Baixe APOSTILA DE STEP5 e outras Notas de estudo em PDF para Cultura, somente na Docsity!
PONTIFÍCIA UNIVERSIDADE CATÓLICA – PUC. Minas
INSTITUTO POLITÉCNICO DA PUC – IPUC
DEPARTAMENTO DE ENGENHARIA ELETRÔNICA – DEET
APOSTILA DE LABORATÓRIO
CONTROLE DE PROCESSOS
E
PLC
NÚCLEO DE CONTROLE
LABORATÓRIO DE CONTROLE DE PROCESSOS
AUTORES
ANIVALDO MATIAS DE SOUSA
ROSE MARY COSSO SCHUTTENBERG
BELO HORIZONTE
3ª EDIÇÃO
OUTUBRO DE 2001
INTRODUÇÃO
A automação industrial está ocupando um espaço bastante significativo em alguns setores. Os recursos investidos em automação industrial atualmente estão sendo voltados para o aumento geral da produtividade. Um dos produtos que merece destaque por seu desempenho de vendas e pelo papel que exerce nas indústrias, tanto de manufaturas quanto de processos, é o Controlador Lógico Programável – PLC, segmento que movimenta centenas de milhões de dólares anuais no Brasil em produtos e serviços.
Os PLCs estão com uma demanda bastante aquecida nas indústrias petroquímica, de embalagens, mineração, alimentícia, entre outras, pois as empresas na dependência de um desenvolvimento tecnológico no setor industrial, buscavam nos PLCs um recurso prático, satisfatório e que não representasse gastos excessivos. Tanto assim que estes equipamentos podem ser encontrados em módulos, o que possibilita também a utilização pelas pequenas empresas, tornando-os bastante versáteis.
Esta apostila tem como objetivo apresentar os fundamentos para um curso básico de controladores programáveis, buscando engajar nossos alunos com a realidade do mercado de trabalho na área de controle de processos.
- 1 - ROTEIRO DO PACOTE DE PROGRAMAÇÃO STEP 6.22 1º AULA
- 1.1 – INTRODUÇÃO................................................................................................................................................
- 1.2 – EDIÇÃO DE UM BLOCO DE PROGRAMAÇÃO.......................................................................................
- 3 – PROCEDIMENTOS PARA:.........................................................................................................................
- 1 – Inserir um contato em série:..................................................................................................................
- 2-- Inserir um contato em paralelo:
- 3 –Apagar um contato:
- 4 – Inserir Segmento:
- 5 – Ir de um Segmento a outro:
- 6 – Apagar Segmento:
- 7 – Posicionar Cursor:
- 8 – Ampliar linha na Vertical:.....................................................................................................................
- 9 – Ampliar linha na Horizontal:
- 10 – Rolar a Tela:........................................................................................................................................
- 11 – Alteração de um bloco:........................................................................................................................
- 1.4- EDIÇÃO DE UM BLOCO DE ORGANIZAÇÃO:.........................................................................................
- 5– TRANSFERÊNCIA DE BLOCOS:
- 6 – TESTANDO O PROGRAMA.......................................................................................................................
- 7 – FORMAS DE CONVERSÃO DE PROGRAMAS ENTRE LAD, CSF E STL............................................
- 1.8 – PARTE PRÁTICA
- 2 – FLAG E LATCH 2º AULA
- 2.1 – FLAG
- 2.2 – LATCH...........................................................................................................................................................
- 2.3 – INSERIR CONTATOS NO LATCH
- 2.4 – PARTE PRÁTICA
- 3 – EDITOR DE SÍMBOLOS
- 3.1 – INTRODUÇÃO..............................................................................................................................................
- 3.2 – PASSOS PARA CRIAÇÃO DA LISTA DE PARÂMETROS SIMBÓLICOS
- 3.3 – PARTE PRÁTICA
- 4 – ROTEIRO PARA IMPRESSÃO
- 4.1 – CONFIGURAÇÃO DA IMPRESSORA........................................................................................................
- 4.2 - PARA IMPRIMIR:
- 5 – CRIANDO RODAPÉ:.........................................................................................................................................
- 6 -TEMPORIZADORES 3º AULA
- 6.1 – INTRODUÇÃO..............................................................................................................................................
