Baixe 2010000203.pdf e outras Resumos em PDF para Materiais, somente na Docsity!
Universidade de
Aveiro
Departamento de Engenharia Mecânica
TIAGO REBELO NUNES
DESENVOLVIMENTO DE EQUIPAMENTO PARA INJECÇÃO DE TERMOENDURECÍVEIS COM REFORÇO
o júri
presidente Prof. Dr. Robertt Angelo Fontes Valente Professor auxiliar da Universidade de Aveiro
Prof. Dr. Fernando Jorge Ventura Antunes Professor auxiliar da Universidade de Coimbra
Prof. Dr. Francisco José Queirós de Melo Professor associado da Universidade de Aveiro
Prof. Dr. Carlos Alexandre Bento Capela Professor adjunto do Instituto Politécnico de Leiria
agradecimentos Aos professores Francisco José Malheiro Queirós de Melo e Carlos Alexandre
Bento Capela pela orientação, pelo incansável apoio e dedicação que tiveram para comigo ao longo deste trabalho. Ao Eng. Artur Mateus do CDRsp, pelo apoio para concretizar o trabalho proposto. Ao Eng. Marco Santos, do Departamento de Electrónica pela ajuda no desenvolvimento do controlo do equipamento. Ao Rui Santo e Nuno Santo da RMC pelo sabedoria transmitida e apoio no desenvolvimento do equipamento Ao Mestre Pedro Sinogas e à Tekever pelo tempo concedido na elaboração deste trabalho.
Este trabalho foi possível graças ao apoio de: CDRsp – Centro de Desenvolvimento Rápido e sustentado do Produto. IPL – Instituto Politécnico de Leiria RMC ENGRENAGENS
keywords Reactive extrusion, twin screw, termoset, fillers, laboratorial machine, extruder.
abstract Currently, the integration of inorganic or organic fillers in thermosetting matrix
composites, is a subject under investigation, whether the need to pursue sustainable policies, and also the possibility of obtaining composite materials with specific characteristics. This creates new challenges regarding the processing of these compounds. It‘s about of this type of technology that this work focuses. A different approach to processing is studied, design, put into operation and tested. The employ of a twin self wiping screw extruder is used as a polymerization reactor, reactive extrusion, where also is mixed the fillers in high volume fractions. The characterization of the equipment is taken into account before processing of polyurethane compounds with organic fillers, cork pine powder and inorganic fillers, thermoplastic from domestic recycling. Samples of these compounds are analyzed in terms of density, homogeneities and their mechanical properties. It is concluded that the equipment is effective in promoting mixing and homogeneous polymerization, thus, more valuable as a process available for this type of compounds. Although machining of the screws should be reviewed because some material is stick on the surface of their channel.
i
Índice
Índice ..............................................................................................................................................i Lista de Figuras ............................................................................................................................. ii Lista de Tabelas............................................................................................................................. v
- Capítulo 1 Introdução.............................................................................................................. Lista de Siglas vi
- 1.1 Introdução
- 1.2 Objectivos e estrutura da tese
- Capítulo 2 Materiais e Técnicas de Processamento de Termoendurecíveis com e sem cargas
- 2.1 Introdução
- 2.2 Materiais Poliméricos
- 2.3 Termoplásticos ...............................................................................................................
- 2.4 Materiais Termoendurecíveis .........................................................................................
- 2.5 Cargas ...........................................................................................................................
- 2.6 Processos comerciais de processamento .......................................................................
- 2.6.1 Cabeças de mistura ..............................................................................................
- 2.7 Extrusão reactiva ...........................................................................................................
- 2.8 Extrusora .......................................................................................................................
- Capítulo 3 Desenvolvimento e Fabrico do Equipamento MixFill ..............................................
- 3.1 Introdução ......................................................................................................................
- 3.2 Motivações e Requisitos.................................................................................................
- 3.3 Sistema Mixfill ................................................................................................................
- 3.4 Extrusora MixFill.............................................................................................................
- 3.5 Sistema de bombagem dos dois componentes poliméricos ............................................
- 3.6 Sistema de controlo da extrusora MixFill ........................................................................
- Capítulo 4 Resultados Experimentais .....................................................................................
- 4.1 Introdução ......................................................................................................................
- 4.2 Avaliação do desempenho da extrusora MixFill ..............................................................
- 4.3 Materiais processados e caracterização .........................................................................
