



Alimentador Vibratório 40090
Manual de Instruções



















































Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
Os valores aproximados de vida útil de diferentes peças de equipamentos vibratórios, as recomendações de manutenção, as condições de garantia e as responsabilidades do fabricante e do usuário. Inclui informações sobre a substituição de peças, a capacidade de equipamentos, a amplitude de operação, a carga dinâmica e outros dados referentes à instalação e operação do equipamento.
Tipologia: Esquemas
1 / 66

Esta página não é visível na pré-visualização
Não perca as partes importantes!
É com satisfação que a IMIC - Indústria Mecânica Irmãos Corgozinho procura por meio deste manual, fornecer de modo simples mas objetivo, informações que julga serem importantes à instalação, operação e manutenção deste equipamento.
Leia-o todo antes de instalar ou usar o equipamento e mantenha-o sempre à mão para caso necessite. No caso de alguma dúvida contatar a IMIC.
Grande cuidado foi tomado na fabricação deste equipamento. Ele foi totalmente inspecionado e preparado para transporte antes de deixar a fábrica, entretanto existe a possibilidade de ter sido danificado durante o transporte.
Sugerimos que verifique cada item pelo menos visualmente, qualquer avalia ou falta deve ser-nos comunicada imediatamente. Isto pode evitar controvérsias no caso de alguma anormalidade e facilitar uma rápida solução.
Os alimentadores devem ser guardados em local livre de umidade excessiva. Quando estocados em local aberto, sugere-se que sejam cobertos com encerrado adequado, a fim de se evitar danos decorrentes de corrosão ou eventuais quedas de objetos.
A caixa vibratória deixa a fábrica com apenas óleo inibidor de corrosão. Quando o alimentador tiver de ser guardado por mais de 5 meses e não for ser usado o óleo deverá ser drenado a cada 5 meses e todo o óleo ser substituído por um novo.
Todo óleo usado para acondicionamento deve ser removido do mecanismo e a quantidade correta de óleo novo deve ser adicionado antes de operar o mecanismo.