- 6.2 – TIPOS DE TEMPORIZADORES..................................................................................................................
- 6.2.1 – Temporizador de Pulso...........................................................................................................................
- 6.2.2 – Temporizador de Pulso Estendido...........................................................................................................
- 6.2.3 – Temporizador com Retardo na Ligação
- 6.2.4 – Temporizador com Retardo na Ligação Memorizada
- 6.2.5 – Temporizador com Retardo no Desligamento
- 3 – UTILIZAÇÃO...............................................................................................................................................
- 6.4 – REGRA DE CONVERSÃO: STL - LAD - CSF.........................................................................................
- 6.5 – PARTE PRÁTICA
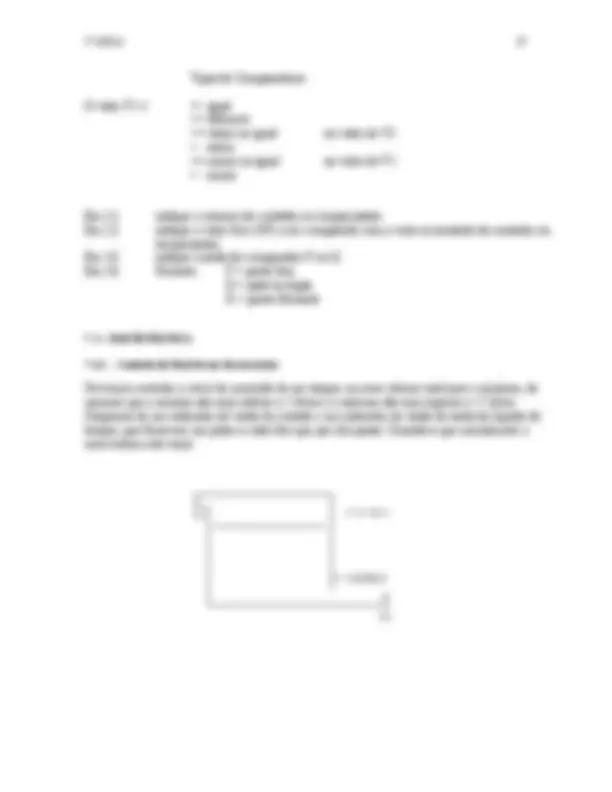
- 7 - CONTADOR E COMPARADOR 5º AULA
- 7.1 – CONTADOR..................................................................................................................................................
- 7.2 – REGRA DE CONVERSÃO: STL - LAD - CSF.........................................................................................
- 7.3 – COMPARADOR............................................................................................................................................
- 4 – PARTE PRÁTICA
- 8 – EXERCÍCIOS GERAIS: (EXTRAS)
- 8.1 – CASA INTELIGENTE
- 8.4 – CONTROLE DE SILOS
- 8.5 – CONTROLE DE UM ELEVADOR DE CARGA
- 8.6 – MISTURADOR DE TINTAS
- 8.7 – CONTROLE DE SEMÁFOROS DE QUATRO TEMPOS
- 8.8 – ENCHIMENTO E EMBALAGEM DE GARRAFAS
1 - ROTEIRO DO PACOTE DE PROGRAMAÇÃO STEP 6.
1.1 – INTRODUÇÃO
O pacote de programação STEP6.22 é uma ferramenta de software para programação dos controladores programáveis SIEMENS – SIMATIC. Este software pode ser executado nos terminais de programação (PG) ou em microcomputadores pessoais compatíveis com o IBM PC. O pacote de programação STEP6.22 permite com facilidade testar e documentar programas para os controladores programáveis. Ele consiste no sistema operacional S5 – DOS, interpretador de cinco pacotes SIMATIC abaixo relacionados:
LAD, CSF, STL: com este pacote o usuário pode programar, testar, colocar em funcionamento (Start-up) e documentar programas em STEP6.22 nos três modos de representação:
- Ladder Diagram (LAD): diagrama de contatos
- Control System Flowchart (CSF): blocos lógicos
- Statement List (STL): lista de instruções
Estas representações podem ser utilizadas nos seguintes modos:
- on line: controlador conectado ao micro ou ao PG
- off line: controlador não conectado
XRF, COMP, REW: são três funções que permitem simplificar a documentação, testando e modificando o programa. O usuário necessita deste pacote para criar a lista de referência cruzada para entradas ( I), saídas (Q) e flags (F) e listar a estrutura do programa.
