



1
FACULDADE DE ENGENHARIA DE SOROCABA
ENGENHARIA MECÂNICA
ELIAS FERREIRA MACHADO RA 131078
BRUNO LEANDRO DE ALMEIDA RA 130570
PROCESSO DE USINAGEM COM REMOÇÃO DE CAVACO
Sorocaba/SP
2013


























































































Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
Desde a fabricação do ferro até alguns meios de usinagens CNC
Tipologia: Notas de estudo
1 / 124

Esta página não é visível na pré-visualização
Não perca as partes importantes!
Msc. Eng. Ronaldo J. Santos
Figura 48 - Relação tenacidade x dureza .................................................................. 76
Figura 49 - Algumas aplicações de aços rápidos ...................................................... 78
Figura 50 - Fabricação do MD ................................................................................... 80
Figura 51 - Cerâmica branca ..................................................................................... 83
Figura 52 – CERMET ................................................................................................ 83
Figura 53 – PCD........................................................................................................ 84
Figura 54 – CBN........................................................................................................ 84
Figura 55 - Dureza e resistência as desgaste e aumento de tenacidade dos matérias de ferramentas .......................................................................................................... 87
Figura 57 - Direção dos movimentos de corte, de avanço e efetivo na furação. ....... 89
Figura 58 - Direção dos movimentos de corte, de avanço e efetivo no fresamento discordante. ............................................................................................................... 89
Figura 56 - Direção dos movimentos de corte, de avanço e efetivo, no torneamento .................................................................................................................................. 89
Figura 59 - Princípio da cunha cortante..................................................................... 91
Figura 60 - Variação do ângulo da cunha, em função da dureza do material. .......... 91
Figura 61 - Ângulo de folga (α) e de saída (γ) para uma ferramenta de corte de plaina. ........................................................................................................................ 92
Figura 62 - Cunha cortante e as direções de corte e avanço definindo o plano de trabalho (Pf)............................................................................................................... 93
Figura 63 - Arestas de corte e superfícies da parte de corte de uma ferramenta torno. .................................................................................................................................. 93
Figura 64 - Arestas de corte e superfícies das pontas de uma broca helicoidal. ....... 94
Figura 65 - Planos do Sistema de Referência da Ferramenta ................................... 95
Figura 66 - Ângulo de saída (γ ) para uma ferramenta de torno. ............................... 96
Figura 67 - Ângulos de folga (α), de cunha (β) e de saída (γ). .................................. 97
Figura 68 - Ângulo de inclinação “λ”. ......................................................................... 98
Figura 69 - Formas de cavacos produzidos na usinagem dos metais. .................... 102
Tabela 1 - Divisão dos processos não-convencionais de usinagem ........................... 67
Tabela 2 - Aplicação dos métodos avançados de usinagem. ...................................... 68
Tabela 3 - Quadro comparativo dos processos de usinagem (convencionais e não- convencionais)................................................................................................................... 70
Tabela 4 - Principais características dos aços-rápidos e suas relações com os elementos de liga .............................................................................................................. 79
Tabela 5 - Classificação dos metais duros segundo a norma ISSO 513 (2004). ....... 83
Tabela 6 - Principais revestimentos na atualidade e forma de deposição (Santos, 2002). ............................................................................................................................... 100
Tabela 7 - Tipos de cavacos na usinagem dos metais. .............................................. 102
Tabela 8 - Parâmetros de corte. .................................................................................... 105
Tabela 9 - Tensão de ruptura. ....................................................................................... 107
Tabela 10 - Tabela de velocidade de corte para diferentes materiais em metros para cada minuto. .................................................................................................................... 112
Tabela 11 - Solução ........................................................................................................ 118
CNC Computer Numeric Control (Controle Numérico Computadorizado)
EUA Estados Unidos da América.
CAD Computer Aided Designer. (Software)
CAM Computer Aided Manufacturing. (Software)
PLC Programmable Logical Computer (Computador Lógico Programável)
MD Metal Duro
CVD Chemical Vapor Deposition (Deposição Química por Vapor)
PVD Physical Vapor Deposition (Deposição Física por Vapor)
HRC Dureza Rockwell
ISO International Organization for Standardization (Norma Internacional para Padronização.
PCD Polycrystalline Diamond
MCD Monocrystalline Diamonds
CBN Cubic Boron Nitride
A Avanço
P Profundidade de Corte
S Área de Corte
Tr Tensão de Ruptura
Ks Pressão Específica de Corte
Fc Força de Corte
Vc Velocidade de Corte
Pc Potência de corte
SAE Society of Automotive Engineers.
