



MiltiadisA.Boboulos
ManufacturingProcessesandMaterials:
Exercises
Downloadfreebooksat


























































































Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
Processos de Manufatura e Materiais com exercícios.
Tipologia: Exercícios
1 / 124

Esta página não é visível na pré-visualização
Não perca as partes importantes!
Exercises
Download free books at
Manufacturing Processes and Materials:
Exercises
Manufacturing Processes and Materials: Exercises
Contents
Contents
Summary 6
Question 1: Non-conventional manufacturing processes 7
Question 2: The Electro-discharge Machining (EDM) process 14
Question 3: Factors causing tool wear 20
Question 4: Acceptance sampling 33
Question 5: Principles of the Resin Transfer Moulding (RTM) 45
Question 6: Fibre reinforced plastic composites 50
Question 7: A cutting test on a steel bar 55
Question 8: Electro-discharge machining (EDM) requirements & properties 58
Question 9: Hard and soft automation 62
Question 10: Surface integrity of manufactured surfaces: properties & applications 65
Question 11: Bored holes - plug and gap gauges 68
Stand out from the crowd Designed for graduates with less than one year of full-time postgraduate work experience, London Business School’s Masters in Management will expand your thinking and provide you with the foundations for a successful career in business. The programme is developed in consultation with recruiters to provide you with the key skills that top employers demand. Through 11 months of full-time study, you will gain the business knowledge and capabilities to increase your career choices and stand out from the crowd. Applications are now open for entry in September 2011.
For more information visit www.london.edu/mim/ email [email protected] or call +44 (0)20 7000 7573
Masters in Management
London Business School Regent’s ParkLondon NW1 4SA United KingdomTel +44 (0)20 7000 7573 Email [email protected]/mim/
Fast-track
your career
Please click the advert
Exercises Contents
Question 12: Integrated Manufacturing Systems: a facility of large and small machines 73
Question 13: Simulation method, determining the time to complete the batch and the machine utilisation 79
Question 14: Plain carbon steels and high strength low alloy steels (HSLA) 91
Question 15: Ferritic stainless steel & the mechanism of corrosion 97
Question 16: Impact Strength (J) to Test Temperature 102
Question 17: Metal and polymer material applicability 108
Question 18: Maximum tolerable through thickness crack size 112
Question 19: Glass fibres production - Reinforced composite design 117
References 122
Endnotes 124
© UBS 2010. All rights reserved.
www.ubs.com/graduates
Looking for a career where your ideas could really make a difference? UBS’s Graduate Programme and internships are a chance for you to experience for yourself what it’s like to be part of a global team that rewards your input and believes in succeeding together.
Wherever you are in your academic career, make your future a part of ours by visiting www.ubs.com/graduates.
You’re full of energy
and ideas. And that’s
just what we are looking for.
Please click the advert
Exercises Question 1: Non-conventional manufacturing processes
You are a Manufacturing Engineer employed by a toolmaking company whose main business is in sub-contract manufacture of a wide range of tools used in the injection moulding and forging industries. There is also a specialist division machining small batches of precision components for the aerospace industry. Component workpiece materials include most toolsteels, high duty alloys and a range of sintered materials, non-ferrous materials stainless steels and ceramics. The existing manufacturing facility include all the usual conventional machine tools including a number of stand alone CNC multi-tool machining centres.
Your Managing Director, through his trade association and by glancing through technical journals is aware that competitors of the company are introducing non-conventional manufacturing processes to their facilities.
You have been requested to submit a brief report covering the following issues:
a) What is meant by the term non-conventional manufacturing processes? [2 Marks]
b) What are the areas of application of such processes? [8 Marks]
c) How do non-conventional processes compare with the companies existing process facilities in respect to:
Feature capability, surface finish, surface integrity, material removal rate, tool wear, environmental issues and skill requirements. [12 Marks]
d) What particular non-conventional process might be suitable for the companies current product portfolio? [3 Marks]
Exercises Question 1: Non-conventional manufacturing processes
Question 1a
Conventional and wide spread machining processes include: mechanical cutting operations, material removal techniques – chipping off, forging, casting, stamping, engraving. Additionally, conventional processes include turning, milling, drilling, grinding etc. mechanical operations. Back in the 1940s the needs of the defense industry, aviation and space industry, electronics and other industries necessitated machining techniques to be adopted for processing thin, fragile or special and very thin products that could not be manufactured using the conventional processes or this would have been rather impractical and costly. Therefore, a new group of “non-conventional” manufacturing processes emerged to provide improved, convenient and economically advantageous means for specific types of production. These were based on latest scientific and technical achievements and some new findings for using laws of nature relating to light – lasers, sound – ultrasonic processes, magnetism, atomic physics – plasma, electronics and new “powder” metallurgy materials.
