



Direcção de Formação
Italo Fernandes
Italo Fernandes
Processo de Soldadura
Plasma
PAW - 15
Processos de Soldadura e Equipamentos






Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
Um módulo sobre o processo de soldadura plasma, abordando objetivos, princípios de funcionamento, equipamentos, parâmetros, consumíveis, imperfeições típicas e aplicações. O texto inclui comparativos com o tig e detalhes sobre tipos de arco, tipos de aplicações, vantagens e desvantagens.
Tipologia: Notas de estudo
1 / 24

Esta página não é visível na pré-visualização
Não perca as partes importantes!
Italo Fernandes^ Italo Fernandes
(2007-11)
Temas a tratar neste módulo
Objectivos
Princípio de Funcionamento
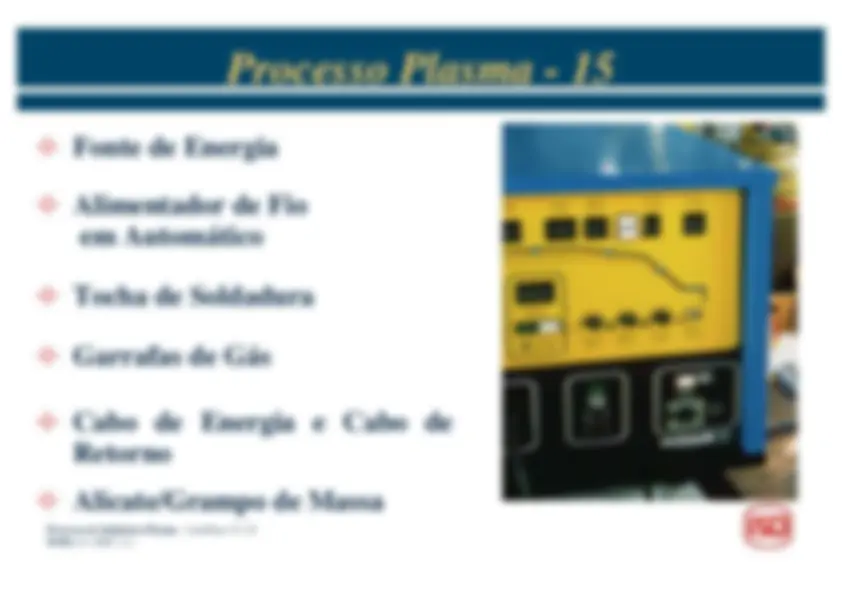
Equipamentos e Acessórios
Parâmetros (variáveis essenciais) de Soldadura
Consumíveis – Tipos e Cuidados
Imperfeições Típicas
Processo de Soldadura Plasma
IF/Rev. 1
(2007-11)