Fabricar é transformar matérias-primas em produtos acabados, por uma variedade de processos. A ideia de fabricar teve início a milhares de anos, quando o homem pré-histórico percebeu que, para sobreviver, precisava de algo mais que pernas e braços para se defender e caçar. Sua inteligência logo ensinou que se ele tivesse pedra nas mãos, seu golpe seria mais forte, e se a pedra tivesse um cabo, esse golpe seria ainda mais forte. Se essa pedra fosse afiada poderia cortar a caça e ajudar a raspar a pele dos animais. Foi a partir da necessidade de se fabricar um machado que o homem desenvolveu as operações de desbastar, cortar e furar. Durante centenas de anos a pedra foi a matéria-prima, mais por volta de 4.000 A.C ele começou a trabalhar com metais, começando com o cobre, depois com o bronze e finalmente com o ferro para fabricação de armas e ferramentas. De todos os materiais à disposição na indústria, certamente o ferro fundido e o aço são os mais utilizados. E não é só na indústria mecânica, eles estão também na construção civil, em edifícios, viadutos e pontes, ajudando a manter unidas as estruturas de concreto; e na indústria elétrica, na fabricação de motores que auxiliam a movimentar máquinas e equipamentos industriais. Neste trabalho especificamente iremos falar sobre o processo de usinagem. Qual a definição para este processo? É uma operação que ao conferir à peça a forma, as dimensões, o acabamento, ou ainda a combinação qualquer destes itens, produzem cavacos. E por cavaco entende-se: Porção de material da peça, retirada pela ferramenta, caracterizando-se por apresentar uma forma geométrica irregular. Mais adiante veremos também as máquinas operatrizes, a classificação dos processos de usinagem quanto à remoção do cavaco e outros dados quanto a fabricação do produto, processos convencionais e não-convencionais de usinagem e também alguns parâmetros de corte.
Para poder fabricar o ferro fundido e o aço, você precisa do ferro-gusa. É um material duro e quebradiço, formado por uma liga de ferro e carbono, com alto teor, ou seja, uma grande quantidade de carbono e um pouco de silício, manganês, fósforo e enxofre.
Figura 1 - Ferro Gusa
O ferro-gusa é produzido em um equipamento chamado de alto-forno por meio de reações químicas diversas. O alto-forno pode ter até 35 metros de altura. Fica dentro de um complexo industrial chamado usina siderúrgica e é o principal equipamento utilizado na metalurgia do ferro. O alto-forno é construído de tijolos e envolvido por uma carcaça protetora de aço. Todas as suas partes internas, sujeitas a altas temperaturas, são revestidas com tijolos chamados “refratários” porque suportam essas temperaturas sem derreter. Três zonas fundamentais caracterizam o alto-forno: o fundo chamado cadinho, a segunda seção chamada rampa e a seção superior chamada cuba.
Para transformar o gusa em aço, é necessário que ele passe por um processo de oxidação - combinação do ferro e das impurezas com o oxigênio - até que a concentração de carbono e das impurezas se reduza a valores desejados.Os fornos a injeção de ar ou oxigênio diretamente no gusa líquido, são chamados “conversores” e são de vários tipos. Os mais conhecidos são:
Conversor Bessemer Conversor Thomas Conversor LD (Linz Donawitz)
Figura 2 - Alto Forno
É um forno basculante em que no fundo se encontram orifícios através dos quais passa ar sob pressão, que borbulha violentamente através da carga que é sempre líquida. É constituído por uma carcaça de chapas de aço, soldadas e rebitadas. Essa carcaça é revestida, internamente, com uma grossa camada de material refratário, isto é, aquele que resiste a altas temperaturas. A grande sacada desse forno é seu formato que permite seu basculamento. Quer dizer, ele é montado sobre eixos que permitem colocá-lo na posição horizontal, para a carga do gusa e descarga do aço, e na posição vertical para a produção do aço. Este forno não precisa de combustível. A alta temperatura é alcançada e mantida, devido às reações químicas que acontecem quando o oxigênio do ar injetado entra em contato com o carbono do gusa líquido. Nesse processo, há a combinação do oxigênio com o ferro, formando o óxido de ferro (FeO) que, por sua vez, se combina com o silício (Si), o manganês (Mn) e o carbono (C), eliminando as impurezas sob a forma de escória e gás carbônico. Esse ciclo dura, em média, 20 minutos e o aço resultante desse processo tem a seguinte composição: 0,10% (ou menos) de carbono, 0,005% de silício, 0,50% de manganês, 0,08% de fósforo e 0,25% de enxofre. A produção comercial de aço nos EUA encerrou a manufatura de aço pelo processo de Bessemer em 1968, substituído pelo processo de Linz-Donawitz, que oferece um controle melhor na química final do aço.