Consulte a secção de lubrificação para obter a quantidade de óleo correta a ser posta no mecanismo.
Na hora de deslocar o alimentador de posição deve-se tomar cuidado, levando-o com ganchos e cabos de aço, fixados na traseira e na frente da cantoneira superior da tremonha.
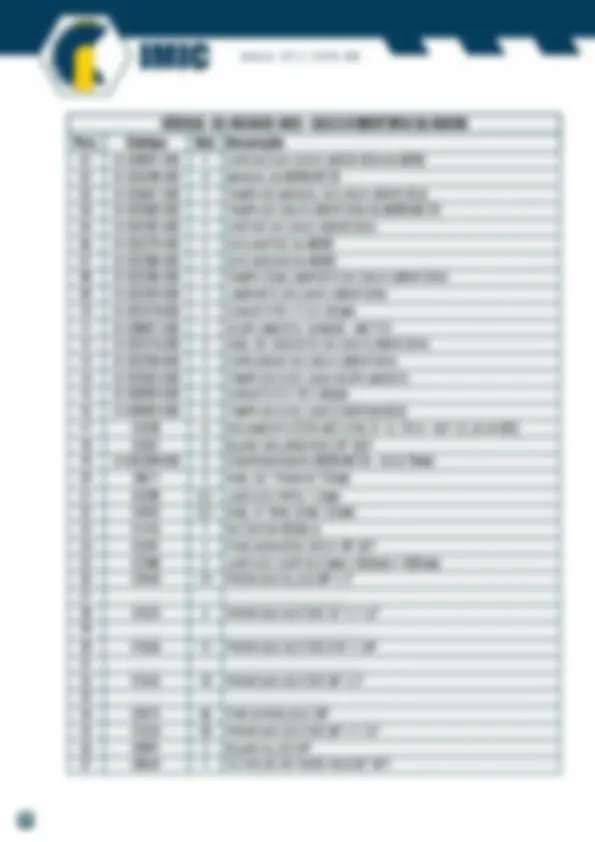
Peças sujeitas a desgastes são mantidas pela IMIC para pronta entrega. Entretanto para maior rapidez, numa emergência, sugeríamos manter em seu estoque algumas das peças listadas a seguir:
Para um ano de operação funcionando 12 horas diárias 1/2” (^) 01 Alim. 02 Alim. 03 Alim. 04 Alim. Rolamento do vibrador 4 peças 4 peças 8 peças 8 peças Retentor (^) 1 peça 2 peças 2 peças 3 peças Juntas (^) 2 jogos 2 jogos 2 jogos 2 jogos Mancal (^) 4 peças 4 peças 4 peças 4 peças Anel O’ring (^) 2 peças 3 peças 4 peças 5 peças _Trilhos_** 1 jogo 2 jogos 2 jogos 3 jogos Placas de desgaste (^) 1 jogo 2 jogos 2 jogos 3 jogos Molas (^) 6 peças 8 peças 12 peças 12 peças Revestimento da Tremonha 1 jogo 2 jogos 2 jogos 3 jogos Revestimento Lateral 1 jogo 2 jogos 2 jogos 3 jogos Engrenagem 2 peças 2 peças 2 peças 2 peças
Poderão ser fornecidos como acessórios os seguintes itens:
Observação.
Os valores acima descritos são aproximados, pois a vida útil de cada peça dependerá das propriedades do material explorado e se seguir as recomendações de manutenção do equipamento:
Atenção!
****Trilhos/Grelhas** - ao solicitar este material, deverá ser informado as dimensões da abertura inicial e final entre os trilhos, para que ele seja fornecido nas caracteristicas desejadas.
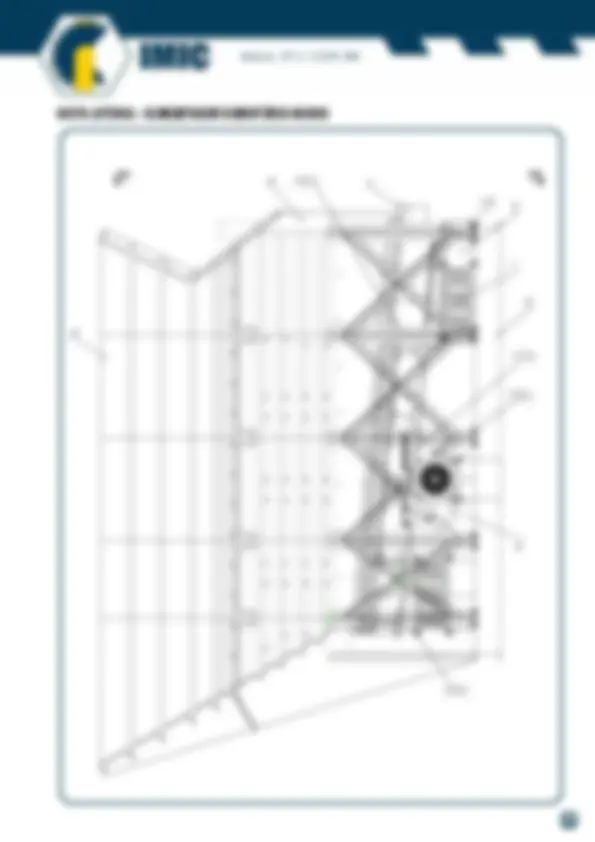
No desenho abaixo mostramos a montagem do alimentador com pré-tremonha.
Quando a quantidade a ser alimentada é pequena e a granulometria do material alimentado não é grande pode-se lançar o material diretamente sobre a tremonha do alimentador, entretanto quando se trabalha com o material em pedaços maiores a colocação da pré-tremonha ou extensão, se viabiliza os seguintes fatores:
Diminui-se o desgaste da máquina pois o material não é lançado diretamente sobre o equipamento aumentando assim sua vida.