Processo Plasma - 15
Princípio de Funcionamento
Tipo de Corrente Eléctrica: Continua (DCEP/DCEN) ouAlterna
Gás Plasmogénico e Gás de Protecção do banho em fusão,das gotas de material de adição e do cordão de soldadura éobtida através de uma protecção gasosa
Protecção – Árgon ou Hélio ou misturas de ambos oumisturas Árgon com Azoto ou Hidrogénio
Plasmogénico – Só Gases Inertes – Árgon ou Hélio oumisturas
(2007-11)
Processo Plasma - 15
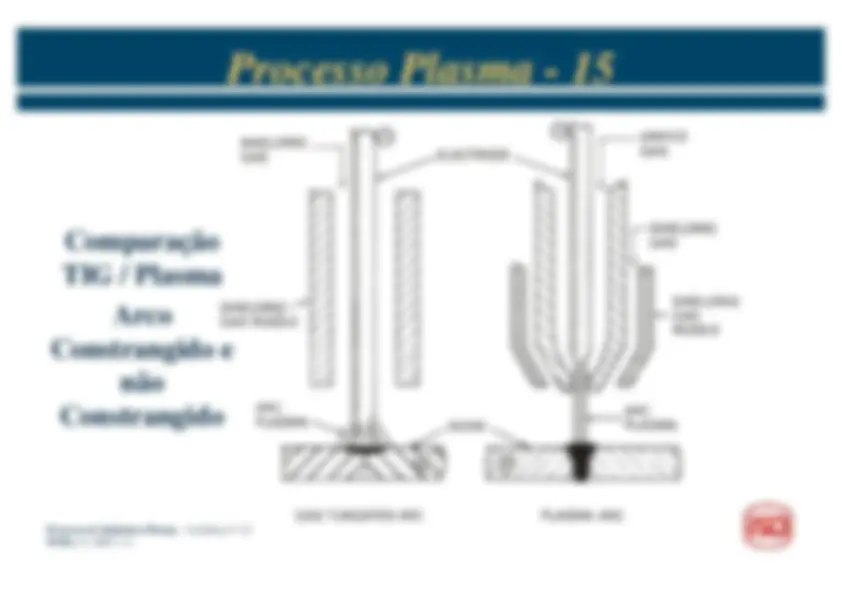
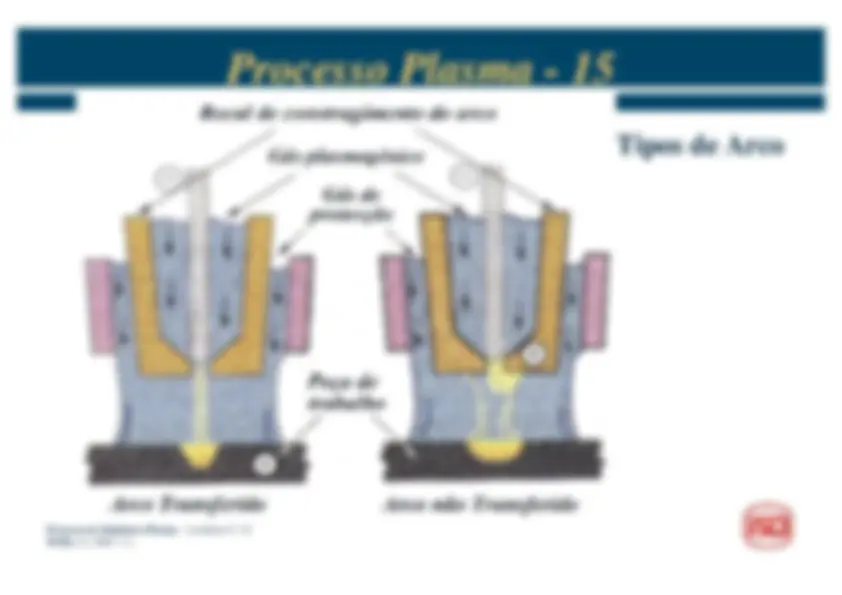
Comparação TIG / Plasma
Arco
Constrangido e
não
Constrangido
(2007-11)
Processo Plasma - 15
Comparação
TIG / Plasma
Altura de Arco
(2007-11)
Processo Plasma - 15
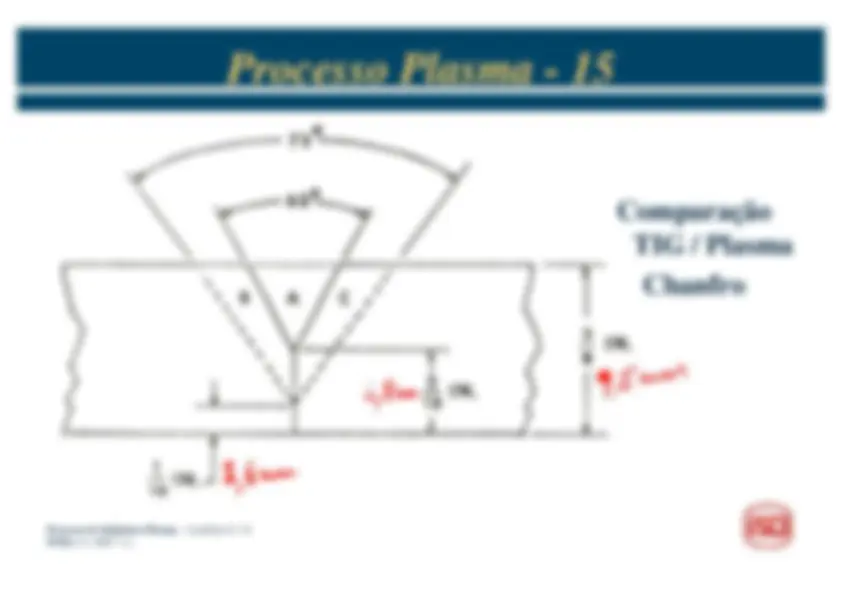
Comparação
TIG / Plasma
Chanfro
(2007-11)
Processo Plasma - 15
Tipos de Aplicações
Micro Plasma – de 0,02 A a 50 Amps, de 0,1 mm a 2 mm
Plasma – a partir de de 50 Amps, de 1 mm a 50 mm