- Capítulo 5 Conclusões e trabalhos futuros .............................................................................
- 5.1 Conclusões ....................................................................................................................
- 5.2 Trabalhos Futuros ..........................................................................................................
- Referências..................................................................................................................................
iii
Figura 25 Desenho esquemático de uma extrusora (Ito et all 2004)......................................... 35 Figura 26 Classificação das extrusoras pelo número de fusos (Kohlgruber 2008) .................... 36 Figura 27 Corpo de um extrusora da ZSK, monobloco (esquerda) e bloco com inserto (direita) (Kohlgruber 2008) ................................................................................................................... 37 Figura 28 Configurações de extrusoras: (a) fuso único, (b) co-misturadora, (c) modo de mistura sem engrenamento, (d) modo de transporte sem engrenamento, (e) contra-rotação engrenamento completo, (f) co-rotação engrenamento completo, (g) contra-rotação cónica e (h) auto-limpeza em co-rotação (Janssen 2007) ........................................................................... 37 Figura 29 Secções de fuso, da esquerda para a direita, fuso com lobo único, fuso de duplo lobo e fuso de três lobos (Kohlgruber 2008) .................................................................................... 39 Figura 30 Material proveniente da reciclagem doméstica e industrial....................................... 43 Figura 31 Exemplo da aplicação de um pavimento com termoplástico reciclado (Extruplas
- ...................................................................................................................................... 44 Figura 32 Metodologia para encontrar os requisitos do produto (Completo 2008) .................... 45 Figura 33 Esboço do equipamento MixFill ............................................................................... 47 Figura 34 Esquema do princípio de funcionamento da extrusora de duplo fuso MixFill ............ 48 Figura 35 Desenho em CAD 3D da extrusora de duplo fuso desenvolvida (MixFill).................. 48 Figura 36 Protótipo MixFill desenvolvido e fabricado para o processamento de materiais poliméricos com elevadas fracções volúmicas de cargas. ....................................................... 49 Figura 37 Evolução das características das extrusoras de duplo fuso engrenado da ZSK (Kohlgruber 2008) ................................................................................................................... 50 Figura 38 Geometria da extrusora de duplo fuso com auto-limpeza (Janssen 2007) ................ 51 Figura 39 Construção da Geometria dos fusos de uma extrusora de duplo fuso em auto- limpeza (Janssen 2007) .......................................................................................................... 52 Figura 40 Corpo e fusos da extrusora desenvolvida ................................................................ 