¡Descarga ejemplo de trabajo final y más Diapositivas en PDF de Gestión de Calidad solo en Docsity!
OPTIMIZACIÓN DEL PROCESO PRODUCTIVO
EN EL ÁREA DE PRODUCCIÓN DE UNA
INDUSTRIA PLÁSTICA
TRABAJO
FINAL
2021-I
PROFESOR:
Ing. Enrique Montenegro Marcelo
INTEGRANTES:
Almanza Espinoza, Giovanna.
Larrea Ríos, Luis Enrique.
Ochoa Barraza, Franklin.
Rodríguez Parodi, Hector Paul.
Salinas Aedo, Graciela Milagros.
CURSO:
Herramientas de la Calidad
Avance I
ÍNDICE
■ Información acerca de la Tesis
■ Título
■ Autores
■ Universidad
■ Link de la Tesis
■ Tesis para el título de ingeniero o maestría
■ Año
■ Información acerca de la Empresa
■ Denominación, giro del negocio
■ Productos que fabrica
■ Clientes y proveedores importantes
■ Locales, organigrama, cadenas de valor y otros
■ Volumen de producción o ventas
■ Información sobre el proceso y la problemática
■ Descripción de los procesos principales de la organización
■ Justificación y descripción detallada del proceso, área a mejorar como parte de la tesis
■ Descripción general de la problemática
■ Justificación técnica del problema
INFORMACIÓN
DE LA TESIS
Optimización del Proceso Productivo en el Área de
Producción de una Industria Plástica
Mamani Laricano, Luis Franz
https://repositorioacademico.upc.edu.pe/handle/10757/
Universidad Peruana de Ciencias Aplicadas (UPC)
Junio-
Tesis para optar por el título profesional de Ingeniero
Industrial
DESCRIPCIÓN DE LA
EMPRESA
Es una empresa que se dedica a
la fabricación, compra, venta,
distribución, importación, exportación de
artículos, materiales e insumos para la industria del
plástico, así como el reaprovechamiento de los
residuos plásticos en general. En la actualidad,
paralelamente a sus actividades brinda servicios
de recolección, transporte y disposición final
de residuos industriales peligrosos y no peligrosos.
Fundada en 1995 con capitales netamente peruanos.
Dirección: Los Metales N.º 126 Urb. Pro Industrial
San Martín de Porres
Lima-Perú
http://jplast.blogspot.com/
VISIÓN
Crear un grupo de empresas especializadas en el
desarrollo de productos y servicios de calidad para el
beneficio de nuestros clientes.
MISIÓN
Desarrollar una corporación que muestre en
cada una de sus unidades de negocios y proyectos,
creatividad y eficiencia. Proporcionando a nuestros
clientes la mejor oferta en nuestros productos y
servicios, manteniendo un alto sentido de
responsabilidad social y ambiental para generar el
crecimiento y bienestar de sus
clientes, colaboradores, la sociedad y sus
accionistas.
C H^ R^ P
Creatividad Honestidad Responsabilidad Puntualidad
VALORES
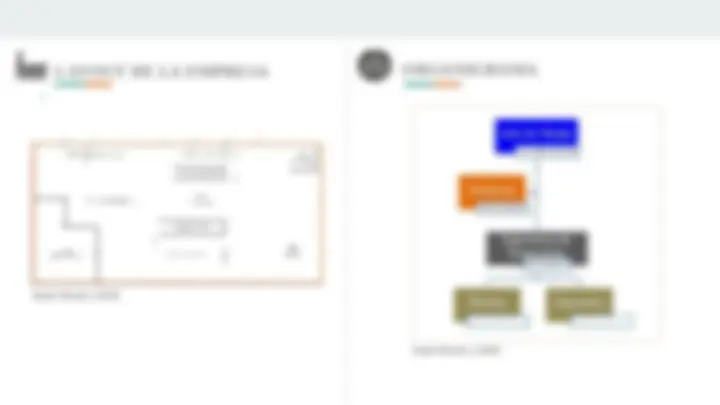
LOCAL
Jai Plast posee una planta en S.M.P, esta cuenta con un área
de 675 m2.