Non-conventional processes include:
a) Chemical machining (CM) b) Electrochemical machining (ECM) c) Electrochemical grinding (ECG) d) Electrical discharge machining (EDM) e) Wire electrical discharge machining (WEDM) f) Laser-beam machining (LBM) g) Electron-beam machining (EBM) h) Water-jet machining (WJM) i) Abrasive water-jet machining (AWJM) j) Abrasive-jet machining (AJM) (using air, sand or beads)
Additionally, we could include here Ultrasonic machining (UM) and Deburring processes.
Example: A typical non-conventional process is the machining of abrasive discs using diamond (adopted in 1955) or synthetic tools – cubic boron carbide (1970). In some applications these processes replaced almost completely the aluminium oxide processes (1893) and the green silicon carbide processes (1891). Other non-conventional processes include powder metallurgy processes used to produce hard-alloy cutting tools made of tungsten carbide, titanium carbide, cobalt carbide, etc.
Exercises Question 1: Non-conventional manufacturing processes
The depth of the cutting plates is adjustable to up to 300mm. The tool (the wire) is usually made of copper, brass or tungsten and of outside diameter 0.25 mm.
Another optional EDM technique is the electrical discharge grinding where a conventional internal grinding machine is used the grinding stone of which is a conductor material (brass, graphite) playing the role of the electrode and the part being machined is any conductor material. Mostly used for grinding hard carbide alloys of titanium, tungsten, cobalt and tool steels; for machining fragile and brittle small-size components, surgical tools, optical devices, electronic devices, etc.
f) Laser-beam machining (LBM) is used for similar applications to those stated above – cutting, drilling, marking and for surface machining and welding operations involving various materials: metals, ceramics, plastics, leather, textiles, composite materials (in the aircraft industry, etc.).
g) Electron-beam (plasma) machining (EBM) is used in similar applications to those described for LBM but performed in a vacuum surrounding medium: precise cutting and welding of various materials.
h) Water-jet machining (WJM): This technique is used for dynamic cutting and machining various materials: plastic, rubber, foodstuffs, paper, leather, insulation materials, composite materials of up to 25mm thickness. Finds application in the food industry and the production of plastics.
everyone deservesgood
design
WORK WITH
US
© Inter IKEA Systems B.V. 2009
© Inter IKEA Systems B.V. 2009
IKEA.SE/STUDENT
+me
Please click the advert
Exercises Question 1: Non-conventional manufacturing processes
i) Abrasive water-jet machining (AWJM): for “shooting” under pressure and applying dynamic action to the surface of the machined component part. Used for the same applications and materials as those described for WJM.
j) Abrasive jet(gas) machining (AJM): Applied for machining small holes, cleaning surfaces from removing sand or scale in foundry applications, stamped forgings and also for non-metal and fragile materials, as well as for deburring operations.
Question 1c
As described in paragraph 1b above, machining operations feature similar or various spheres and sites of application. Non-conventional manufacturing processes are applied where conventional methods are not applicable, such as cutting and machining very hard, fragile, brittle or small-size component parts.
ii) Based on the particular characteristics of the process we can select the most suitable technique for each specific application. For example, cutting the internal cavity of an average-sized temperature treated high-hardness die is usually slow and expensive when using conventional machining techniques. A suitable non-conventional process for such an application is the EDM method. We select the suitable method based on the material hardness, brittleness, part size and material type. If we have to cut thick steel plates along an external contour that could be of a complicated shape the suitable method is the WEDM process. For drilling and welding various materials we select the LBM method and for drilling holes of outside diameter smaller than 0.1 – an operation which is almost impossible to perform using conventional techniques- the EDM or ECG process.
Machining rough or corroded (oxidized) external surfaces is best performed using the AJM manufacturing process.
iii) Quality comparison: Several quality characteristics are important here and these include surface roughness (Ra), dimensional tolerances, structure of the material in the cutting area. To examine these parameters we use data from tables, graphs, formulae and process studies.
For example, these include the Roughness (Ra)/ process type relation charts as shown in Figure 2 and the tolerance/process type relation chart, as well as the average and extreme repetition probabilities for their values.
iv) Comparison based on structure: Some manufacturing processes, like for example the LBM and EBM result in distortions of internal material structure in the cutting area, so other techniques are to be preferred when this is not desirable, such as CM or ECM, EDG and EDM.
