeabilidade ao ar e aos gases ou ao aumento de rugosidade superficial das peças obtidas pela utilização de areia de grãos mais grossos.
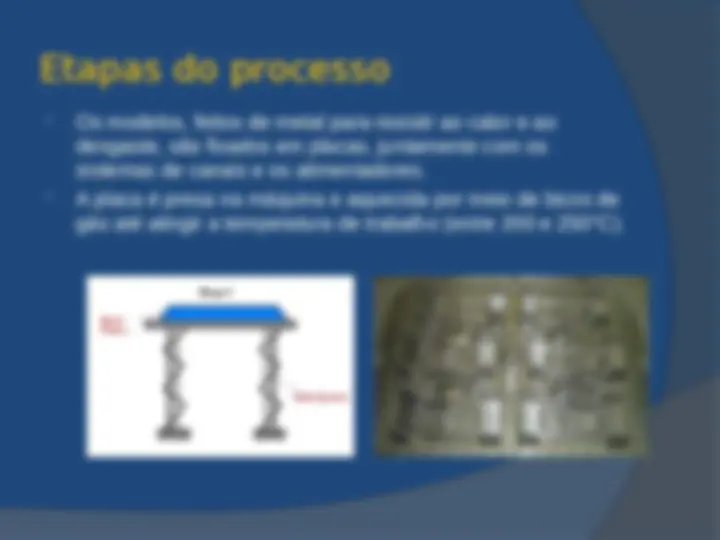
(^) Os modelos, feitos de metal para resistir ao calor e ao desgaste, são fixados em placas, juntamente com os sistemas de canais e os alimentadores. (^) A placa é presa na máquina e aquecida por meio de bicos de gás até atingir a temperatura de trabalho (entre 200 e 250°C).
(^) O calor funde a resina que envolve os grãos de areia e essa mistura, após algum tempo (±15 segundos), forma uma casca seca com a espessura necessária (entre 6 e 15 mm) sobre o modelo. (^) A "cura" da casca, ou seja, o endurecimento da resina se completa quando a placa é colocada em uma estufa em temperaturas entre 350 e 450 °C
(^) Após 2 ou 3 minutos, a casca é extraída do modelo por meio de pinos extratores. (^) Por causa da característica do processo, a casca corresponde a uma metade do molde. Para obter o molde inteiro, é necessário colar duas metades.
(^) Existe ainda outra maneira de se obter o endurecimento, ou cura, da resina sem a utilização de calor. É o processo de cura a frio no qual a resina empregada se encontra em estado líquido. Para que a reação química seja desencadeada, adiciona-se um catalisador à mistura de resina com areia limpa e seca. (^) Essa mistura é feita, por meio de equipamentos, na hora da moldagem e deve ser empregada imediatamente porque a reação química de cura começa a se desenvolver assim que a mistura está pronta.
(^) Os modelos, que podem ser feitos de madeira, são fixados em caixas. (^) A mistura areia/resina/catalisador é feita e continuamente despejada e socada dentro da caixa, de modo a garantir sua compactação. (^) A reação de cura inicia -se imediatamente após a moldagem e se completa algumas horas depois. (^) O modelo é retirado girando-se a caixa 180°. (^) O molde é então pintado com tintas especiais para fundição. Estas têm duas funções: aumentar a resistência do molde às tensões geradas pela ação do metal líquido, e dar um melhor acabamento para a superfície da peça fundida. (^) O molde é aquecido com maçarico ou é levado para uma estufa para a secagem da tinta.
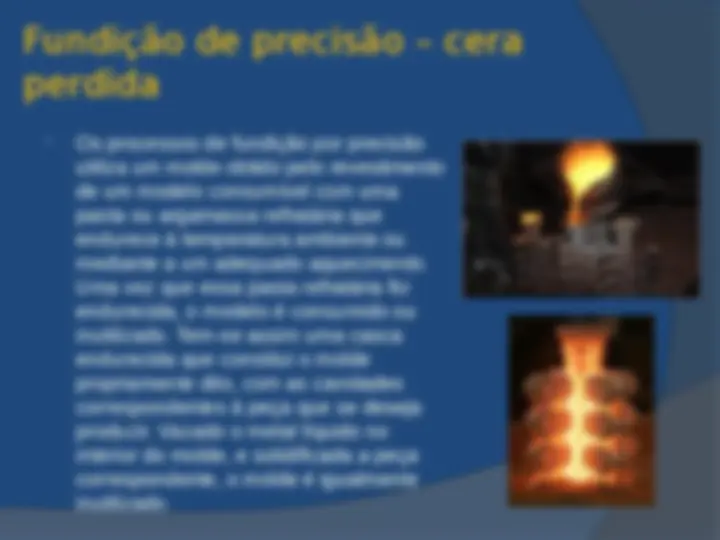
(^) O molde é produzido a partir de uma pasta ou lama refratária feita com sílica ou zirconita, na forma de areia muito fina, misturada com um aglomerante feito com água, silicato de sódio e/ou silicato de etila. (^) Esta lama endurece em contato com o ar e é nela que o modelo de cera ou plástico é mergulhado. Quando a lama endurece em volta do modelo, forma-se um molde rígido. (^) Após o endurecimento da pasta refratária, o molde é aquecido, o modelo derretido, e destruído. Essa casca endurecida é o molde propriamente dito e é nele que o metal líquido é vazado. Assim que a peça se solidifica, o molde é inutilizado. (^) Por causa das características desse processo, ele também pode ser chamado de fundição por moldagem em cera perdida.
(^) Principais Vantagens (^) Possibilidade de produção em massa de peças de formas complicadas que são difíceis ou impossíveis de obter processos convencionais de fundição ou por usinagem; (^) Possibilidade de reprodução de pormenores precisos, cantos vivos, paredes finas etc.; (^) Obtenção de maior precisão dimensional e superfícies mais macias; (^) Utilização de praticamente qualquer metal ou liga; (^) As peças podem ser produzidas praticamente acabadas, necessitando de pouca ou nenhuma usinagem posterior, o que torna mínima a importância de adotarem-se ligas fáceis de usinar;