Fuente: Mamani, L (2018).
MAQUINARIA
Jai Plast cuenta con 06 máquinas de trabajo, 01 molino, 01
máquina extrusora, 04 máquinas inyectoras.
Fuente: Mamani, L (2018).
LAYOUT DE LA EMPRESA
Fuente: Mamani, L (2018).
ORGANIGRAMA
Fuente: Mamani, L (2018).
FUERZAS COMPETITIVAS
Plástico A S.A.
Mastercol Coaspa
Gloria
Protisa
Mayoristas
Tiendas exportadoras
Vidrio
Owens
Basa
Ximesa
Polinplast
Fuente: Mamani, L (2018).
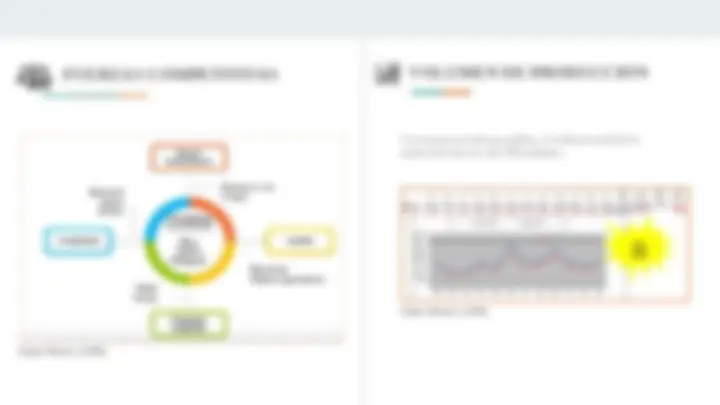
Año
Con respecto al año en análisis, el volumen total de la
producción fue de 162,339 unidades.
VOLUMEN DE PRODUCCIÓN
Fuente: Mamani, L (2018).
DESCRIPCIÓN DEL PROCESO PRINCIPAL DE LA PLANTA
Fuente: Adaptado de Mamani, L (2018).
PR O D U CC IÓ N AL M A CE N M O L D E M O L I N O
Flujo grama – Línea de fabricación de artículos plásticos
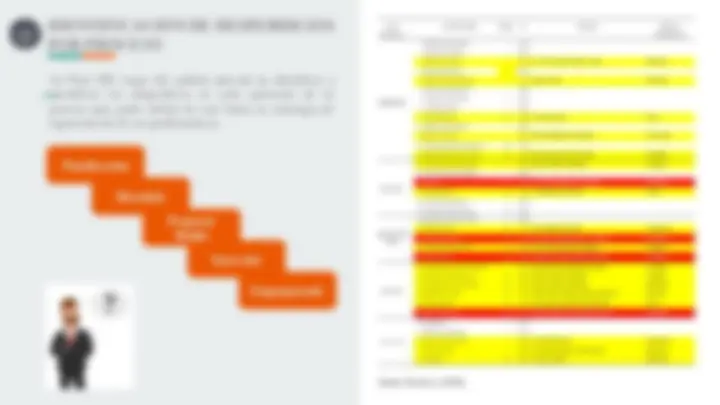
IDENTIFICACIÓN DE DESPERDICIOS POR PROCESO
Jai Plast SRL luego del análisis procede ha identificar y
cuantificar los desperdicios en cada operación de su
proceso para poder definir de está forma su estrategia de
segmentación de sus problemáticas.