Este é bastante semelhante ao Bessemer: ele também é basculante, também processa gusa líquido e também usa ar nesse processo. A diferença está no revestimento refratário desse conversor, que é feito com um material chamado dolomita, que resiste ao ataque da escória à base de cal e, por isso, esse material permite trabalhar com um gusa com alto teor de fósforo. As reações químicas que acontecem dentro desse conversor são as mesmas que acontecem no conversor Bessemer, ou seja, oxidação das impurezas, combustão do carbono e oxidação do
Impossibilidade de trabalhar com sucata, perda de metal por queima, dificuldade de controlar o processo com respeito à quantidade de carbono, presença de considerável quantidade de óxido de ferro e de gases, que devem ser removidos durante o vazamento. Dos conversores, saem aços usados na fabricação de chapas, tubos soldados, perfis laminados, arames.
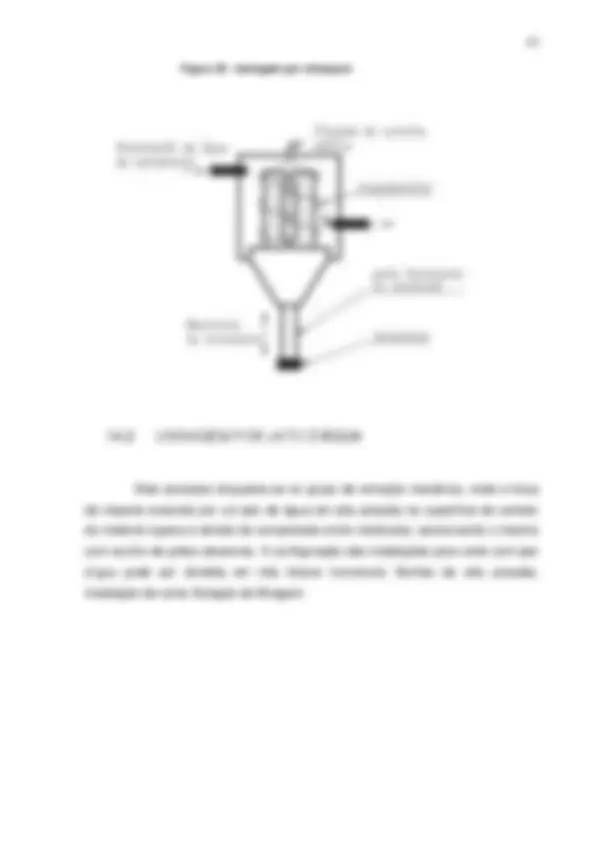
É nos fornos elétricos que se transforma sucata em aço. Por esse processo, transforma-se energia elétrica em energia térmica, por meio da qual ocorre a fusão do gusa e da sucata, sob condições controladas de temperatura e de oxidação do metal líquido. É um processo que permite, também, a adição de elementos de liga que melhoram as propriedades do aço e lhe dão características excepcionais. Por causa disso, esse é o melhor processo para a produção de aços de qualidade. Os fornos elétricos são basicamente de dois tipos: A arco elétrico e de indução.
É constituído de uma carcaça de aço feita de chapas grossas soldadas ou rebitadas, de modo a formar um recipiente cilíndrico com fundo abaulado. Essa carcaça é revestida na parte inferior (chamada soleira) por materiais refratários, de natureza básica (dolomita ou magnesita) ou ácida (sílica), dependendo da carga que o forno vai processar. O restante do forno é revestido com tijolos refratários silicosos. Os eletrodos responsáveis, juntamente com a carga metálica, pela formação do arco elétrico estão colocados na abóbada (parte superior) do forno. A carga deste forno é constituída, basicamente, de sucata e fundente (cal). Nos fornos de revestimento ácido, a carga deve ter mínimas quantidades de fósforo
e enxofre. Nos fornos de revestimento básico, a carga deve ter quantidades bem pequenas de silício. Durante o processo, algumas reações químicas acontecem: a oxidação, na qual se oxidam as impurezas e o carbono, a desoxidação, ou retirada dos óxidos com a ajuda de agentes desoxidantes, e a dessulfuração, quando o enxofre é retirado. É um processo que permite o controle preciso das quantidades de carbono presentes no aço.
Também processa sucata. O conjunto que compõe esse forno é formado de um gerador com motor de acionamento, uma bateria de condensadores e uma câmara de aquecimento. Essa câmara é basculante e tem, na parte externa, a bobina de indução. O cadinho é feito de massa refratária socada dentro dessa câmara, onde a sucata se funde por meio de calor produzido dentro da própria carga. Para a produção do aço, liga-se o forno, e os pedaços de sucata que devem ser de boa qualidade vão sendo colocados dentro do forno, à medida que a carga vai sendo fundida. Depois que a fusão se completa e que a temperatura desejada é atingida, adiciona-se cálcio, silício ou alumínio, que são elementos desoxidantes e têm a função de retirar os óxidos do metal.
Maior flexibilidade de operação; temperaturas mais altas; controle mais rigoroso da composição química do aço; melhor aproveitamento térmico; ausência de problemas de combustão, por não existir chama oxidante; e processamento de sucata.