53 Figura 41 Superfícies dos fusos com problemas de acabamento superficial ............................ 54 Figura 42 Fusos montados no corpo da extrusora, com chumaceiras e rolamentos axiais. ...... 54 Figura 43 Distribuição do factor de segurança para a situação crítica considerada (bloqueio dos fusos com material solidificado). .............................................................................................. 55 Figura 44 Distribuição de deslocamentos para a situação crítica considerada (bloqueio dos fusos com material solidificado)............................................................................................... 56 Figura 45 Pormenor do sistema de transmissão ...................................................................... 56 Figura 46 Folha de cálculo para dimensionamento das engrenagens ...................................... 57 Figura 47 Pormenores do sistema mecânico de processamento da extrusora MixFill. ............. 58 Figura 48 Sistema mecânico do processamento da extrusora MixFill: componentes maquinados. ........................................................................................................................... 58 Figura 49 Imagem da aplicação do kit de vedantes em “viton” ................................................. 60 Figura 50 Imagem do programa de dimensionamento das correias dentadas e de polias ........ 61 Figura 51 Desenho do sistema de bombagem e sistema de armazenamento .......................... 61
iv
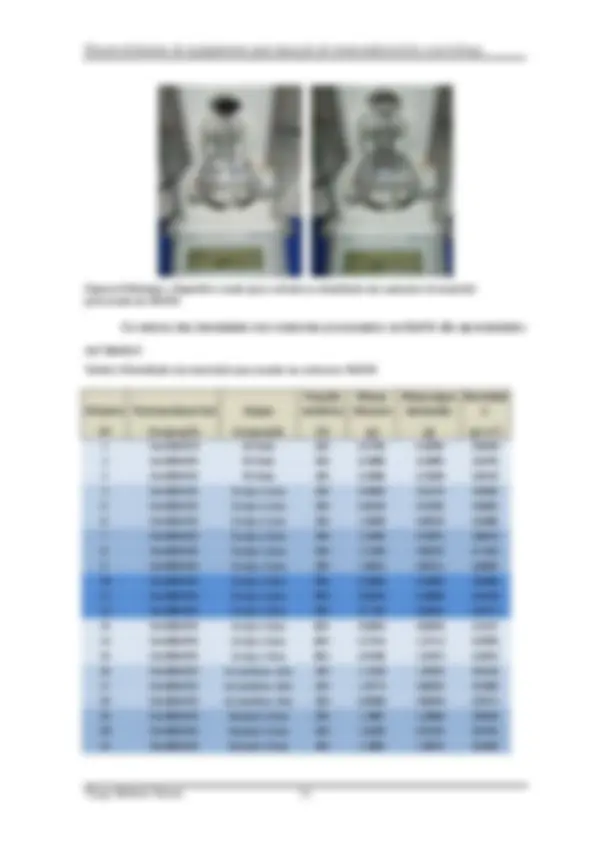
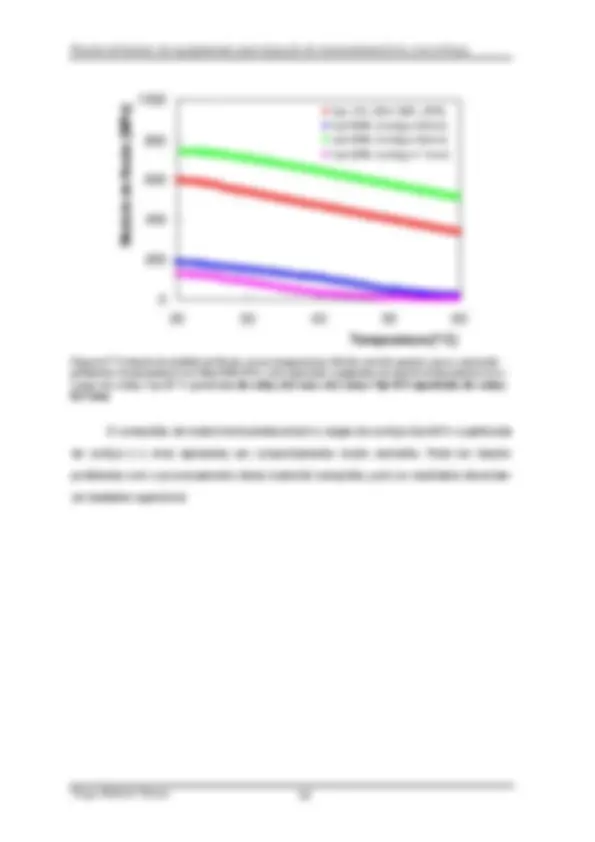
Figura 52 Circuito do sistema de bombagem ........................................................................... 62 Figura 53 Displays de controlo dos 3 VEV, colocados numa zona ergonómicamente correcta. 64 Figura 54 Esquema eléctrico da MixFill ................................................................................... 65 Figura 55 Quadro eléctrico da extrusora MixFill ....................................................................... 66 Figura 56 Folha de cálculo para as frequências dos VEV em função dos caudais pretendidos 69 Figura 57 Ensaios de variação da velocidade de rotação versus frequência. ........................... 70 Figura 58 Variação da velocidade de rotação versus frequência para o alimentador de cargas. ............................................................................................................................................... 71 Figura 59 Variação da velocidade de rotação versus frequência para as bombas dos dois componentes do termoendurecível (A e B) .............................................................................. 71 Figura 60 Resultado de um teste de caudal ao sistema de bombagem da MixFill .................... 72 Figura 61 Alterações efectuadas ao alimentador de cargas (Esq. posição de trabalho; dir. posição de medição de caudal) ............................................................................................... 73 Figura 62 Material agarrado aos canais dos fusos e ao corpo da extrusora ............................. 74 Figura 63 Fotografias dos vários materiais processados na extrusora MixFill .......................... 76 Figura 64 Balança e dispositivo usado para calcular as densidades das amostras do material processado na MixFill ............................................................................................................. 77 Figura 65 Equipamento de DMA ............................................................................................. 78