Técnicas de Penetração:
Keyhole
Fusão
(2007-11)
Processo Plasma - 15
Técnica de Keyhole
Lado da Face
Lado da Raiz
Processo de Soldadura Plasma
IF/Rev. 1
(2007-11)
Processo Plasma - 15
Vantagens:
Solda todos os metais
Bom Controlo da Penetração
Usa DC (+); DC(-) e AC
Solda em Todas as Posições
Factor de Marcha cerca de 60%
Automatização com Eléctrodo
Contínuo ou não
Baixos Níveis de Hidrogénio
Sem Escória
Processo de Soldadura Plasma
IF/Rev. 1
(2007-11)
Processo Plasma - 15
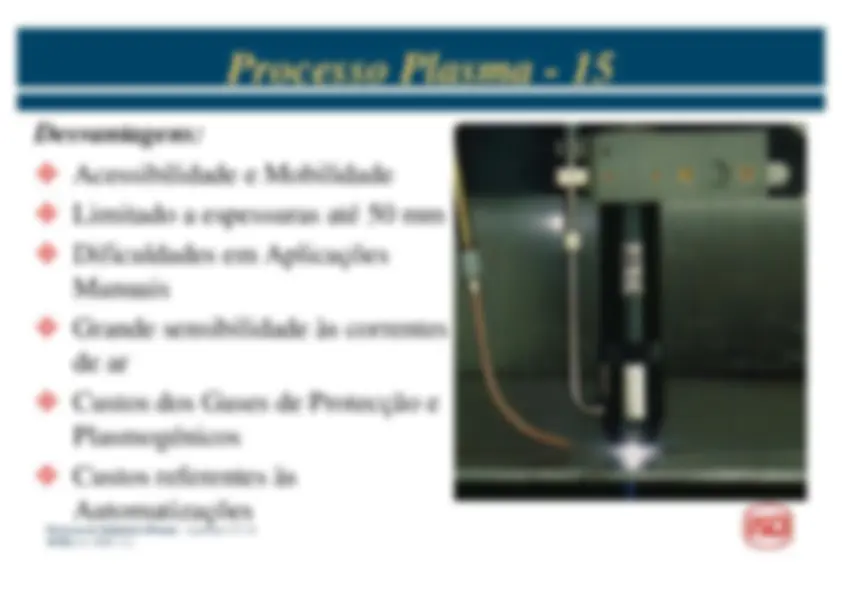
Desvantagens:
Acessibilidade e Mobilidade
Limitado a espessuras até 50 mm
Dificuldades em AplicaçõesManuais
Grande sensibilidade às correntesde ar
Custos dos Gases de Protecção ePlasmogénicos
Custos referentes àsAutomatizações
(2007-11)
Processo Plasma - 15
Fontes de Energia:
Tipo Estático:
Convencionais, Inversores ou com Controlo porCPU
Rectificadores debitam corrente DC
Tipo Rotativo:
Geradores debitam corrente DC
Factor
de
Marcha
de
Manual
ou
Automático
Curva
Estática
Tipo
Vertical
ou
Intensidade
constante
(2007-11)
Processo Plasma - 15
Controlador de Parâmetros
Caudal de Gases
¾
Plasma
¾
Protecção
Intensidade
(2007-11)
Processo Plasma - 15
Parâmetros de Soldadura (variáveis essenciais): n
Intensidade de Soldadura (corrente)
/ Velocidade
Alimentação de Fio
o
Tensão Arco Eléctrico (voltagem) /Altura do Arco
p
Velocidade de Soldadura
q
Tipo de Vareta e/ou Fio e seu Diâmetro (quando
utilizado)
r
Tipo de Gases e Caudais (Protecção e Plasmogénico)
s
Diâmetro do Furo de Constrição e número de furos
(2007-11)
Processo Plasma - 15
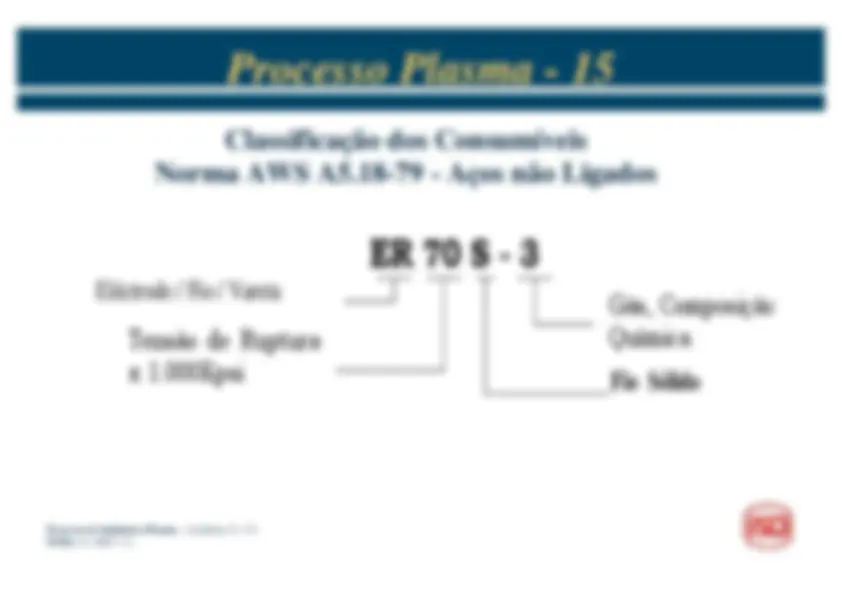
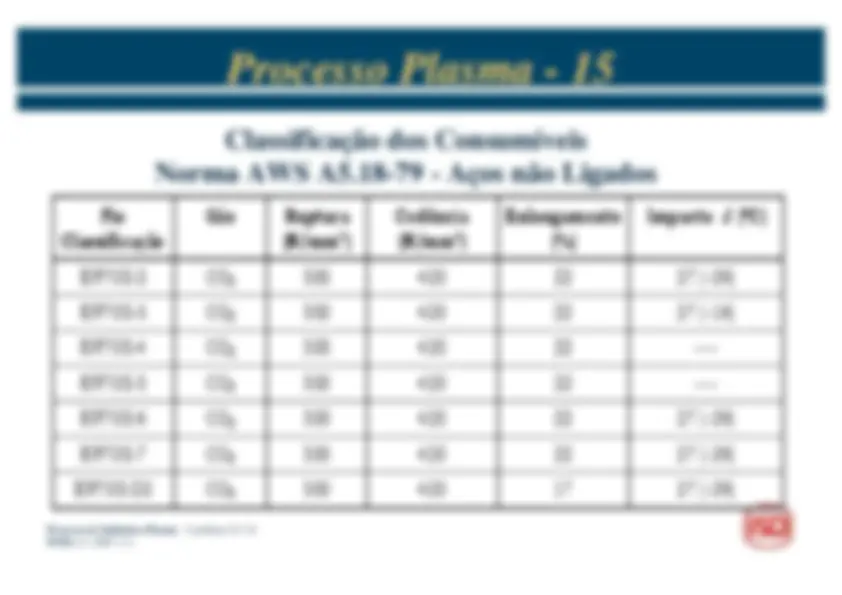
Consumíveis:
Gases de Protecção e Plasmogénicos
Varetas e Fio Sólido - Diâmetros de 0,8; 1,0 e 1,2 mm
Escolha do tipo de consumível depende:
¾
Tipo de material a soldar
¾
Espessura a soldar