
Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Guias e Dicas


Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Encontrar documentos
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Encontra documentos específicos para os exames da tua universidade
Videoaulas
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Quiz
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
Extrusão: Processo de Conformação Mecânica, Notas de aula de Processamento de Materiais
tipos de laminação, forças envolvidas no processo
Tipologia: Notas de aula
2020

1 / 16

Esta página não é visível na pré-visualização
Não perca as partes importantes!









Documentos relacionados
Pré-visualização parcial do texto
Baixe Extrusão: Processo de Conformação Mecânica e outras Notas de aula em PDF para Processamento de Materiais, somente na Docsity!
Conformação Mecânica
Definição : Processo de conformação plástica que consiste em fazer passar um tarugo ou lingote (de seção circular), colocado dentro de um recipiente, pela abertura existente no meio de uma ferramenta, colocada na extremidade do recipiente, por meio da ação de compressão de um pistão acionado pneumática ou hidraulicamente A extrusão pode ser empregada como uma operação primária (desbaste) ou como uma operação secundária (acabamento).
A matéria prima da extrusão pode ser um lingote ( proveniente do lingotamento continuo) ou um tarugo (proveniente de processos de laminação) Para os metais não-ferrosos comuns, é usual a utilização, ao invés do processo de laminação, do processo de extrusão para a obtenção dos perfis de forma variada, apesar da limitação do comprimento do produto obtido. Vantagens: Obtenção de produto mais homogêneo (estrutural e dimensionalmente): manutenção da temperatura de trabalho em níveis mais constantes Menor oxidação superficial: pequeno contato do tarugo ou lingote como. Meio ambiente durante o processamento. Desvantagens: Custo maior do equipamento, limitação de comprimento do perfil, velocidade de trabalho menor e maior desuniformidade de deformação ao final do processo
Extrusão direta O pistão age sobre o tarugo forçando a sua passagem pela ferramenta, colocada no lado oposto do recipiente, e provocando uma intensa ação de atrito entre o tarugo e o recipiente de extrusão
Extrusão Indireta O pistão se mantém fixo, com a ferramenta colocada na sua extremidade, e o recipiente com o tarugo avança em sua direção, tornando inexistente o atrito entre o tarugo e o recipiente. O pistão oco tem resistência limitada a flambagem
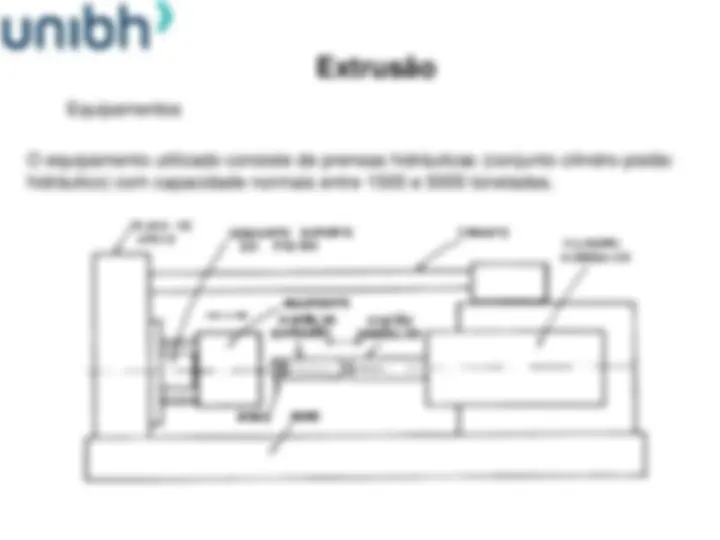
Equipamentos O equipamento utilizado consiste de prensas hidráulicas (conjunto cilindro-pistão hidráulico) com capacidade normais entre 1500 e 5000 toneladas.
Fieiras
Etapas do processo Tarugo pode apresentar oxidação! Uso de pistão de diâmetro inferior para que a casca superficial fique para fora Tarugo ou lingote inicialmente aquecidos no forno. Entre o pistão e o tarugo e colocado um disco metálico para evitar soldagem do pistão no tarugo
Produtos Os produtos são: barras (redondas, quadradas, hexagonais, etc.), arames, tubos e perfis (ocos ou maciços) de formas diversas. Os materiais metálicos mais comumente extrudados são o alumínio, o cobre e suas ligas. Tubos e barras de aço podem ser produzidos pelo processo de extrusão, mas isso ocorre de forma limitada pelas dificuldades operacionais. Aços carbono de até 0,2% C podem ser extrudados a frio sendo produtos: Juntas esféricas, capas de mancais, pinos de pistões, retentores.
Defeitos
- Vazios internos na parte final: velocidade muito alta do processo e problemas de escoamento
- Trincas: associada a defeitos do lingote associada a altas velocidades de extrusão
- Escamas: aderência do metal extrudado na ferramenta
- Riscos e marcas transversais: irregularidades da ferramenta
- Inclusões
- Bolhas: provenientes de gases retidos na fundição
- Manchas de oxidação e contaminação superficial
Força de extrusão
- Chama-se de relação de extrusão a relação entre a área de secção trasversal inicial A 0 e a área da secção transversal final Af ou seja:
- Força de extrusão é expressa por :
Fex= σc.A 0 .LnR
σc = Tensão Uniaxial de deformação nas condições de temperatura e velocidade de deformação usadas na extrusão