S U B P R O C E S O A C T IV I D A D E S T (m in ) % O R I G E N T IP O D E D S P E R D IC IO P L A N I F I C A C I Ó N 1 R e c e p c ió n^ d e^ re q u e^ rim^ ie^ n^ to^1 0 .0 7 % 2 C o o rd in a c ió n^ d e^ so lic itu^ d^5 0 .3 5 % 3 M o v iliz a^ h a c ia^ a lm a c é n^3 0 .2 1 %^ P a r a^ c a d a^ r e c e p c ió n^ s e^ d e s p la z a^ a l^ lu g a r^ M o v im ie n to 4 R e a liz a^ re v is ió^ n^ d e^ s to c k^2 0 .1 4 % 5 R e to rn^ a^ a^ o fic in^ a^ d e^ p ro d u c c ió n^3 0 .2 1 %^ R e to r n o^ a^ o fic in a^ M o v im ie n t o 6 E la b o ra^ O rd e n^ d e^ fa b ric a^ c i^ ó^ n^7 0 .4 9 % 7 C o o rd in^ a^ c ió^ n^ d e^ p ro d u^ c c ió^ n^8 0 .5 6 % 8 S o lic ita^ M P^ e^ in s u m o^ s^2 0 .1 4 % 9 e s p e ra^ c o n firm^ a^ c ió^ n^ 1 5^ 1 .0 4 %^ F a lta^ d e^ I n v e n ta r io s^ E s p e r a 1 0 C o n firm^ a^ s to c k^ d e^ m a te ria l^1 0 .0 7 % 1 1 In s p e c c ió n^ a^ m a te^ ria l^1 0 .0 7 %^ M a te r ia l^ d e^ d ife r e n te s^ c a r a c te r ís tic a s^ S o b r e^ p r o c e s o 1 2 T ra s la^ d o^ d e^ m a te^ ri^ a l^ a^ z o n a^ d e^ m e z c la^ 2 5^ 1 .7 4 % 1 3 M a te^ ria^ l^ u b ic a d^ o^ e n^ z o n a^ d e^ a c o p io^ 1 0^ 0 .6 9 %^ M a te r ia l^ u b ic a d o^ e n^ z o n a^ d e^ tr a n s ito^ M o v im ie n t o M E Z C L A D O 1 4 T ra s la^ d o^ d e^ m a te^ ri^ a l^ a^ m e z c la^ d^ o^ ra^4 0 .2 8 %^ O p e r a r io^ tr a s la d a^ m a n u a lm e n te^ T r a n s p o r te 1 5 V e rtid o^ d e^ m a te ria^ l^ a^ m e z c la^ d^ o^ ra^7 0 .4 9 % 1 6 M e z c la^ d^ o^ 3 3^ 2 .2 9 %^ S e^ r e a liz a^ m a n u a lm e n te^ y^ c o n^3 o p e r a r io s^ M o v im ie n t o 1 7 E s p e ra^ d e^ o p e ra^ rio^ 2 0^ 1 .3 9 %^ L a^ m á q u in a^ r e a liz a^ e l^ tr a b a jo^ E s p e r a 1 8 v e rtid^ o^ d e^ m a te^ ria l^ a^ b o l sa s^9 0 .6 3 % 1 9 T ra s la^ d o^ d e^ m a te^ ri^ a l^ a^ in y e c to^ ra^ 1. 