¡Descarga informacion estadistica y más Apuntes en PDF de Matemáticas Orientadas a las Enseñanzas Académica solo en Docsity!
Sub MEDIA^ AMPLITUD DE RANGO
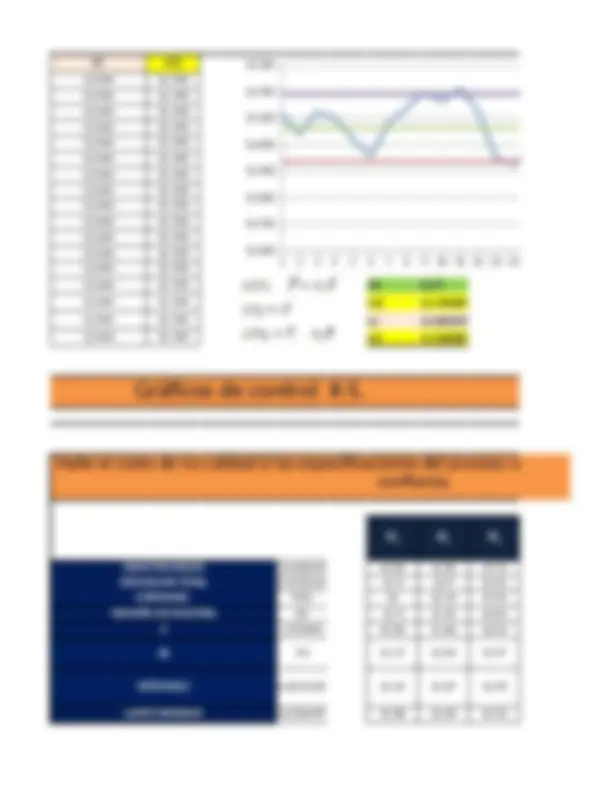
Calcule la capacidad de procesos y la capacidad r
Halle el costo de no calidad si las especificaciones del proceso se estiman a t
M L L
AMPLITUD DE RANGO
Gráficos de control
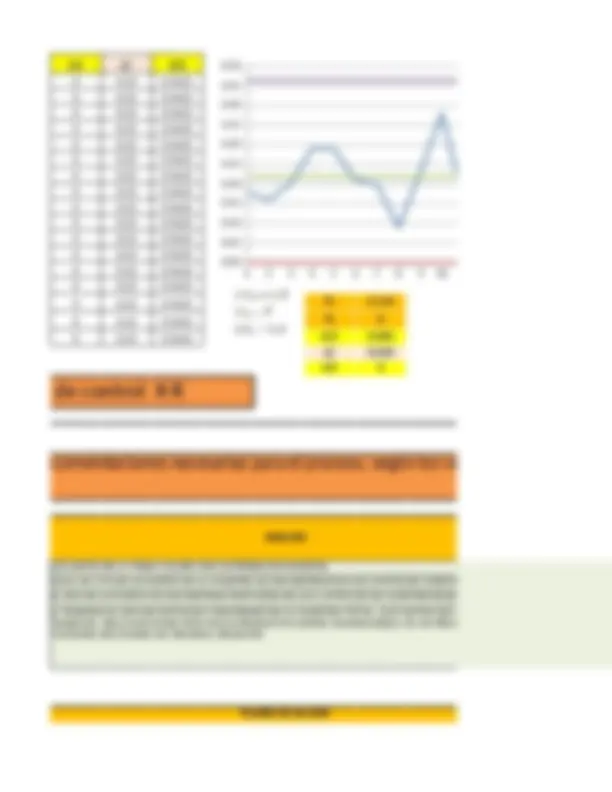
Haga las recomendacion
MEDIA DIST. NOR.
