


LAMINAÇÃO
Marcelo Lucas P. Machado















Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
Processo de laminação
Tipologia: Notas de estudo
1 / 74

Esta página não é visível na pré-visualização
Não perca as partes importantes!
FORNOS DE REAQUECIMENTO E LAMINAÇÃO A QUENTE
Os fornos de reaquecimento são divididos em dois grupos principais, a saber: intermitentes e contínuos. Intermitentes: São aqueles em que o material a ser aquecido é carregado e permanece estacionário sobre a soleira até atingir a temperatura de laminação ou forjamento. Algumas vezes é costume virarem-se os blocos ou lingotes a fim de homogeneizar o aquecimento. Trabalham segundo uma curva determinada de aquecimento e de resfriamento. Contínuos: Têm aplicação para placas ou tarugos, em grandes quantidades repetitivas. Estes fornos possuem, em geral, várias zonas e o material é carregado em uma extremidade, sendo forçado através do forno pela ação de um empurrador.
1. Zona de pré-aquecimento Onde o material que entra a temperatura ambiente é aquecido, em contra- corrente, até uma temperatura da ordem de 700oC, pelos gases da combustão procedentes das outras zonas em direção ao recuperador onde aquecerá o ar de combustão. 2. Zona de aquecimento ou intermediária Região de grande fluxo de calor onde o material é aquecido na superfície até uma temperatura de 1250oC, principalmente por radiação do calor das chamas dos queimadores (em torno de 10). 3. Zona de encharque Equipada com queimadores (radiação de calor) onde se consegue que a diferença de temperatura entre o ponto mais frio (núcleo) e o ponto mais aquecido da peça, seja reduzida ao mínimo, não representando um problema para o trem de laminação ou para a qualidade do produto final laminado. Os fornos de reaquecimento contínuos possuem três zonas de combustão:
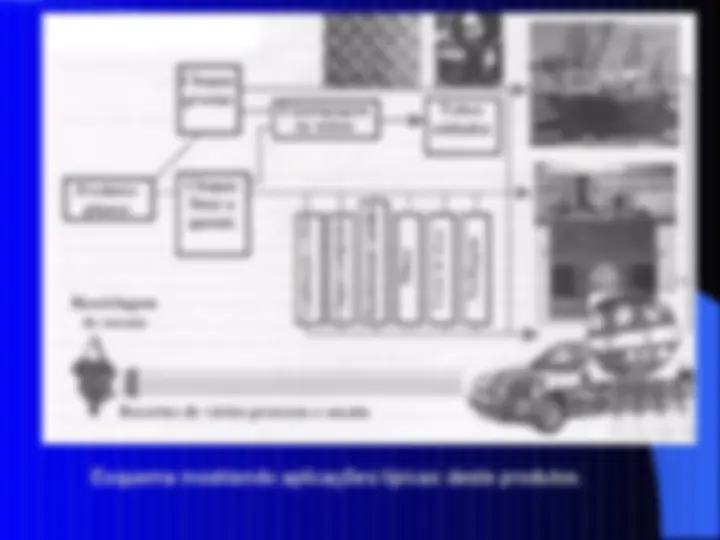
Esquema mostrando um forno de reaquecimento de empurrar com três zonas.
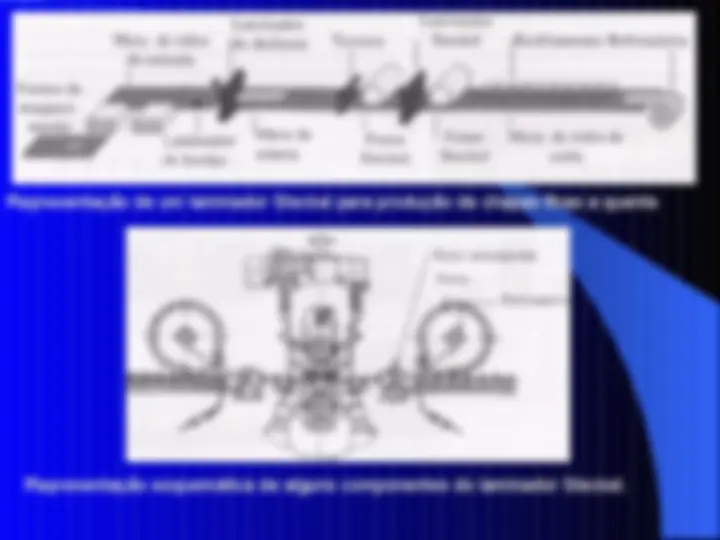
LAMINAÇÃO A laminação é um processo de conformação mecânica no qual o material é forçado a passar entre dois cilindros, girando em sentidos opostos, com praticamente a mesma velocidade superficial e separados entre si de uma distância menor que o valor da espessura inicial do material a ser deformado. Na laminação os produtos semi-acabados são transformados em produtos acabados que devem atender as especificações estabelecidas em termos de propriedades mecânicas, forma, dimensões, dentre outros critérios.
Para obtenção de produtos laminados as principais etapas são:
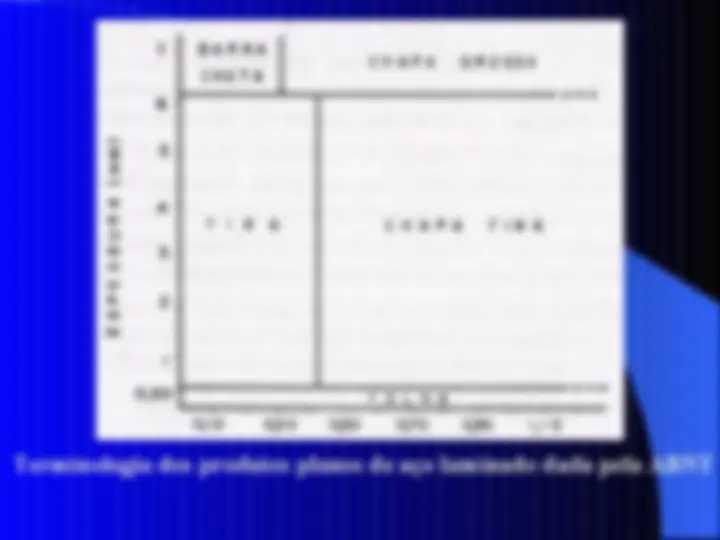
Blocos: Seção quadrada ou ligeiramente retangular, entre 150 e 300mm de lado. Placas : Seção retangular com espessura entre 50 e 230mm e 610 a 1520mm de largura. Tarugos : Seção quadrada ou circular, entre 50 e 125 mm de lado, (ou diâmetro). Fio-máquina : normalmente de seção circular com o diâmetro menor que 12,7mm, produzido em rolos ou bobinas Barras : Seção quadrada, circular ou poligonal com dimensões menores que 100mm. Perfis Normais : Com seção mais elaborada, como cantoneiras, T, Z, U, etc., com altura da alma maior que 80 mm. Chapa Grossa : Largura acima de 200 mm, espessura maior que 5 mm. Tiras Laminadas a Quente : largura entre 610 a 2438 mm, espessuras entre 1,19 a 12,7mm. Tiras Laminadas a Frio : larguras entre 400 e 1650 mm, espessura entre 0,358 mm e 3mm. Bobina : Produto plano laminado com largura mínima de 500 mm enrolado na forma cilíndrica.
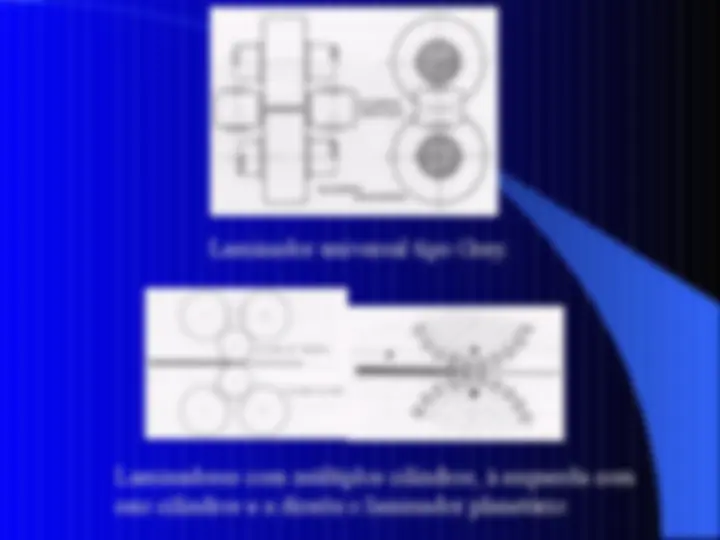
Duo com retomo por cima : Consiste em dois cilindros, colocados um sobre o outro. A peça é laminada ao passar entre os dois e é devolvida para o passe seguinte, passando sobre o cilindro superior. Duo reversível: É aquele em que o sentido de rotação dos cilindros é invertido após cada passagem da peça através do laminador. Duplo Duo: Usado na laminação de barras de aços especiais, consiste em dois conjuntos Duo, com sentidos de movimento opostos, colocados em planos verticais paralelos e montados numa cadeira de laminação única. Contínuo: Várias cadeiras são colocadas uma após a outra, numa linha reta, de modo que a peça a ser laminada avança continuamente, sendo trabalhada sucessivamente em vários passes ao mesmo tempo, até que saia da última cadeira, como produto acabado. Trio: Três cilindros são dispostos um sobre o outro e a peça é introduzida no laminador, passando entre o cilindro de baixo e o médio e retoma entre o superior e o central. Quádruo: Nos laminadores Quádruo, as chapas grossas ou as tiras a quente podem ser laminadas com espessura mais uniforme no sentido transversal, porque os cilindros de apoio, superior e inferior, impedem a flexão excessiva dos de trabalho. Universal: Constitui uma combinação de cilindros horizontais e verticais, normalmente montados na mesma cadeira de laminação.