



Processo de furação na usinagem



Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
Saiba mais sobre o processo de furação na usinagem, uma operação mecânica utilizada para obter furos cilíndricos em peças, com auxílio de ferramentas multicortantes. Descova as diferentes operações, tipos de máquinas e ferramentas utilizadas, além dos fatores que influenciam a qualidade do furo.
Tipologia: Notas de estudo
1 / 19

Esta página não é visível na pré-visualização
Não perca as partes importantes!
Processo mecânico destinado à obtenção de um
furo,
geralmente cilíndrico, com auxílio de uma
ferramenta
multicortante.
O material retirado na geração do furo é convertido em cavaco
pela rotação relativa da ferramenta e da peça, aliado a um
movimento de avanço no sentido do eixo de rotação, seguindo
uma trajetória retilínea, coincidente ou paralela ao eixo principal
da máquina ferramenta.
A máquina utilizada na furação
As máquinas de furar, ou simplesmente furadeiras,
consistem basicamente de uma árvore, que gira com
velocidades determinadas, onde fixa-se a ferramenta. Esta
árvore pode deslizar na direção de seu eixo. Também pode-
se ter uma mesa onde fixa-se e movimenta-se a peça.
As partes principais de uma furadeira variam de acordo com
a sua estrutura. Para uma
furadeira de coluna pode-se destacar as seguintes partes:
1 - Base;
2 - Coluna;
3 - Mesa;
4 - Sistema motriz;
5 - Alavanca de movimentação da
ferramenta;
6 - Árvore de trabalho;
7 - Mandril;
8 - Broca.
Furadeira
Operações da furação
● Processo de maior importância - 20 a 25% do total de
aplicações
dos processos de usinagem
● A broca helicoidal é a ferramenta mais fabricada e mais
difundida
para usinagem
● Existem aproximadamente 150 formas de afiações e uma
série de
perfis específicos
● Utilização em furos curtos ou profundos
● Utilização na furação em cheios ou com pré-furo
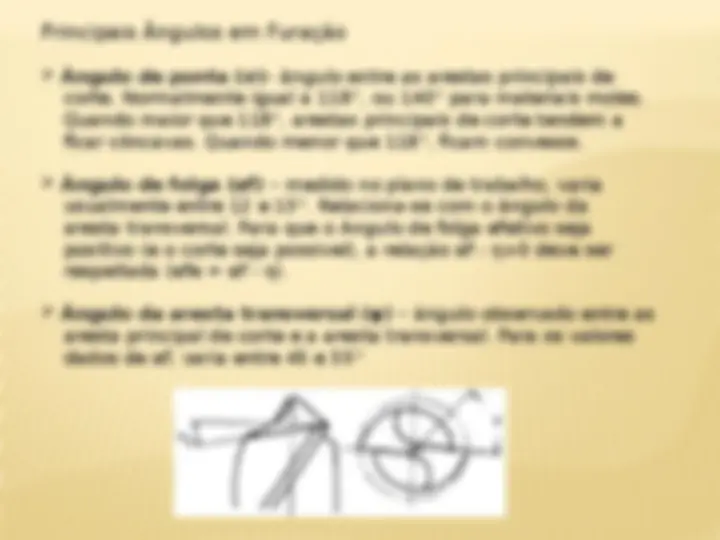