oceso se estiman a través de intervalos de
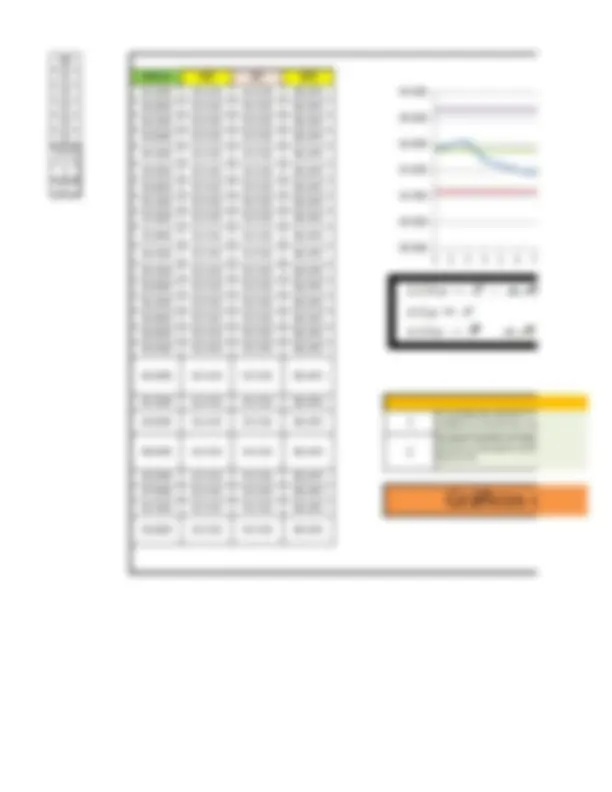
Xi 4 Xi 5
12 13 14 15 16 17 MEDIA LCI LC LCS
3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
DISTRIBUCION NORMAL
VERIFICAR SI LOS PROCESOS DE FABRICACION ESTAN BIEN DISEÑADOS.
VERIFICAR LA MAQUINARIA UTILIZADA CUMPLE LAS ESPECIFICACIONES DEL PROCESO
CAPACITAR LA MANO DE OBRA
ANALIZAR SI EL MATERIAL UTILIZADOS EN EL PROCESO DE FABRICACION DE TUBOS NO PRESENTA ANOMALIAS
ún los resultados obtenidos
DE CONFORMIDAD.
NFORMIDAD.
OSTOS DE CALIDAD POR REPROCESOS, REPETICION DE
ES UN PROCESO FUERA DE CONTROL Y DEBEN
9 10 11 12 13 14 15 16 17 AMPLITUD DE RANGO LCI LC LCS
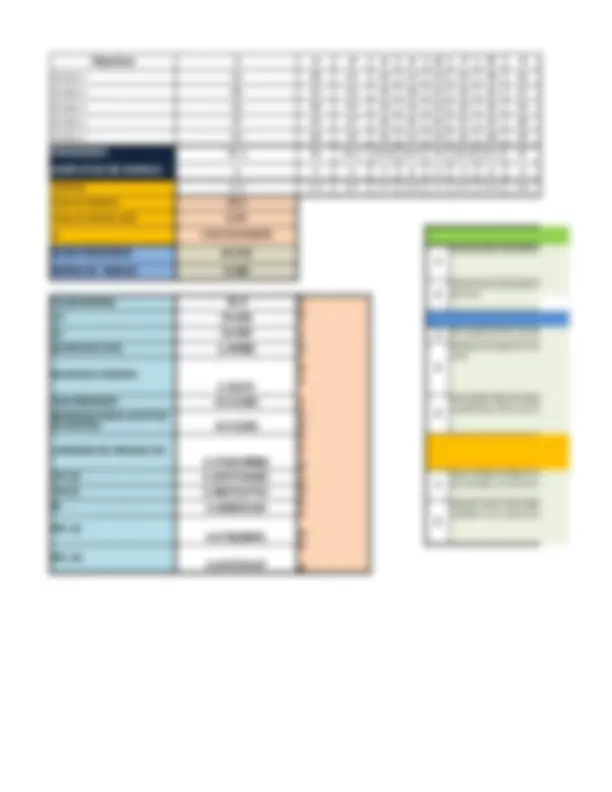
Muestras 1 2 3 4 5 6 7 8 9 Medida 1 35 38 35 34 33 33 33 38 36 Medida 2 38 33 36 39 38 35 33 36 37 Medida 3 36 38 34 33 34 33 34 32 35 Medida 4 37 33 37 36 32 36 37 32 38 Medida 5 32 38 39 32 35 33 32 38 39
PROMEDIO 35.6 36 36.2 34.8 34.4 34 33.8 35.2 37
AMPLITUD DE RANGO 6 5 5 7 6 3 5 6 4
VARIANZA 5.3 7.5 3.7 7.7 5.3 2 3.7 9.2 2.
