Baixe torneamento e outras Notas de estudo em PDF para Engenharia Mecânica, somente na Docsity!
ENG 03021 – Processos Discretos deProduçãoMovimentos e parâmetros decorte
Heraldo Amorim
Bit de aço rápido
Inserto de metal duro
Geometria da Ferramenta de CorteComparação entre ferramentas de barra (bits) e insertos
intercambiáveis
ângulo de saída da ferramenta (
γo
- ângulo dentre a superfície desaída e o plano de referência daferramenta;Influi na força de corte, quantomaior o
γo
menor a força. Junto
com o ângulo de folga, éresponsável pela resistência daferramenta. quanto maior, menor atemperatura gerada. γo
pequeno, nulo ou negativo –
Cunha de corte mais resistente,porém maior deformação impostaao cavaco, o que gera esforçosmaiores. γo
grande – menor esforço devido à menor deformação necessáriapara retirar o cavaco. Maior ocontato entre o cavaco e A
γ. Menor
a seção resistente da cunha.
Desse modo,
γo
depende :
- Resistência do material da ferramenta- resistência e dureza do materialusinado;- geração de calor no corte;- parâmetros de corte.
Ângulos de ferramenta
Ângulos
de ferramenta
Ângulo
de cunha da ferramenta
(^ β
) – ângulo entre aso
superfícies de folga e de saída.Fornece resistência àferramenta.Complementa os ângulos defolga e de saída.^ α
0
γo
βo
ângulo de folga da ferramenta(^ α
) – ângulo entre a superfície 0
de folga e o plano de corte daferramenta.Tem a função de evitar o atritoentre a superfície em usinagemda peça e a superfície de folgada ferramenta. Quando muitopequeno (menor que 5º), causasobreaquecimento, fortedesgaste e mau acabamento.Quando muito grande, causa aperda da resistência daferramenta. α
0
depende da resistência dos
materiais da ferramenta e peça.Varia normalmente entre 2
°^
e
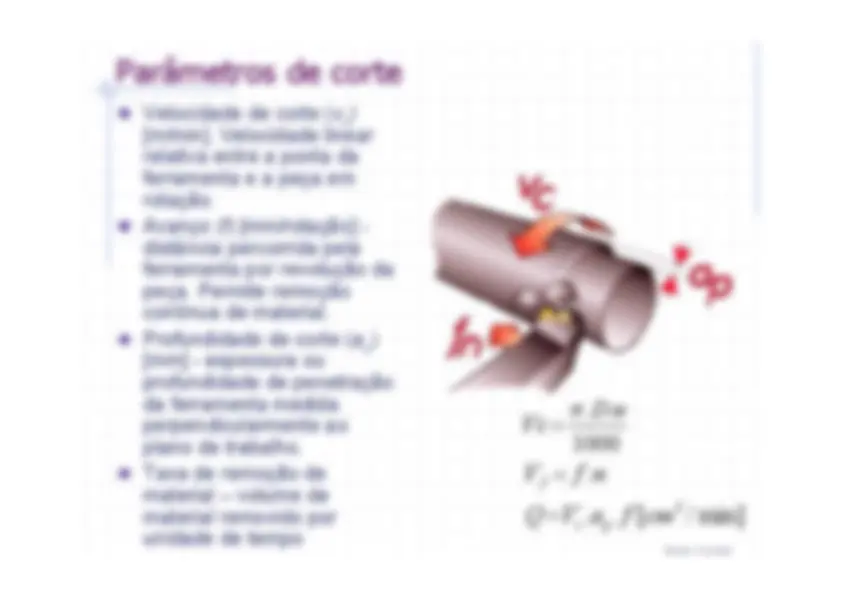
Parâmetros de corte
Velocidade de corte (
vc
[m/min]. Velocidade linearrelativa entre a ponta daferramenta e a peça emrotação. Avanço (
f ) [mm/rotação] -
distância percorrida pelaferramenta por revolução dapeça. Permite remoçãocontínua de material. Profundidade de corte (
ap
[mm] - espessura ouprofundidade de penetraçãoda ferramenta medidaperpendicularmente aoplano de trabalho. Taxa de remoção dematerial – volume dematerial removido porunidade de tempo
.^
n
D
Vc
n
f
V
f^
min]/
[
.^
3
cm
f
a
V
Q
p c
Operações de Torno
Operações de Torno
