



Soldagem
Prof. Manoel Messias Neris
Eixo Tecnológico: Controle e Processos Industriais










































Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
Processos de soldagem
Tipologia: Notas de estudo
1 / 51

Esta página não é visível na pré-visualização
Não perca as partes importantes!
A
expansão do Ensino Técnico no Brasil, fator importante para melhoria de nossos recursos humanos, é um dos pilares do desenvolvimento do país. Esse objetivo, dos governos estaduais e federal, visa à melhoria da competitividade de nossos produtos e serviços, vis-à-vis com os dos países com os quais mantemos relações comerciais.
Em São Paulo, nos últimos anos, o governo estadual tem investido de forma contínua na ampliação e melhoria da sua rede de escolas técnicas
A garantia da boa qualidade da educação profissional desses milhares de jovens e de trabalhadores requer investimentos em reformas, instalações/ laboratórios, material didático e, principalmente, atualização técnica e pedagógica de professores e gestores escolares.
A parceria do Governo Federal com o Estado de São Paulo, firmada por intermédio do Programa Brasil Profissionalizado, é um apoio significativo para que a oferta pública de ensino técnico em São Paulo cresça com a qualidade atual e possa contribuir para o desenvolvimento econômico e social do estado e, consequentemente do país.
Almério Melquíades de Araújo Coordenador de Ensino Médio e Técnico
5
Classificação dos processos de soldagem
SOLDAGEM: É a operação que visa obter a união de duas ou mais peças,
assegurando na junta a continuidade das propriedades físicas e químicas
necessárias ao seu desempenho.
SOLDA: É a junta resultante da operação de soldagem.
A história da soldagem mostra que desde as mais remotas épocas, muitos artefatos
já eram confeccionados utilizando recursos de brasagem, tendo sido descobertos
alguns com mais de 4000 anos; a soldagem por forjamento também tem sido
utilizada há mais de 3000 anos.
A técnica da moderna soldagem começou a ser moldada a partir da descoberta
do arco elétrico, bem como também a sintetização do gás Acetileno no século
passado, o que permitiu que se iniciassem alguns processos de fabricação de
peças, utilizando estes novos recursos.
Com o advento da Primeira Guerra Mundial, a técnica da soldagem começou a ser
mais utilizada nos processos de fabricação; a Segunda Guerra Mundial imprimiu
grande impulso na tecnologia de soldagem, desenvolvendo novos processos e
aperfeiçoando os já existentes.
Abaixo, um resumo cronológico da história da soldagem:
7
A divisão dos processos portanto será realizada em três grandes famílias:
a) Soldagem por fusão (fases líquida-líquida) b) Soldagem por pressão (fases sólida-sólida) c) Brasagem (fases sólida-líquida)
A título de curiosidade apresentamos abaixo a classificação abordada pela AWS
adotada nesta apostila.
. com eletrodo nu . com eletrodo de carvão . com eletrodo revestido . com arame sólido e gás de proteção (MIG/MAG) . com arame tubular com ou sem gás de proteção .com arame sólido e fluxo (arco submerso) .com eletrodo de tungstênio não consumível . a plasma . de pinos . com hidrogênio atômico
. a ar . por difusão . em forno . por indução . por infravermelho . por resistência . por tocha . a arco com eletrodo de carvão FRACA . em forno . por indução . por resistência . por tocha . com ferro de solda . por infravermelho . por difusão . por forjamento . por fricção . por pressão a quente . por laminação . por ultrassom . por explosão
. por centelhamento . por alta freqüência . por projeção . por costura . por pontos . topo a topo . por feixe de elétrons . por eletroescória . por indução . a laser . aluminotérmica . oxiacetilênica . oxihídrica . ar-acetilênica . a gás sob pressão
8
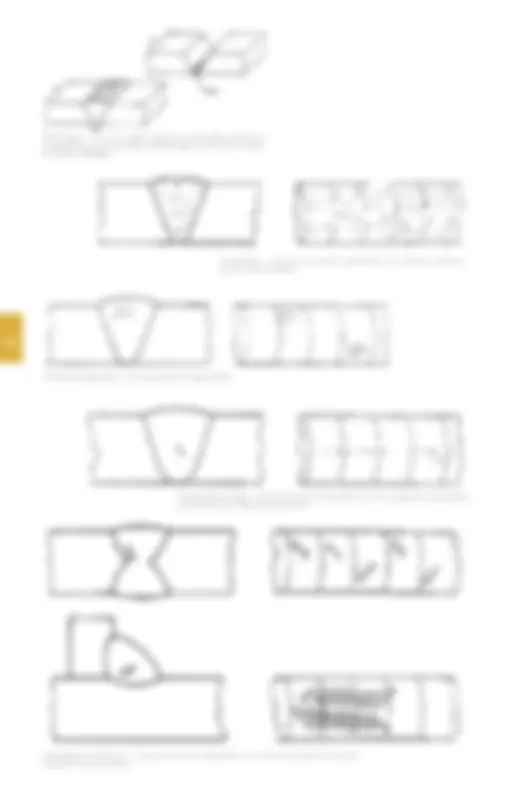
S O L D A G E M P O R C O S T U R A