5^ 0 .1 0 % P R E P A R A C I O N D E M O L D E 2 0 R e q u e^ rim^ ie^ n^ to^ d e^ M o ld e^ a M a n tto^4 0 .2 8 % 2 1 In s p e c c ió n^ a^ m o ld e^ 6 0^ 4 .1 7 %^ R e v i sa^ c o n d ic io n e s^ d e l^ m o ld e^ S o b r e^ P r o c e s o 2 2 M a n te^ n im^ ie^ n^ to^ d e^ m o ld e^ 1 2 0^ 8 .3 3 %^ S e^ r e a liz a^ e n^ e l^ m o m e n to^ q u e^ se^ v a^ a^ p r o d u c ir^ M o v im ie n t o 2 3 T ra s la^ d o^ d e^ m o ld e^ a^ in y e c to^ ra^ 3 0^ 2 .0 8 %^ C o n^ u s o^ d e^ u n^ m o n ta c a r g a^ se^ tr a n s p o r ta^ T r a^ n s p o r t e 2 4 M o n ta je^ d e^ m o ld e^ 3 0 0^ 2 0 .8 3 %^ S e r ia liz a^ c o n^ u s o^ d e^ m o n ta c a r g a^ y^ d o s^ té c n ic o s^ M o v im ie n t o I N Y E C C I O N 2 5 U b ic a c ió n^ d e^ m a te ria l^ e n^ z o n a^ d e^ a c o p io^1 0 .0 7 %^ O p e r a r io^ e je c u ta^ m a n u a lm e n te^ la^ o p e r a c ió n^ T r a n s p o r te 2 6 M o v im ie^ n^ to^ c o n^ m a te ria l^ a^ to lv a^ 5. 5^ 0 .3 8 %^ O p e r a r io^ tr a s la d a^ m a n u a lm e n te^ T r a n s p o r te 2 7 A b a ste^ c im^ ie^ n^ to^ d e^ m a te^ ria l^ e n^ to lv a^ 0. 5^ 0 .0 3 %^ O p e r a r io^ se^ d e m o r a^ e n^ d e s c a r g a r^ M o v im ie n t o 2 8 R e g u la c ió n^ d e^ m a q u in^ a^ 2 0^ 1 .3 9 %^ T é c n ic o^ ta r d a^ e n^ c o n s e g u ir^ p a r á m e tr o s^ a d e c u a^ d o^ s^ R e tr a b a jo s 2 9 E s p e ra^ d e^ o p e ra^ rio^ 2 0^ 1 .3 9 %^ O p e r a r io^ e s p e r a^ te r m in o^ d e^ tr a b a jo^ d e^ té c n ic o^ E s p e r a 3 0 In y e c ta^ d o^ d e^ p ro d u^ c to^ 7 0 1 .5^ 4 8 .7 2 %^ P r o d u c t o^ s^ d e fe c tu o^ so s,^ tie m p o^ d e^ c ic lo^ e x c e si v^ o^ M o v im ie n t o E M P A Q U E T A D O 3 1 E m p a q^ u^ e^ ta^ d o^2 0 .1 4 % 3 2 A p ila d o^ e n^ z o n^ a^ d e^ a c o p io^2 0 .1 4 % 3 3 In s p e c c ió n^ fin a l^ d e^ p ro d u^ c^ to^1 0 .0 7 %^ E x c e so^ d e^ in s p e c c io n e s^ S o b r e^ p r o c e s o 3 4 T ra s la^ d o^ a^ a lm a c é n^5 0 .3 5 %^ S e^ r e a liz a^ e n^ c o n ju n to^ c o n^ v a r io s^ o p e r a r io s^ M o v im ie n to 3 5 A lm a c e^ n^ a^ d o^ 1 0^ 0 .6 9 %^ S e^ u b ic a^ e n^ a lm a c é n^ M o v im ie n to
Fuente: Mamani, L (2018).
Planificación
Mezclado
Inyección
Preparar
Molde
Empaquetado
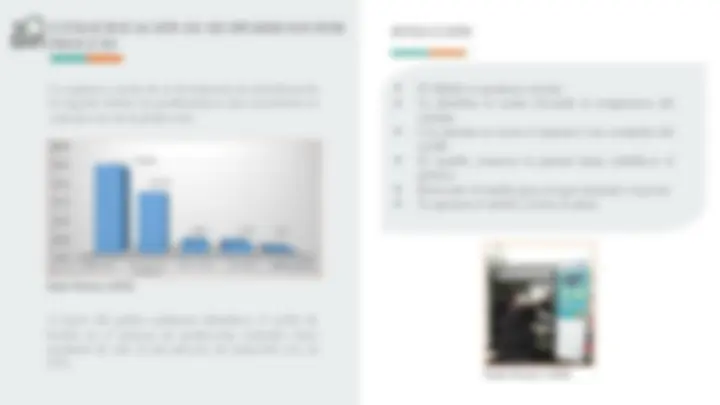
ESTRATIFICACIÓN DE DESPERDICIOS POR PROCESO
La empresa a través de su herramienta de estratificación
ha logrado definir las problemáticas más recurrentes en
cada proceso de la producción.
Fuente: Mamani, L (2018).