Exercises Question 1: Non-conventional manufacturing processes
Question 1d
The current average-size toolmaking range of the company can preferably employ any conventional equipment and techniques used for this type of production along with the EDM, WEDM, AJM, ECG and ECM non-conventional manufacturing processes. The production of more complicated small-size component parts for the aerospace industry should preferably employ the EBM. LBM, EDM, ECM and EDG manufacturing processes. A precise estimate of process efficiency should be made when selecting the suitable type of process taking into account relatively expensive machines and equipment involved in the EDM, LBM, EBM, etc. processes.
your chance
to change
the world
Here at Ericsson we have a deep rooted belief that the innovations we make on a daily basis can have a profound effect on making the world a better place for people, business and society. Join us. In Germany we are especially looking for graduates as Integration Engineers for
Please click the advert
Exercises Question 2: The Electro-discharge Machining (EDM) process
a) The Electro-discharge Machining (EDM) process is widely used m the toolmaking industry. In this context discuss the advantages and the disadvantages of the die sinking EDM process. [14 marks]
b) With the aid of an annotated sketch illustrate a typical EDM single voltage pulse, indicating voltage levels and timescales. Explain why a characteristic pulse has this profile. [6 marks]
c) (Explain the principles and features of the "orbital technique" as applied to the EDM process. [5 marks]
Question 2 a
When applying the EDM manufacturing process the workpiece is machined either “sunk” into a specific fluid or not, the fluid which covers the workpiece in the cutting area being a dielectric.
The method which involves die-sinking uses a work table specifically made airtight (a sinking bath where the fluid is provided). The type of fluid most widely used is kerosene (petrol), distilled water or deionized water. This arrangement of the application of the EDM manufacturing process provides for the electrical discharge between the tool [electrode (-)] and the cathode (+), which in fact is the machined workpiece, to take place in dielectric fluid medium. The method features the following advantages and disadvantages:
2a 1 Advantages:
Exercises Question 2: The Electro-discharge Machining (EDM) process
Question 2b
This type of discharge process occurs when a relatively high pressure is available and electrodes are featured by very high non-uniformity of the discharge area (gap). Ionization takes place only in a thin layer around the electrode characterized by a small radius of the curve. This is called an ionizing layer. In real practice these are “corona” cylindrical wires. When DC voltage is supplied, a negative (-) or positive (+) corona is available depending on the polarity of the corona electrode. As the voltage on the corona electrode increases, the corona undergoes arch discharge or spark discharge (when the source output power is insufficient to maintain stationary arch discharge – constant electrical arch. * When a positive corona is applied spark discharge occurs at lower voltage (U) compared to negative corona. The temperature of the gas in the spark “channel” reaches 10000K. This allows for thermal ionization to occur. This phenomenon does not fall within the category of the theory of the “avalanche”- type of discharge and is explained by the theory of “streamers”.
The first condition for the formation of “streamers” is the following:
1 ppd 8 3
a
what‘s missing in this equation?
maeRsK inteRnationaL teChnoLogY & sCienCe PRogRamme
You could be one of our future talents
Are you about to graduate as an engineer or geoscientist? Or have you already graduated? If so, there may be an exciting future for you with A.P. Moller - Maersk.
www.maersk.com/mitas
Please click the advert
Exercises Question 2: The Electro-discharge Machining (EDM) process where a – coefficient of volumetric ionization [M -1^ ]; p – gas pressure [Pa] d – distance between electrodes E 3 – voltage in the area between electrodes [V/m].
From (1) we can conclude U 3 = E 3 d (2), Where U 3 is the voltage required for a spark to occur [V], and E 3 is the voltage in the area between electrodes [V/m].
Thus calculated, the voltage U 3 is exactly identical with experimental data measured at p.d > 250 [MPa].
The second condition for streamer formation is: (3) n i ≥ 7. 10 20 [ions/m^3 ], where: n i is the concentration of ions in the avalanche head.
The condition (3) refers to relatively short spark gaps (times) and is always met when (1) is met as well.