Permite a utilização de equipamentos (para introduzir material no alimentador vibratório) de maior capacidade, visto que a pré-tremonha atua como um armazenador de material.
Sendo assim a utilização de pré-tremonha é bastante benéfica tanto para aumentar a vida do alimentador como para facilitar a operação.
A localização do mecanismo em um alimentador depende do centro de gravidade da mesa do mesmo. A fixação de tremonhas, bicas de descarga ou qualquer outro equipamento à mesa vibratória altera a posição do centro de gravidade e consequentemente o movimento. O resultado pode ser causa direta de uma ruptura da mesa, ou de uma diminuição da capacidade de alimentação. Então qualquer modificação no corpo do alimentador será de responsabilidade de quem os fizer.
Os alimentadores IMIC podem ser fornecidos com grelha/trilho ou sem, de acordo com a solicitação especifica de cada cliente. O trilho está localizado na extremidade de saída de material do alimentador, de modo a facilitar:
Os alimentadores deixam a fábrica conforme a solicitação específica de cada pedido (com ou sem trilho).
Caso venha ser com grelha/trilho o solicitante deve informar as dimensões da abertura inicial e final entre os trilhos, para que ele seja fornecido nas caracteristicas desejadas.
As tremonhas dos modelos maiores têm revestimento na região de entrada do material.
Em todos os modelos a mesa é revestida na superfície e na lateral.
Os revestimentos fazem parte da lista de sobressalentes recomendados e devem ser mantidos em estoque pelo usuário.
Os alimentadores seguem com a mesa travada ao resto da estrutura (tremonha e base) por meio de perfis soldados pintados de vermelho. Verifique se o travamento já foi eliminado antes de funcionar o equipamento.
Nota
Os alimentadores, são equipamentos vibratórios movidos por vibradores do tipo 2 eixos acoplados por meio de um par de engrenagens.
Esse tipo de vibrador confere à mesa um movimento linear. Este movimento é caracterizado por três itens básicos:
A frequência se entende pela quantidade de movimento num determinado intervalo de tempo. Um exemplo conhecido é o da rotação.
Ângulo de ataque é o ângulo formado pela direção do movimento e pela direção da linha de centro das vigas longitudinais da mesa do alimentador, ver figura abaixo:
α
Após a verificação dos itens anteriores, o teste deve ser repetido e caso o alimentador continue a vibrar irregularmente, entre em contato com o Departamento Técnico da IMIC, para que o mesmo possa estudar e solucionar o problema.
A amplitude do alimentador significa a metade do curso do movimento de um ponto qualquer do equipamento.
Para um bom funcionamento do alimentador é necessário ter-se uma boa relação frequência – amplitude – ângulo de ataque.
CURS
O^ CURSO A= 2
A amplitude da mesa é função do peso próprio da massa excêntrica do vibrador.
M.a =”mr” M = Massa da mesa do alimentador a = Amplitude mr = Massa excêntrica do vibrador (tabelada).
Da fórmula acima nota-se que um aumento do mr do vibrador causa um aumento na amplitude e vice-versa. Como temos dois eixos, e cada eixo é montado em dois rolamentos a força em cada rolamento será:
F = (mr/4).n N = rotação do eixo do vibrador
Deve-se notar que:
A força que deve ser suportada pelos rolamentos que apóiam um eixo é proporcional à massa excêntrica desse eixo. Maior massa excêntrica forçará mais os rolamentos e vice-versa.
Tem-se então um ganho de vida útil ao rolamento quando se escolhe adequadamente as massas excêntricas.
Quanto maior a amplitude de operação do equipamento vibratório, menor será a vida útil dos rolamentos. Ao utilizar massas excêntricas maiores que as originais, implicará diretamente em redução considerável na vida útil dos rolamentos e estrutural, assim como no possível desbalanceamento do equipamento vibratório.
Nota
Em função da aplicação, cada equipamento tem necessidade de ter uma determinada amplitude.