vi
Lista de Siglas
CAD – Computer aided design
CAM – Computer aided manufacturing
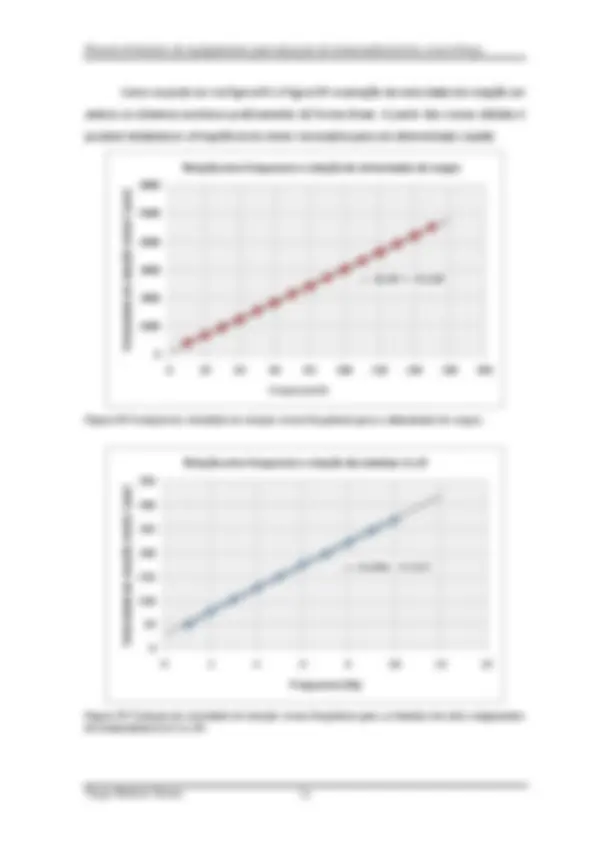
CFC – Clorofluorcarboneto
CNC – Comando Numérico Computorizado
CO2 – Dióxido de Carbono
DMA – Dynamic Mechanical Analysis
ESTG – Escola Superior de Tecnologia e Gestão
IPL – Instituto Politécnico de Leiria
L/D – Comprimento do fuso / Diâmetro do fuso
MEKP – Peróxido de metiletilcetona
PEAD – Polietileno de alta densidade
PEBD – Polietileno de baixa densidade
PID – Controlador proporcional integral derivativo
PU – Poliuretano
RIM – Reaction injetion molding
Tg – Temperatura de transição vítrea
TIM – Termoplastic Injection Moulding
VEV – Variador Electrónico de Velocidade
VMAP – Versatile Moisture Adsorbing Polymers
Desenvolvimento de equipamento para injecção de termoendurecíveis com reforço
Tiago Rebelo Nunes 1
Capítulo 1 Introdução
Desenvolvimento de equipamento para injecção de termoendurecíveis com reforço
Tiago Rebelo Nunes 3
Alguns destes materiais processados serão caracterizados mecanicamente.
1.2 Objectivos e estrutura da tese
O objectivo central deste trabalho de investigação, consiste no desenvolvimento
de um novo conceito de processamento de termoendurecíveis com cargas, utilizando o
princípio da extrusão reactiva, que irá ser apresentado no capítulo 2, e utilizado na
produção de materiais compósitos. Esta técnica irá permitir desenvolver novos materiais,
compósitos com diferentes fracções volúmicas de cargas. Para tal, o sistema deverá
processar materiais termoendurecíveis com cargas, tendo sempre em conta que se trata
de um equipamento laboratorial para pesquisa, ou seja, o mais flexível possível para
permitir o processamento de materiais com fracções volúmicas de fillers diferentes.
O trabalho de investigação realizado para a concretização deste objectivo incidiu,
essencialmente, nas seguintes partes:
Tecnologias existentes para o processamento de materiais termoendurecíveis com
cargas;
Concepção do sistema Mixill, selecção de componentes, projecto, fabrico e
montagem;
Caracterização de materiais processados utilizando o equipamento, de forma a
avaliar o processo/equipamento desenvolvido.
Este trabalho de investigação será desenvolvido ao longo de cinco capítulos. No
primeiro capítulo é feita uma introdução ao tema da tese de dissertação, onde são
descritos os objectivos, assim como os principais materiais e equipamento em foco
essenciais nesta investigação.
Desenvolvimento de equipamento para injecção de termoendurecíveis com reforço
Tiago Rebelo Nunes 4
No capítulo 2 é desenvolvido um trabalho de pesquisa relativo às técnicas de
processamento existentes de materiais termoendurecíveis com fillers. O objectivo deste
capítulo é dar a conhecer as tecnologias existentes que podem ser utilizadas para
processar materiais de matriz polimérica com fillers.