A través del gráfico podemos identificar el cuello de
botella en el proceso de producción, teniendo como
resultado de este al sub proceso de inyección con un
INYECCIÓN
- (^) El Molde se mantiene cerrado
- Se plastifica la resina elevando la temperatura del
cilindro
- (^) Con presión se envía el material a las cavidades del
molde
- (^) El tornillo conserva la presión hasta solidificar el
plástico
- (^) Retrocede el tornillo para recoger material e inyectar
- (^) Se apertura el molde y extrae la pieza
Fuente: Mamani, L (2018).
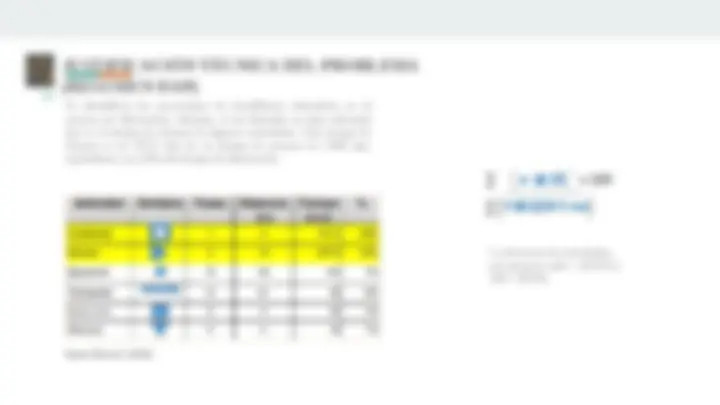
JUSTIFICACIÓN TÉCNICA DEL PROBLEMA
Se realizó el estudio de 6 productos de los 21 que producen, como resultado se obtuvo que el producto tazón
30 no cumplía con la producción deseada.
Productos Unidades Tazon 30 162, Panera Onda 83, Tallarinera 53, Canastilla 2 29, Tortuga Grande 19, Mini Moises 10,
Fuente: Mamani, L (2018). Fuente: Mamani, L (2018).
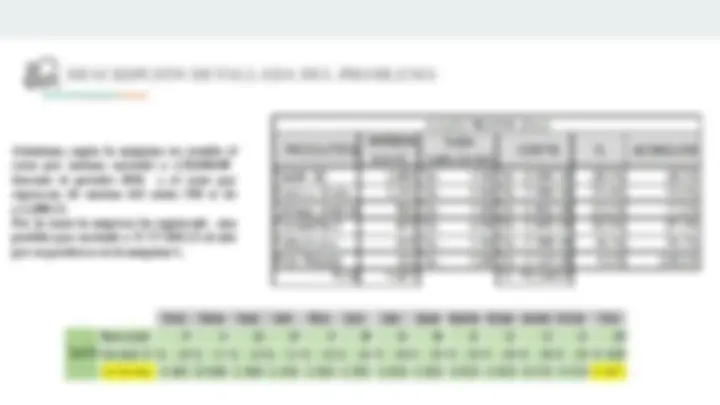
JUSTIFICACIÓN TÉCNICA DEL PROBLEMA
Según el gráfico la merma en mayor cantidad se presenta en el producto de tazón 30. El porcentaje de esta
merma equivale a un 34% del total que se originó en la maquina 1, del periodo 2016.
Productos Merma Tazon 30 1, Panera Onda 1, Tallarinera 986 Canastilla 2 679 Tortuga Grande 436 Mini Moises 356
Fuente: Mamani, L (2018). Fuente: Mamani, L (2018).
JUSTIFICACIÓN TÉCNICA DEL PROBLEMA (DOP)
Fuente: Mamani, L (2018).
Se evidencia que existen en total de 11 operaciones, de las cuales se divide en 07 operaciones, 03 inspecciones y 01 operación
combinada, en el proceso a estudiar.
JUSTIFICACIÓN TÉCNICA DEL PROBLEMA (DAP)
Fuente: Mamani, L (2018).
En la figura se presenta el diagrama de
actividades del proceso (DAP) de fabricación del
producto muestra “tazón #30”. En donde se
puede evidenciar gran número de actividades de
transporte y el tiempo
que toma realizarlo.