Study case 1:
Calculate drilling voltage between flat electrodes in air medium at p = 10 5 [Pa] (760mm mercury column) and T = 293K (20C):
According to (2) above the diagram of a single voltage pulse is as follows:
Figure 1
Exercises Question 2: The Electro-discharge Machining (EDM) process
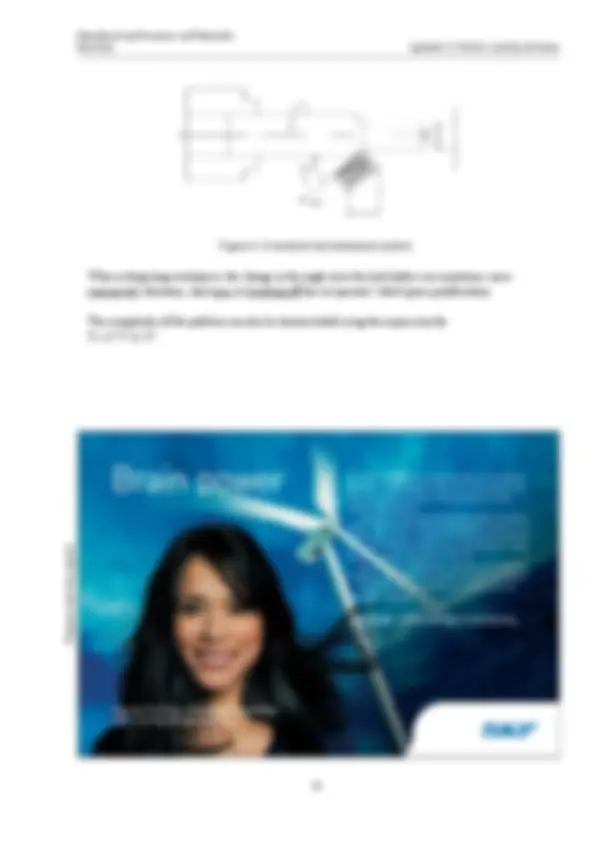
2 c 2. Applying the “orbital” technique to the EDM process
The “orbital” technique is applied to the EDM manufacturing process with the tool, the electrode (-), performing a similar movement to the described in Figure 1 above. An example of one such application is illustrated in Figure 2.
Figure 2
Let us consider an application of the EDM process for a machine featuring horizontal spindle and chuck 3 used to support the workpiece to be machined, with the holder 1 feeding the tool 1.1 along the X direction, the feeding of the tool resulting in gradual change of the angle from 0 to . The workpiece 2 rotates around X – X with the chuck 3. This results in shaping (cutting) the cavity of an OD = D, having the shape of a pear. Different cutting shapes can be achieved through synchronizing the movement of the workpiece, tool and tool feed.
The “orbital” movement of the electrode can also be applied to conventional machines of vertical tool axis and die-sinking. This will require the rotational movement of the spindle of the machine to provide for the “orbital” movement in point O 1 (operational end) of the electrode. The workpiece can alternatively be fixed to the machine worktable. Thus, smaller size (diameter) electrode could be used to cut or grind larger-size cavities or holes of shapes which are completely different from the cylindrical shape, as well as toroid-shaped, etc. cavities – Figure 3.
Exercises Question 3: Factors causing tool wear
a) In conventional metal cutting process tool wear is inevitable. Discuss the most significant factors that cause tool wear and explain why cutting tool failure is difficult to predict. [8 marks]
b) Describe four different methods that might be used for the on-line monitoring of tool wear, indicating the possible problems associated with each method and justify the method that you consider to show the most promise. [12 marks]
c) A steel ring outside diameter 600mm and an internal diameter of 200mm is being faced on a vertical CNC lathe. The machine is capable of maintaining a constant surface speed, as the face of the ring is being machined and the feedrate is set to 0.25 mm/rev. From tests when v = 50n/min Tool Life T is 60 mins n = 0.3. Given Taylor's empirical tool life relationship VT = C. Determine the number of components that can be machined per tool for a tool life of 50 mins. [5 marks]
It all starts at Boot Camp. It’s 48 hours that will stimulate your mind and enhance your career prospects. You’ll spend time with other students, top Accenture Consultants and special guests. An inspirational two days
packed with intellectual challenges and activities designed to let you discover what it really means to be a high performer in business. We can’t tell you everything about Boot Camp, but expect a fast-paced, exhilarating
and intense learning experience. It could be your toughest test yet, which is exactly what will make it your biggest opportunity. Find out more and apply online.
Choose Accenture for a career where the variety of opportunities and challenges allows you to make a difference every day. A place where you can develop your potential and grow professionally, working alongside talented colleagues. The only place where you can learn from our unrivalled experience, while helping our global clients achieve high performance. If this is your idea of a typical working day, then Accenture is the place to be.
Turning a challenge into a learning curve. Just another day at the office for a high performer.
Accenture Boot Camp – your toughest test yet
Visit accenture.com/bootcamp
Please click the advert