Ângulo de ponta (σ)– σ)– )– ângulo entre as arestas principais de
corte. Normalmente igual a 118°, ou 140° para materiais moles.
Quando maior que 118°, arestas principais de corte tendem a
ficar côncavas. Quando menor que 118°, ficam convexos.
Ângulo de folga (σ)– αf) – f) – medido no plano de trabalho, varia
usualmente entre 12 e 15°. Relaciona-se com o ângulo da
aresta transversal. Para que o Ângulo de folga efetivo seja
positivo (e o corte seja possível), a relação αf - η>0 deve serf - η>0 deve ser
respeitada (αf - η>0 deve serfe = αf - η>0 deve serf - η).
Ângulo da aresta transversal (σ)– ψ) – ) – ângulo observado entre as
aresta principal de corte e a aresta transversal. Para os valores
dados de αf - η>0 deve serf, varia entre 45 e 55°
São ferramentas de múltiplas arestas de corte que,
através dos movimentos de corte e avanço alargam
furos.
Usados para conferir precisão dimensional e/ou
acabamento superficial a furos já existentes;
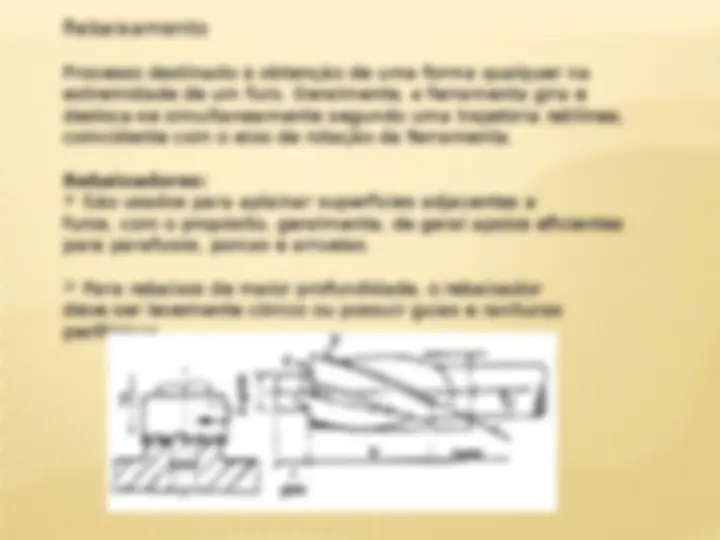
Alargadores Helicoidais de Desbaste
Também chamados brocas de correção; Usados para
aumentar o diâmetro de furos brutos de fundição ou
forjamento, ou ainda desbastados através de furação.
Distinguem-se das brocas comuns por:
Não possuírem aresta transversal de corte;
Possuem ao menos 3 arestas de corte (prefere-se n°par)
Outros Tipos de Alargadores
Alargadores ajustáveis – lâminas de aço rápido
montadas em ranhuras de profundidade variável,
permitem a variação do diâmetro a ser alargado.
Alargadores cônicos – usados para tornar
cônicos
furos. Os de desbaste possuem ranhuras
quebracavaco
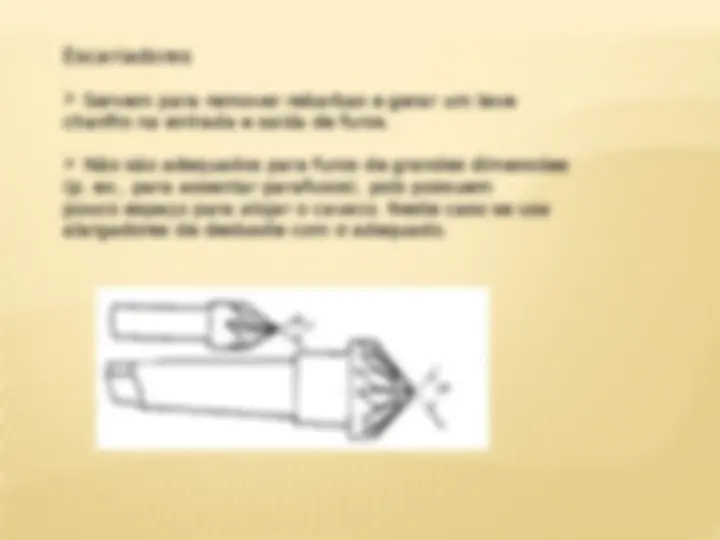
Servem para remover rebarbas e gerar um leve
chanfro na entrada e saída de furos.
Não são adequados para furos de grandes dimensões
(p. ex., para assentar parafusos), pois possuem
pouco espaço para alojar o cavaco. Neste caso se usa
alargadores de desbaste com σ adequado.