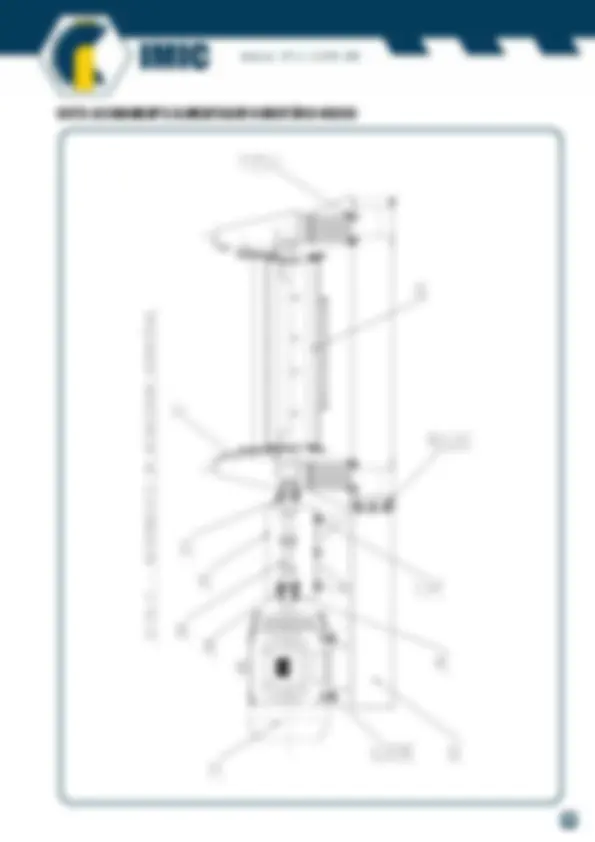
A amplitude do equipamento é função da massa deste e da massa excêntrica do vibrador. Ao realizar a montagem da caixa deve se atentar para na posição de montagem dos eixos, deixando conforme a ilustração abaixo. Depois da montagem finalizada os eixos irão ficar com o ângulo de ataque de 45 graus como na figura do item 3.2.2 Ângulo de Ataque.
A vida de um rolamento em serviço traduz-se no tempo em que o mesmo trabalha corretamente dentro da faixa de folga considerada normal pelo fabricante. Os desgastes dos componentes dos rolamentos são responsáveis por este aumento de folga.
O rolamento pode também sofrer colapso por consequência da fadiga. Um dos métodos de avaliação do tempo de funcionamento até a fadiga de um rolamento é conhecido como vida B-10 do rolamento e pode ser calculada em milhões de rotações ou em horas de trabalho. É importante ressaltar, que a de terminação do tempo de funcionamento só é realista quando, no cálculo de carga atuante no rolamento, forem devidamente consideradas as condições de serviço realmente existente. Em geral são adotados os extremos entre as condições de serviço do rolamento, para se efetuar o referido cálculo com uma grande margem de segurança.
O tempo de trabalho até o desgaste depende principalmente das condições de serviço e do ambiente, bem como de eficiência da vedação e da lubrificação. As principais causas do desgaste são: as impurezas que, com o decorrer do tempo, penetram no rolamento; deficiências de lubrificação e a corrosão devido à água de condensação. Os indícios perceptíveis de desgaste são superfícies ásperas das pistas e dos corpos rolantes e um aumento da folga de rolamento. Em consequência, o ruído de giro aumenta e a precisão da guia diminui, surgem desbalanceamentos que provocam giro irregular e submetem os rolamentos a forças adicionais. O desgaste ocasiona, finalmente, uma distribuição da carga sobre pistas e corpos rolantes, que pode causar a fadiga prematura do material.
Em geral, o tempo de trabalho até a fadiga determina o limite máximo da duração de um rolamento, entretanto devido ao desgaste, este limite nem sempre é alcançado.
Uma manutenção constante e periódica do equipamento resulta em menos reparos, menos tempo perdido e menor custo de manutenção.
Devido à diversidade de situações e condições em que os alimentadores são submetidos, não existe um esquema geral de manutenção. No entanto existem alguns itens básicos adaptados a cada cliente para poder nortear a sua manutenção.