XRF (cross reference list): lista de referência cruzada COMP (compare): comparar blocos REW (rewire): renomear blocos AUT REW: renomear automático MAN REW: renomear manual (apenas off line)
EPROM, EEPROM: permite o trabalho com as interfaces para gravação em módulos de memórias EPROM/ EEPROM. Ou seja, o usuário faz:
- transferência de programas do disco rígido ou disquete para EPROM/EEPROM e vice-versa;
- comparação do conteúdo da EPROM/EEPROM com programas do disco rígido ou disquete.
OBS: apagar EPROM – UV Apagar EEPROM – diretamente do terminal de programação do micro.
PG LINK: para comunicação ponto a ponto entre terminais de programação. Particularmente usado quando o programa tem formatos de disquetes diferentes.
SYMBOLS EDITOR: para criar listas de parâmetros simbólicos para entradas/saídas/flags etc. Uma vez utilizado tais parâmetros, torna-se possível escrever o programa usando operadores simbólicos.
• INTERFACE COM O OPERADOR
Após ligar o computador, o usuário é capaz de entrar no software STEP6.22 através do Windows ou pelo MSDOS (c:\STEP5\S5). O usuário comunica-se com o pacote de programação STEP6.22 através do teclado do terminal de programação. É importante observar que as teclas podem ter funções variáveis, ou seja, a uma mesma tecla podem ser associadas uma ou mais funções. Para saber qual função que está válida no momento, o usuário deve somente observar as indicações apresentadas no monitor.
Com o cursor sobre “Working dir”, pressione . A seguinte tela aparecerá:
Pressione novamente. Com a tecla “Tab” vá até a caixa “Drive/dir” , e com o auxílio das Setas do teclado, selecione o drive [-C-] e tecle . Uma nova janela se abrirá. Novamente com o auxílio da tecla “Tab” vá até a caixa “Drive/dir” , selecione seu diretório pessoal e tecle . Outra janela se abrirá. Porém bastar teclar duas vezes para confirmar a mudança de diretório. Na janela seguinte coloque o cursor sobre o seu diretório pessoal e novamente tecle duas vezes.
A) WORKING DIR:
Colocar o drive onde será gravado o programa, A ou C. (Lembre-se que os arquivos gravados no drive C podem ser apagados nas manutenções periódicas do laboratório)
b) PROGRAM FILE: Escreva o nome do arquivo precedido de 6 caracteres sendo que o primeiro deve ser uma letra. Caso se coloque menos que 6 caracteres , o programa completará os demais espaços vazios do nome do arquivo com @. OBS: Nos campos “Symbols File” , “Sequential File” , “Footer File”, “SYSID File” , “Path File”, “Doc comm File”, coloque o mesmo nome de arquivo que você colocou em “Program File”.
c) XRF FILE: Define o arquivo de referencia cruzada do programa do usuário (*XR.INI).
d) SYMBOLS FILE: Neste arquivo atribuímos a cada I/Q/F (entrada/saída/flag) etc, um “tag” (identificação simbólica). Ex: I32.0 = Sensor Fim de Curso
e) SEQUENTIAL FILE Arquivo que armazena a lista de designações dos operandos, blocos, etc.
f) FOOTER FILE: Arquivo de rodapé (pode-se escrever alguns comentários sobre o arquivo).
g) SYSID FILE: Este arquivo contém identificações do sistema. Os parâmetros da memória EPROM serão gravados neste arquivo.
h) PATH FILE: Neste campo grava-se “paths” que podem ser chamados usando o campo “Path Name”.