SUMA DE VARIANZA 150. SUMA DE VAR/# DE SUBG 6. SP 2. GRAN PROMEDIO 35. 1 Comparando las graficas X-R y X-S , conclumo MEDIA DE RANGO 5. 2 VALOR NOMINAL 35. LES (^) 39. LEI 32.000 1 Por medio de las 2 cartas X-R y X-S, se pudo v DESVIACION TOTAL (^) **2. 2 DESVACION CONJUNTA
GRAN PROMEDIO** (^) **35. 3
CAPACIDAD DEL PROCESO (CP)
CPK LES** (^) 0. 1 CPK LEI (^) 0. PP (^) **0. 2 PPK LEI
PPK LES 0.** El proceso se encuentra con alta variabilidad proceso. C a l c u l o s c a p a c i d a d e s d e p r o c e s o s Gracias a la carta X-S, se puede verificar,anal al 25 Se pueden reducir costos al encontrar las cau repeticiones del proceso y tener un incremen PROMEDIO(TODOS LOS DATOS DE MUESTRA Aun cuando se tiene un proceso estable, deb no deseado, el cual nos de un giro y pasar de Aunque estas cartas tienden a ser una radiog continua y un control maximo del proceso.
COMPARACION
do las graficas X-R y X-S , conclumos que el proceso de la fabricacion de tubos hidraulicos esta bajo control. VENTAJAS de las 2 cartas X-R y X-S, se pudo verificar que el proceso esta controlado. DESVENTAJAS se encuentra con alta variabilidad durante la ultima parte de las muestras, aun asi, la dispercion es constante durante todo el a carta X-S, se puede verificar,analizar, y concluir las causas que motivo la alta variabilidad en la toma de muestra del subgrupo 17 reducir costos al encontrar las causas de la alta variabilidad, para poder tener menos gasto de material, reducir la cantidad de es del proceso y tener un incremento en la produccion. o se tiene un proceso estable, debe realizarse un buen analisis, ya que una mala lectura de estas cartas,puede generar un cambio o, el cual nos de un giro y pasar de un proceso controlado con alta variabilidad a uno fuera de control. tas cartas tienden a ser una radiografia basica, deben realizarse analisis estadisticos mas rigurosos con el fin de generar una mejora un control maximo del proceso.
RANGO LCI
A 0.577 7
LCS 38.69088 7
LC 35.552 5
LCI 0 4
ANALISIS 7
ficos de control X-R.
e control X- S, no se considera adecuada para analizar la medición de la variabilidad del sistema porque úmero de muestras menor al mínimo necesario (11 muestras). rafica sin ninguna restriccion, se puede ver que tomando los datos como muestras propias del proceso, el ncuentra controlado de manera general, sin embargo, presenta una alta variabilidad desde el subgrupo 17 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 MEDIA LCI LC LCS
LC LCS
5.44 11.66 LCS^ 11.
5.44 11.66 LC^ 5.
5.44 11.66 LCI^0
5.44 11.66 ANALISIS
a. La grafica de control X- r, es la indicada para la cantidad de prueba ya que tiene entre 3- 5.44 11.
Gráficos de control X-S. 5.44 11.
D 4
D 3
observando la grafica de control podemos percibir que el proceso tiene baja dispersion, todos las muestras estan dentro de los limites de calidad, aun cuando el proceso tiene alta variabilidad en la muestra 17 a25, la disperscion es baja. 1 2 3 4 5 6 7 8 9 10111213141516171819202122232425 0 2 4 6 8 10 12 14 RANGO LCI LC LCS
es menor a 1 y no cumple con las especificaciones
LSE 105 LIE 85 tenemos que C4 para n = 5 tiene el valor 0.94,calculando la desviacion estandar de la siguiente manera: si LIE = 85 y el LSE = 105, calculamos CPK calculando CP podemos concluir por el valor de CP que el proceso es capaz de cumplir con las especificaciones.
x
x 100
s
C 4 s 1.^117
- 94
- 05
- 492 3 1. 117 105 100 Cpk
- 984 6 1. 117 105 85 Cp