Uma boa opção é registrar as horas de operação. Então, após certo período, o alimentador deve ser submetido a uma inspeção geral. Este período varia conforme o tipo de serviço (leve, médio, pesado, extra pesado, intermitente, contínuo, etc,.), características do material alimentado, condições de operação, etc. e deve ser determinada empiricamente. Equipamentos novos devem ser inspecionados a espaços de tempo relativamente curtos, que pode ser aumentado gradativamente até que se atinja o limite adequado, o qual deverá ser seguido nas inspeções subsequentes.
Sugere-se manter sempre um registro de todas as revisões e reparos pelos quais o alimentador tenha passado, pois isto ajudará a manter o equipamento em bom estado e poderá evitar consertos dispendiosos.
Vibrador
Acionamento
Mesa
Apoios
VAZAMENTO DE ÓLEO
Ao efetuar reparos em alimentadores vibratórios, deve-se tomar alguns cuidados:
Uma lubrificação correta empregando-se um lubrificante adequado é essencial para a obtenção da vida útil calculada para os rolamentos. A lubrificação inadequada causa mais de 36% das falhas prematuras de rolamentos. Levando em consideração a contaminação, esse numero sobe para mais de 50%.
Use sempre graxas lubrificantes que estejam nas recomendações especificadas por este manual. Se for utilizado um lubrificante de tipo ou qualidade inadequados, existe o risco de formação de pontos duros, podendo provocar danos aos rolamentos e entupimento de furos e mangueiras de passagem de graxa.
Os vibradores têm lubrificação tipo banho de óleo lubrificante CLP e vedação com retentor mais selo de graxa.
Abaixo segue algumas recomendações referente ao processo de lubrificação:
Um bom programa de lubrificação utilizando o lubrificante adequado e na quantidade certa, alcança bons resultados, tendo vários benefícios para seu equipamento e de sua equipe em geral.
Atenção!
Não é recomendada a mistura de marcas de fabricantes diferentes
Quais são os benefícios de um programa de lubrificação correto? Aumento de: Redução de:
Para as alimentadores novos a primeira troca de Óleo Luvrificante CLP / ISO VG deverá ser efetuada após as 50 ho- ras de operações iniciais. As trocas subsequentes deverão ser efetuadas a cada 700 horas ou 60 dias, o que ocorrer primeiro. Caso o óleo apresentar estar contaminado por corpos estranhos, realize a troca o quanto antes.
Recomendamos que a troca de óleo deverá ser sempre efetuada imediatamente ao final da operação, quando o óleo estiver quente para que qualquer contaminação em suspensão, sai junto com o óleo.
Exemplos de lubrificantes que, segundo os respectivos fabricantes cumprem com os requisitos da IMIC:
A troca de Óleo Lubrificante CLP / ISO VG deve ser efetuada da seguinte forma:
Sugere-se que periodicamente a cada 3 trocas de óleo deve-se efetuar uma lavagem da caixa vibratória. Para isto após a drenagem deve-se colocar a mesma quantidade de Óleo Lubrificante CLP / ISO VG e funcionar o alimentador por alguns minutos.
Alimentador Óleo Lubrificante Quantidade AV 27070 / 28070
CLP / ISO VG 320
12 Litros AV 40090 21 Litros AV 40120 26 Litros AV 60128 32 Litros
Óleos Lubrificantes CLP - ISO VG Fabricante Descrição (Sintéticos) Shell Omala S4 WE 320 Mobil Mobil Gear SHC 320 Petrobras Lubrax Gear EP 320 Ipiranga SP Sintético SAE 320
Em caso de recuperação com solda no corpo do alimentador, recomendamos os seguintes procedimentos:
Ao usar o arco voltaico certificar-se de que a corrente não passa pelo rolamento.
Quaisquer furos feitos devem ser feitos com broca, a fim de se evitar tensões residuais por acabamento ruim (qualquer furo feito será de responsabilidade de quem os fizer). A recuperação com solda é uma tentativa e é de responsabilidade de quem as fizer.