Sua tela deverá ter este estilo:
OBSERVAÇÃO:
Uma vez selecionados os parâmetros da primeira tela de configuração, pressione a tecla F1 para ter acesso á segunda tela de configuração. Dessa forma a seguinte tela aparecerá:
n) DOCUMENTATION: On printer: a documentação é direcionada para a impressora conectada. To File: a documentação é direcionada para o arquivo selecionado (*LS.INI) Name: Nome do *LS.INI Printer file: Todos os parâmetros da impressora são gravados em um arquivo de impressora, o qual pode-se acessar, modificar e, se necessário, gravar novamente com outro nome. Obs: Não há necessidade da impressão ser enviada diretamente para a impressora; podemos gravar o que queremos imprimir em um arquivo *LS.INI, e então imprimí-lo mais tarde.
o) CHAR. SET: Define qual o tipo de caracter que será usado no momento da impressão: ASCII: A documentação será impressa usando caracteres ASCII. Char. Graphics: A documentação será impressa usando caracters IBM.
p) FOOTER: Eqüivale a um texto que o terminal de programação adiciona no final de cada folha de impressão. Opções: Yes (80 chars ou 132 chars) No
OBSERVAÇÃO:
Após a configuração das duas telas de configuração, pressione F6 para salvá-las e em seguida pressione F para voltar ao Menu Principal.
1.2 – EDIÇÃO DE UM BLOCO DE PROGRAMAÇÃO
• PROCEDIMENTO 2:
Selecionar na Tela Principal: “ Editor” Î “ STEP 5 Block” _ Escolha se você deseja trabalhar no software (F1), ou diretamente no PLC (SHIFT F1). “É recomendável que se trabalhe primeiramente no software”. Aparecerá a seguinte tela:
Em BLOCK, digite PB1 e tecle Enter. Tecle até chegar em OK, e depois tecle novamente.
Aparecerá a tela Tela de Edição do seu programa:
Nesta tela estão disponíveis as seguintes funções:
F1 --| |-- Contato NA F2 --| / |-- Contato NF F3 --| Fecha paralelo F4 --( )-- Saída F5 Operadores Binários: SHIFT (F1 até F5) Temporizador F1 e F2 Contadores F6 Latch Reset prioritário F7 Latch Set prioritário SHIFT F5 Comparadores F6 Compl. Cria um novo segmento F7 Enter Sai para o menu inicial F8 Cancel Retorna ao menu principal descartando as modificações
Selecione a opção coerente com seu diagrama ladder, por exemplo, tecle F1. Será apresentada a seguinte tela:
PB
SEGMENT
O cursor irá se posicionar no endereço do contato e deve-se digitar os endereços desejados para a entrada e a saída. Para tal procedimento, deve-se sempre observar os dados abaixo:
PLC:
- 8 entradas: de I32.0 a I32.
- 6 saídas digitais: de Q32.0 a Q32.
- Memórias Auxiliares - Flags: de F32.0 a F60. OBS: Alguns flags possuem funções internas especiais e não devem ser usados. Sendo assim, utilizar somente as terminações de 0 a 7.
1.4- EDIÇÃO DE UM BLOCO DE ORGANIZAÇÃO:
Antes de testar o programa temos que gerar o OB (Bloco de Organização), pois é no OB que determinamos quais blocos serão testados primeiros, ou seja, criamos uma sequência de teste.
Na Tela Principal , vá em: “ Editor” Î “ STEP 5 Block” Î “in the program file”
Na tela seguinte, em “Block” , digite “OB1”, como mostrado abaixo. Tecle até sair dessa tela.
Você cairá em uma tela de edição. Pressione para ir para a “régua de edição”, como mostrado abaixo:
Na régua de edição, pressione (Blocks). Uma nova régua surgirá:
Nessa régua pressione . Veja que o próprio programa criou uma linha de comando com uma saída: ----( JU )---| Em cima dessa saída, onde o cursor estiver piscando escreva o primeiro bloco que você deseja testar. No nosso caso, o primeiro bloco a ser testado é o bloco PB1, por isso escreva PB1 nessa região. Caso você tenha mais de um bloco (PB1, PB2, PB3...), posicione o cursor abaixo da saída ----( JU )----| e repita o processo: Î . Dessa forma podemos ter uma sequência como a mostrada abaixo:
Onde iremos testar os blocos nessa ordem.
OBS: Voltamos a chamar a atenção que esse procedimento de organização de blocos só deve ser feito se utilizarmos mais de um bloco de programação, ou quando deseja-se rodar um bloco específico.
1. 5– TRANSFERÊNCIA DE BLOCOS:
Supondo que você tenha editado seu arquivo no “arquivo de programa” e agora deseja transferi-lo para o PLC, afim de testá-lo e verificar os possíveis erros. Para isso, após ter terminado a construção do seu arquivo, você deve clicar duas vezes na tecla , voltando para a Tela Principal:
Vá até “Object”, posicione o cursor sobre “Blocks” e tecle . Uma nova janela se abrirá, selecione a opção “Transfer” e depois selecione “File-PLC”. Ou seja você estará transferindo seu programa para o PLC.
1. 6 – TESTANDO O PROGRAMA
Lembre-se que para testar um programa é necessário primeiro transferi-lo para o PLC, caso contrário você correrá o risco de testar o programa que estiver armazenado no PLC. Na tela inicial, mover o cursor até “Test” e pressionar Feito isso tecle na opção “Block Status”, ou aperte <SHIFT + F6>. Confirme os procedimentos seguintes, teclando "Enter " em todos. Você retornará a tela de programação, mas agora em modo “STATUS”, ou seja, online. Dessa forma você poderá testar seu programa.
OBS: Se durante o teste você detectar alguns erros, e corrigi-los, lembre-se que após ter sido feito a transferência " File - PLC", seu programa estará sendo salvo na memória do PLC. Dessa forma após corrigir todos os erros, é necessário transferir seu programa novamente para o HD ou disquete do computador. Para isso, basta voltar ao menu principal e ir em: ObjectÎBlocksÎTransferÎPLC-File
1. 7 – FORMAS DE CONVERSÃO DE PROGRAMAS ENTRE LAD, CSF E STL
Para que exista compatibilidade entre as formas de representação, algumas regras são necessárias. Cada método de representação tem propriedades específicas e limitações.
Consequentemente, um programa em STL nem sempre pode ser transladado para LAD ou CSF e estas representações gráficas nem sempre são totalmente compatíveis. Entretanto se o programa for representado em LAD ou CSF ele sempre poderá ser transladado para a forma STL.
Regra 1: a) Entrada em LAD e conversão para CSF ou STL.
- Não exceder 7 contatos na mesma linha
- Não exceder 4 linhas por segmento
Exemplo:
máximo 4 linhas --------------------------------| |--------
máximo 7 contatos por linha --------------------------------| |------------------------------------------
OBS: À medida do necessário, outras regras serão apresentadas.
b) Entrada em CSF e conversão para LAD ou STL
- Não exceder entradas por bloco lógico
Exemplo:
SEGMENTO 1:
SEGMENTO 2:
SEGMENTO 3:
2 – FLAG E LATCH
2.1 – FLAG
Flag ou “memória de resultados”
Trata-se da memória para armazenar resultados intermediários, que serão utilizados posteriormente no programa.
Um flag do ponto de vista de programação, pode ser tratado como uma saída, com a diferença única de que não se atua nas saídas externas do Controlador Lógico Programável.
Temos 512 flags: - F00 ... F31.7 – flags retentivos
- F32.0 F60.7 – flags não retentivos
- F61.0 F62.7 – flags reservados para rede SINEC L
- F63.0 F63.7 – flags reservados para sistemas
Só usaremos os flags não retentivos de F32.0 a F60.
Exemplo:
Seja:
I32.0 I32.1 I32.2 F32.
I32.
Crie um outro segmento, digite .
F32.0 I32.4 Q32. --------| |--------------| |-------------------( )-------
Crie um outro segmento, digite .
F32.0 Q32. --------| |---------------( )--------
I32.
Ou seja, para habilitarmos as saídas Q32.0 e Q32.1, não foi necessário repetir a operação do 1º segmento, uma vez que a mesma ficou memorizada em F32.0.
2.2 – LATCH
LATCH ou biestável RS
Provém do inglês Reset-Set, que significa desarma-arma ou desaciona-aciona, nomes esses dados a entradas do próprio biestável que , como veremos, um pulso na entrada R, coloca a saída do biestável em nível lógico 0 ou desarma ou desaciona a saída e um pulso na entrada S coloca a saída do biestável no nível lógico 1 ou arma ou aciona a saída.
Para construir um latch, digite na tela de edição: Î Latch Reset prioritário Î Latch Set prioritário
S R Q
0 0 Mantém estado (depende da condição anterior) 0 1 0 1 0 1 1 1 1 com latch R/S (reset prioritário) 0 com latch S/R (set prioritário)
- O que define qual o latch a ser utilizado é a linha em destaque da tabela acima.
- Para utilizar o latch selecione na régua abaixo.