S O L D A G E M P O R P O N T O S
S O L D A G E M A P L A S M A
S O L D A G E M A A R C O S U B M E R S O
S O L D A G E M C O M A R A M E T U B U L A R
R E P R E S E N T A Ç Ã O E S Q U E M Á T I C A D O S
10
Soldagem por Oxigás
SOLDAGEM POR OXIGÁS (SOLDA A GÁS)
A soldagem por oxi-gás é um processo de soldagem por fusão, no qual a união entre os metais é conseguida através da aplicação do calor gerado por uma ou mais chamas, resultantes da combustão de um gás, com ou sem o auxílio de pressão, podendo ou não haver metal de adição. As superfícies dos chanfros dos metais de base e o material de adição quando presente, fundirão em conjunto formando uma poça de fusão única, que após o resfriamento se comportará como um único material. O sistema é simples, consistindo dos cilindros dos gases comprimidos, reguladores de pressão, manômetros, mangueiras, válvulas de retenção e uma tocha de soldagem, com bico adequado; podem ser conseguidas diferentes atmosferas pela variação da quantidade relativa de comburente e combustível. Há uma grande variedade de gases disponíveis para a soldagem a gás, sendo que normalmente o Acetileno é o preferido, tanto pelo custo, como pela temperatura de chama; entretanto outros gases combustíveis são também utilizados, tais como o Butano, Propano, Metano, Etileno, gás de rua, Hidrogênio e ainda as misturas produzidas pelas indústrias de gases. O metal de adição é uma vareta, normalmente especificada para cada caso de soldagem e de um modo geral, para a soldagem de ferros fundidos e metais não ferrosos utiliza-se um fluxo de soldagem, também chamados de
fundente, que tem a finalidade de manter a limpeza do metal base na área da solda, bem com ajudar na remoção de filmes de óxidos que se formam na superfície. A soldagem pelo processo oxi- gás oferece várias vantagens: o equipamento é barato e versátil, é ótima para chapas finas, é realizada com pequenos ciclos térmicos, não usa energia elétrica e solda em todas as posições. Em compensação o processo apresenta inúmeras desvantagens tais como: chamas pouco concentradas, o que acarreta grandes zonas termicamente afetadas pelo calor, é necessária grande habilidade do soldador, não é econômica para chapas espessas, tem baixa taxa de deposição, manuseia gases perigosos e o uso de fluxo acaba gerando produtos corrosivos no metal. No processo por oxi-gás, a chama oxiacetilênica é a mais utilizada, portanto vamos conhecer os seus gases:
É o gás comburente, apresentando- se inodoro, insípido e incolor e encontrando-se em abundância na natureza. Industrialmente pode ser obtido por liquefação e destilação do ar, reação química ou eletrólise da água. O processo mais usado é o primeiro, sendo o ar inicialmente purificado e em seguida, após várias compressões, expansões e resfriamentos sucessivos, o mesmo é liqüefeito. Em uma coluna
11
de destilação e retificação realiza-se a
separação dos vários componentes do
ar, obtendo-se assim no final oxigênio
de alta pureza. A distribuição do
Oxigênio para soldagem normalmente
é realizada através de cilindros de aço
sem costura, sob pressão de 150 kgf/
cm2 (147,1 bar) ou seja 7000 litros
de gás comprimido, em cilindros
de 46 litros aproximadamente. Em
instalações de consumo elevado de
Oxigênio pode-se optar por trabalhar
com tanques criogênicos, os quais
recebem o Oxigênio líquido; conforme
o mesmo for sendo consumido,
será vaporizado em evaporadores
instalados na saída dos tanques. Outra
maneira de fornecimento de Oxigênio
que vem sendo adotada por alguns
fabricantes baseia-se no fornecimento
de uma pequena usina geradora de
Oxigênio ao consumidor do gás, o
qual passa a ter a responsabilidade da
operação e fornecimento de energia
à mesma; este processo utiliza a
tecnologia de geração de Oxigênio
pela passagem do ar através de leito
de zircônia e não produz o gás com
pureza suficiente para uso medicinal.