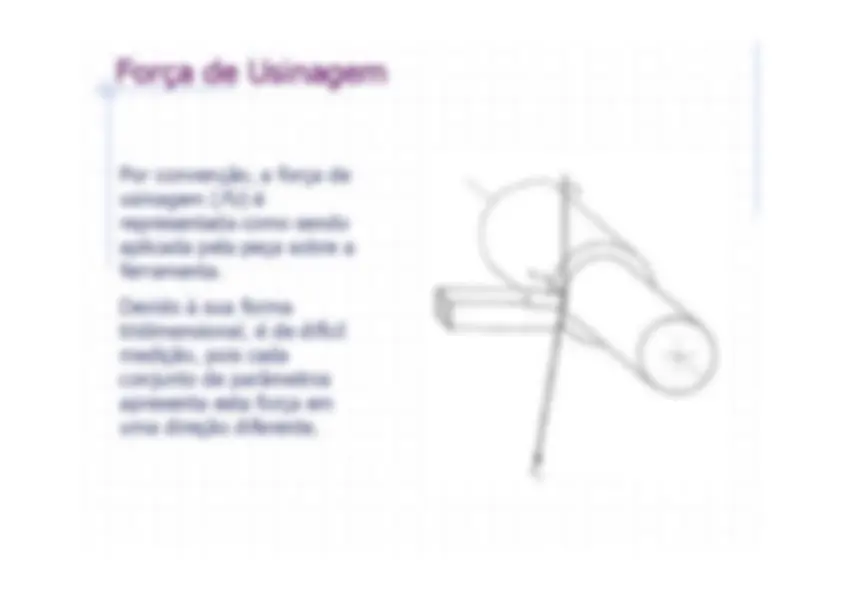
Força de Usinagem^ Por convenção, a força deusinagem (
Fu) é
representada como sendoaplicada pela peça sobre aferramenta.Devido à sua formatridimensional, é de difícilmedição, pois cadaconjunto de parâmetrosapresenta esta força emuma direção diferente.
Força ativa e passiva-
Componentes da força deusinagem, nas quais esta podeser decomposta. Com direçõesdefinidas nos eixos x, y e z, sãoa solução do problema demedição da força de usinagem.
-^
A força passiva (
Fp) se deve à
reação da peça sobre aferramenta, e não estádiretamente associada comnenhum movimento notorneamento cilíndrico.
-^
Força ativa (
Ft) ocorre no plano
definido pelo avanço evelocidade de corte, e écomposta pelas forças deavanço (
Ff) e de corte (
Fc).
f c t^
F F F^
r r r^
=
Fatores que afetam a força de corte
Material da peça^
Elementos de liga: C – aumenta; P, S, Pb, Bi, B – diminui(aditivos de corte fácil)
^
Resistência ao cisalhamento do material (quanto menor,menores as forças).
^
Dureza do material (quanto maior, maior a força de corte).Ideal por volta de 200HB.
^
Taxa de encruamento do material (quando elevada, sãonecessárias altas forças para romper o material).
Material da ferramenta^
Normalmente desprezível, porém revestimentos de TiNcausam a redução de
F^ c
e
K^ s
. Devido à diminuição do atrito
cavaco-ferramenta.
Desgaste da ferramenta Geometria da ferramenta Parâmetros de corte Uso ou não do fluido de corte
Fatores que afetam a força de corteFatores que afetam as forças de avanço epassiva
Velocidade de Corte Geometria da ferramenta Parâmetros de corte
Potência de corte
As
potências
necessárias
para
a^
usinagem
são
produtos
das
componentes
de
força
com
suas
respectivas
componentes
de
velocidade.
.^
c
VFc
Nc
.^
f
Vf
F
Nf
Potência de corte
Potência de avanço
[cv]
[cv]
.^
c
VFc
Nc
[kW]
6
.^
f
Vf
F
Nf
[kW]
Nc
Ne
Usinabilidade
“uma grandeza tecnológica que expressa, por meio de um valornumérico comparativo, um conjunto de propriedades deusinagem de um material em relação a outro tomado comopadrão” Ferraresi, 1970. “Usinabilidade é a propriedade de um material que governa afacilidade ou a dificuldade com a qual este material pode serusinado usando uma ferramenta de corte” Não é realmente uma propriedade, e sim o modo como omaterial se comporta durante a usinagem.