No capítulo seguinte, capítulo 3, são apresentados os equipamentos existentes
relacionados com este trabalho, tecnologias de fabrico utilizadas na construção do
equipamento, projecto mecânico, detalhes de construção, e são também justificadas as
várias opções de construção consideradas.
No capítulo 4 são indicados os diferentes materiais processados com o
equipamento MixFill. O material utilizado nos ensaios de avaliação do equipamento foi o
poliuretano. As cargas utilizadas no processamento são partículas de material
termoplástico proveniente de uma unidade de tratamento de resíduos e também
partículas cortiça. São, também, descritas as técnicas de caracterização utilizadas.
Por último, no capítulo 5, são expostos e discutidos os resultados obtidos assim
como se deixam em aberto oportunidades para eventuais trabalhos de investigação a
realizar no futuro.
Desenvolvimento de equipamento para injecção de termoendurecíveis com reforço
Tiago Rebelo Nunes 6
2.1 Introdução
O sistema MixFill nasceu de um conjunto de princípios, que surgiram no decurso
da investigação de soluções existentes para o processamento de termoendurecíveis com
e sem cargas. Neste capítulo, irão ser expostos processamentos disponíveis para estes
materiais, algumas soluções comerciais e outras de cariz académico.
No trabalho de pesquisa realizado, foram encontradas várias soluções com
diferentes objectivos. No entanto, cada equipamento posteriormente descrito, comunga
em pelo menos um requisito com o sistema aqui criado, a MixFill.
2.2 Materiais Poliméricos
Os materiais poliméricos são leves e resistentes, práticos e versáteis, duráveis e
relativamente baratos. São uma constante do nosso dia, o que os torna muito
importantes na sociedade actual. Muitos dos objectos utilizados no nosso dia-a-dia são,
parcialmente ou na sua totalidade, de plástico. O desenvolvimento tecnológico, associado
à crescente evolução no mundo da química orgânica, tem possibilitado um notável nível
de procura, descoberta e utilização de materiais plásticos. De facto, as suas excelentes
propriedades, versatilidade e diversas formas, possibilitam um vasto leque de aplicações,
tornando-o num produto moderno, apetecível e cada vez mais importante. Sectores
como os de utilidades domésticas, brinquedos e construção civil, até aos que empregam
tecnologias mais sofisticadas, como os de saúde, informática, electrónicos, automóveis,
militar e aviação, entre outros, têm vindo a ampliar a utilização desta matéria-prima nos
seus produtos.
Um polímero é uma substância constituída por moléculas de grandes dimensões
(macromoléculas), caracterizadas pela repetição de uma ou mais unidades de dimensões
inferiores, ligadas entre si por ligações covalentes. As unidades repetitivas dos polímeros
unem-se de modo a formar uma estrutura linear ou ramificada. As ramificações podem
ainda interligar-se e formar uma rede tridimensional reticulada.
Desenvolvimento de equipamento para injecção de termoendurecíveis com reforço
Tiago Rebelo Nunes 7
Os polímeros podem ser classificados em homopolímeros, se tiverem apenas um
tipo de unidade repetitiva de monómeros da mesma natureza, ou copolímeros, se
contiverem duas ou mais unidades repetitivas. Podem obter-se diferentes tipos de
copolímeros em função da forma como as moléculas de monómeros se unem entre si.
Assim, as unidades podem ser distribuídas aleatoriamente, alternadas, em blocos, ou
ramificadas, permitindo que estas combinações, dêem origem a polímeros com
diferentes propriedades baseados nas estruturas obtidas.
Na Figura 1 estão apresentadas formas esquemáticas de um homopolímero, de
um copolímero aleatório, de um copolímero alternado e de um copolímero em bloco.
Figura 1 Homopolímero e copolímero (QMCWEB).
Em função da natureza química dos polímeros, e da técnica utilizada na
polimerização, os polímeros podem exibir diferentes tipos de estruturas. Os mais comuns
são os de estrutura linear, ramificada ou em rede. A Figura 2 ilustra o polietileno de alta
densidade (PEAD), uma molécula de cadeia longa e linear, feita pela polimerização do
etileno, um composto cuja fórmula estrutural é CH2=CH2.