O Acetileno é obtido da reação da
água sobre o Carbureto de Cálcio,
que por sua vez é produzido em
fornos apropriados pela reação entre
o Carbono (C) e o Cal (CaO).
3C + CaO CaC 2 + CO – 108 Kcal.g/mol
CaC 2 + 2 H 2 O C 2 H 2 + Ca (OH) 2 (+ 400 cal/kg CaC 2 )
A formação do Acetileno propriamente dito é resultante de uma reação endotérmica reversível, que melhora o rendimento calorífico da chama, mas ao mesmo tempo contribui para aumentar o perigo no manuseio do gás em caso de uma dissociação.
2 C + H 2 C 2 H 2 – 53.200 cal
A produção do Acetileno pode ser realizada no próprio local por meio de geradores (geralmente em pequenas oficinas) ou ser armazenada em cilindros onde o mesmo se encontra dissolvido sob pressão em Acetona líquida, a qual é retida no interior do cilindro em uma massa porosa (carvão vegetal, cimento, amianto e terra infusória). Nestas condições consegue-se armazenar até 11 kg de gás em pressões da ordem de até 18 kgf/cm^2 (17,6 bar) com bastante segurança, pois a Acetona consegue dissolver 575 vezes seu próprio volume para cada unidade atmosférica. O Acetileno é um gás que apresenta certa instabilidade sob pressões elevadas e corre o risco de se dissociar, gerando uma grande liberação de calor e podendo explodir; desta forma deve-se tomar todo o cuidado para que a pressão do mesmo na rede de distribuição não ultrapasse 1,5 bar.
13
R E G U L A G E M D A C H A M A
E S Q U E M A D A C H A M A O X I A C E T I L Ê N I C A N O R M A L
CHAMA NEUTRA OU NORMAL (r=1) : Corresponde a uma alimentação do
maçarico em volumes iguais de Oxigênio e Acetileno. O cone é branco, brilhante
e somente visível através dos óculos de soldador. É a chama utilizada na maior
parte dos casos de soldagem, soldabrasagem e aquecimento.
CHAMA REDUTORA (r<1): Utilizada para revestimento na soldagem dos aços
com o intuito de elevar o percentual de Carbono na zona de soldagem, e isto faz
com que abaixe a temperatura de fusão. Esta chama ocorre quando a proporção
de Acetileno é aumentada, surgindo assim um cone brilhante que se sobrepõe ao
cone normal, e que cresce com o aumento da proporção de Acetileno. Esta chama
contem um elevado teor de Carbono e tem o risco de enriquecer o aço com este
elemento, tornando-o mais duro e mais frágil. É utilizada na soldagem de ferros
fundidos, com pré-aquecimento e fundente, Alumínio e Magnésio também com
o uso de fundente e aços-liga ao Cromo e ao Níquel.
CHAMA OXIDANTE (r>1): A chama oxidante é resultante da mistura de
Acetileno com Oxigênio em excesso, e isto faz com que o cone e a zona de
combustão primária se encurtem, com o cone menos brilhante e mais azul;
simultaneamente a zona de combustão secundária fica mais luminosa. Esta
chama, rica em Oxigênio, oxida o aço com o risco de formação de porosidades
pela reação com o Carbono; normalmente esta chama é utilizada com o uso de
fundente para a soldagem de latão, pois o Oxigênio em excesso forma óxido de
zinco na superfície da poça que impede a continuidade de reações posteriores,
impedindo a contínua volatilização do Zinco, o qual iria se oxidar em seguida na
atmosfera.
14
Solda a Esquerda: também chamada de Solda para a Frente, apresenta boa penetração e acabamento, sendo utilizada em espessuras de até 7 mm, onde se trabalha aquecendo a peça ou região a ser soldada. Apresenta grande consumo de gases e tempo.
Solda a Direita: Também chamada de Solda para Trás, é utilizada quando a peça a ser soldada requer chanfros, ou seja, para espessuras maiores. É uma técnica desenvolvida durante a 2ª Grande Guerra, e que apresenta boa velocidade, boa penetração e economia de tempo e gases. Trabalha-se mantendo a união soldada aquecida.
16
Alterando-se a pressão para P 2 e a temperatura para T 2 , a equação que representa esse novo estado é: P 2 V 2 = mRT2 ou mR= P 2 V 2 T 2 Concluindo-se que mR = P1V1 = P 2 V 2 T 1 T 2
Se um gás se comporta dessa maneira, ele segue as leis de Boyle-Mariotti e Gay- Lussac, sendo, portanto um gás ideal ou perfeito.
Exemplo: Qual a quantidade em m^3 de O 2 contida em um cilindro de 50,2 l e cuja pressão interna lida no manômetro é de 190 bar, estando esse cilindro ao Sol, de modo que se pode afirmar sem grande erro que a temperatura do gás em seu interior é de 43ºC. Obs.: a quantidade de gás em m3 que queremos saber se refere à condição padrão de venda de gás no Brasil, ou seja: 21ºC e à pressão atmosférica normal = 760 mm Hg. ( lembrar que 1 atm = 1,013 bar)
Situação inicial: P 1 = pressão manométrica + pressão atmosférica = 190 + 1,013 = 191,013 bar V 1 = 50,2 l = 0,0502 m T 1 = 43 + 273,15 = 316,15ºK
Situação final: P 2 = 760 mm Hg = 1,013 bar T 2 = 21ºC + 273,15 = 294,15ºK V 2 =?
Como vimos, podemos aplicar esta resolução ao gás Oxigênio que se encontra armazenado na forma gasosa, porém o mesmo não se aplica ao Acetileno, que se encontra dissolvido em Acetona; sabemos que a solubilidade da Acetona depende muito da temperatura, sendo que nesse caso a quantidade de gás deve ser determinada por pesagem. Naturalmente podemos fazer um cálculo aproximado da quantidade restante no cilindro da seguinte forma: multiplica-se a pressão do cilindro em bar, pelo volume do mesmo em litros e em seguida multiplica-se o resultado por 10. Exemplo: Em um cilindro de Acetileno com 50 litros de volume, o manômetro indica que a pressão do cilindro é de 10 bar. Portanto o volume do gás remanescente será de:
50x10x10 = 5000 l de gás, que equivalem a aproximadamente 5kg de Acetileno.
3
1 2 1 2
P 1 V 1 = P 2 V 2 ==>V 2 = P 1 V 1 T 2 = 191,013x0,0502x294,15 = 8,807m T T T xP 316,15 x 1,
17
Soldagem com eletrodo revestido
É um processo de soldagem por
fusão a arco elétrico que utiliza um
eletrodo consumível, no qual o calor
necessário para a soldagem provem
da energia liberada pelo arco formado
entre a peça a ser soldada e o referido
eletrodo. A proteção da poça de fusão
é obtida por meio dos gases gerados
pela decomposição do revestimento
do eletrodo, sendo que o material de
adição que é manuseado sem pressão
provem do metal que compõe o
eletrodo.
O metal de base no percurso do arco
é fundido, formando uma poça de
metal fundido. O eletrodo é também
fundido e assim transferido à poça
de fusão na forma de glóbulos de
metal fundido a cada 0,001 a 0,
segundos a elevada temperatura.
Nessas condições a expansão dos
gases contidos no arame eletrodo,
tanto em solução como armazenados
em microporosidades, bem como
os gases produzidos pela elevada
temperatura dos componentes do
revestimento, provocam a explosão
desses glóbulos, projetando-os contra
o banho de fusão.
O sopro das forças do arco, bem como o impacto dos glóbulos de metal fundido, formam uma pequena depressão no metal de base que é chamada de cratera. A distância medida no centro do arco, da extremidade do eletrodo até o fundo da cratera é chamada comprimento do arco. O comprimento do arco deve ser o menor possível (variando na faixa entre 3 e 4 mm ou ainda de 0,5 a 1,1 o diâmetro da alma do eletrodo) a fim de reduzir a chance dos glóbulos do metal em fusão entrarem em contato com o ar ambiente, absorvendo Oxigênio e Nitrogênio, os quais tem efeito bastante adverso nas propriedades mecânicas do metal depositado. A coluna do arco estende-se desde o fundo da cratera até o glóbulo em fusão da ponta do eletrodo. De acordo com alguns pesquisadores, a temperatura do gás no centro do arco ao longo de seu eixo é de 6000ºC, a temperatura do catôdo é de 3200ºC e a temperatura no anodo é de 3400ºC.
19
A partir da década de 60 começaram a surgir no mercado novos tipos de
máquinas de soldagem, caracterizadas por possuírem controle eletrônico e por
apresentarem desempenho superior à maioria das máquinas convencionais, com
funções múltiplas, redução de peso e consumo energético. Atualmente as formas
mais conhecidas são as fontes tiristorizadas, as fontes transistorizadas em série,
as fontes transistorizadas chaveadas e as fontes inversoras.
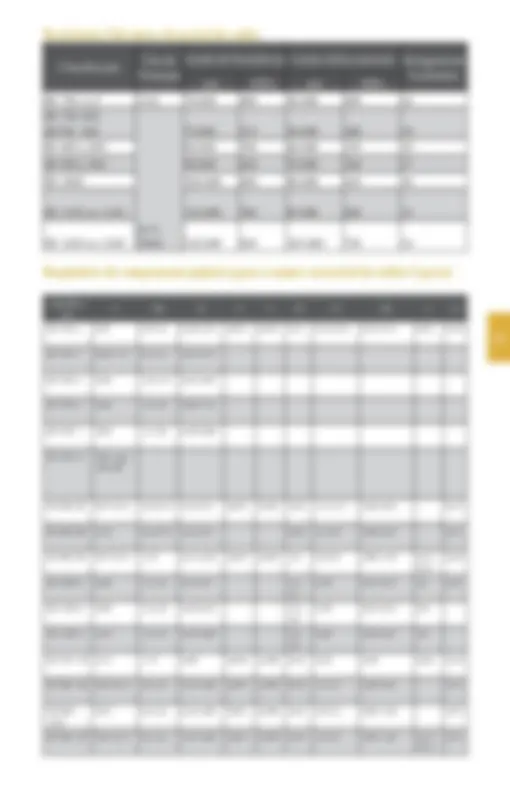
A tabela abaixo compara as características das fontes convencionais estáticas
(transformadores e transformadores-retificadores) e das fontes com controle
eletrônico.
a. A corrente alternada não é sensível ao fenômeno do sopro magnético
(fenômeno do desvio do arco devido a campos magnéticos que atravessam a
peça).
b. Maior velocidade de solda (devido possivelmente à inversão do sentido
da corrente a todo instante).
c. As máquinas de soldagem em corrente alternada são de menor tamanho,
custo e peso que as de corrente contínua, além de exigirem menor manutenção.
d. Menor consumo de energia (η= 0.8 no transformador; 0.5 no gerador e 0.
no retificador).
e. Maior refinamento no metal depositado, devido agitação do banho de
fusão.
20
a. Permite utilização de eletrodo com elementos pouco ionizantes no revestimento. Melhor uso de eletrodos para ferro fundidos e aços inoxidáveis. b. Mais recomendada para a soldagem de chapas finas e soldagem fora da posição. c. A mudança de polaridade permite modificar certas características do depósito, como por exemplo a penetração. d. A corrente contínua é independente de circuitos elétricos, pois pode ser gerada pelos grupos eletrógenos.
Os eletrodos revestidos são constituídos por uma alma metálica cercada por um revestimento composto de matérias orgânicas e ou minerais de dosagem bem definida. Os vários materiais que compõe o revestimento entram na forma de pó, com exceção do aglomerante que é geralmente silicato de sódio ou potássio. O revestimento é composto por elementos de liga e desoxidantes tais como ferro cromo, ferro manganês, etc.., estabilizadores de arco formadores de escória e materiais fundentes (asbesto, feldspato, ilmenita, óxido de ferro, mica, talco, rutilo, etc..) e materiais que formam uma atmosfera protetora (dolomita, carbonato de ferro, celulose, etc..). A princípio, as funções básicas do revestimento são: a. Proteger o arco contra o Oxigênio e Nitrogênio do ar, através dos gases gerados pela decomposição do revestimento em alta temperatura. b. Reduzir a velocidade de solidificação, proteger contra a ação da atmosfera e permitir a desgazeificação do metal de solda através da escória. c. Facilitar a abertura e estabilizar o arco. d. Introduzir elementos de liga
no material depositado e desoxidar o metal de solda. e. Facilitar a soldagem nas diversas posições de trabalho. f. Servir de guia às gotas em fusão em direção ao banho. g. Constituir-se em isolante elétrico na soldagem em chanfros estreitos ou de difícil acesso.
Em função de sua formulação e do caráter da escória, os revestimentos dos eletrodos podem ser classificados em diferentes tipos. Essa classificação varia bastante, de acordo com os diferentes autores e da norma utilizada; utilizaremos a classificação dos tipos de revestimento abaixo: