Baixe Comsol Multiphysics & Inverse Technique for Machining Temperature Estimation e outras Manuais, Projetos, Pesquisas em PDF para Engenharia Mecânica, somente na Docsity!
22nd International Congress of Mechanical Engineering (COBEM 2013) November 3-7, 2013, Ribeirão Preto, SP, Brazil Copyright © 2013 by ABCM
THE USE OF COMSOL
®
AND INVERSE TECHNIQUE FOR THE
ESTIMATION OF TEMPERATURE DISTRIBUTION
Rogério Fernandes Brito Universidade Federal de Itajubá – UNIFEI, Rua Irmã Ivone Drummond, 200, Distrito Industrial II, CEP 35903-081, Itabira, MG, Brasil, [email protected]
Lucas Guedes de Oliveira Universidade Federal de Itajubá – UNIFEI, Rua Irmã Ivone Drummond, 200, Distrito Industrial II, CEP 35903-081, Itabira, MG, Brasil, [email protected]
Solidônio Rodrigues de Carvalho Universidade Federal de Uberlândia – UFU, Faculdade de Engenharia Mecânica – FEMEC, Av. João Naves de Ávila, 2160, Bairro Santa Mônica, CEP 38400-902, Uberlândia, MG, Brasil, [email protected]
Sandro Metrevelle Marcondes de Lima e Silva Universidade Federal de Itajubá - UNIFEI, Instituto de Engenharia Mecânica – IEM, Laboratório de Transferência de Calor – LabTC, Av. BPS, 1303, Bairro Pinheirinho, CEP 37500-903, Caixa Postal 50, Itajubá, MG, Brasil, [email protected]
Abstract. This paper presents the results of an Inverse Problems technique to solve heat transfer problem. The Function Specification is a technique which applies optimization algorithms. This work has been developed a numerical methodology that uses heat conduction inverse technique with Fortran program. Besides, this work aims to associate this methodology to commercial software COMSOL Multiphysics®^ v4.3b. The differential equations are solved by using Finite Elements Method on this software. These simulations are based on three-dimensional controlled experiment carried out in heat transfer laboratory of UNIFEI. Thermocouples were inserted on many surfaces in order to measure experimental temperature. On this numerical study, it is presented just results from two thermocouples. In next step, the heat flux was estimated by this technique. After obtained the estimated heat flux, simulation was performed with this estimated flux to calculate the temperatures on equivalent monitored experimental points. It was used an estimated heat flux of a machining process to assess the numerical methodology developed on this work. According to the Function Specification results, this technique presents good results for estimated heat flux and calculated temperatures through this heat flux.
Keywords: Inverse problem, heat conduction, Function Specification, COMSOL Multiphysics®^ v4.3b.
1. INTRODUCTION
The research related to basic studies of industrial processes always enables the development of manufacturing operations not only as a localized way but also on a global scale. Therefore, since the machining process is used in most of the productive segments, it is important to treat the parameters, which lead its scientific principles and technological innovations. Treating the analysis of the distribution of temperature field, as well as the study of heat flow in cutting tools during machining operations is a task that requires complexes methods to obtain reliable data on each process. This is because the machining processes involve high temperatures and it is difficult to measure this parameter in the wear region. Thus, the combination between formulations of direct and inverse problems associated to techniques for solution of the inverse problems allow conducting numerical procedures in order to establish a research to optimizing the use of cutting tools – that provide increasing in their performance and durability. Carvalho et. al_._ (2006) analyzed the high temperatures generated in chip-tool interface during machining processes. This researcher used inverse techniques to obtain these temperatures, since direct measurement of temperatures is difficult to implement due to the difficulty of positioning the thermocouples on chip-tool interface. So, he developed a three-dimensional transient thermal model to tool, shim and tool holder. Then, he applied the finite difference method to solve direct problem and used the golden section technique (an optimization method) to solve the inverse problem. Samadi et. al. (2011) used the Sequential Function Specification Method (SFSM) to conduct the study starting from the heat flux values deployed on the active surface of the cutting tool during machining processes. The temperatures were obtained using the Heat Equation to the locations of the sensors. The inverse problem was established to estimate the unknown heat flow. Finally, it was found that there is a more suitable position to measure the temperature using the sensors and the results of linear and non-linear problems used were compared. Liu (2011) studied the transient heat flow using three-dimensional cylindrical coordinates and established an inverse analysis to obtain the unknown variable. Then, author arranged Particle Swarm Optimization algorithm (PSO). First, the researcher applied the finite difference method with Crank-Nicolson scheme to solve direct problem, in an attempt to obtain temperature data as input for the inverse problem. Then, starting from a defined function "f (q)" and
Brito, R. F., Oliveira, L. G., Carvalho, S. R., Lima e Silva, S. M. M. The Use of Comsol Multiphysics®^ and Inverse Technique for the Estimation of Temperature Distribution
finding its minimum point it was possible to obtain the solution of the inverse problem for the heat flow. Sousa, Guimarães and Borges (2012) studied the heat transfer at cut interface from a comparison between the results of function specification technique and Green's function. So, the researchers used a thermal model that considers a cemented carbide cutting tool and numerical simulations were performed by placing six thermocouples. Therefore, authors were able to observe the behavior of the temperature at each position of the geometry graphically over time of 110 (s) cutting operation, through the solution of the forward problem. Using these two inverse problems techniques, authors compared the heat flow in three situations. As a conclusion of the results, the researchers obtained satisfactory results when using the function specification technique due to a less residual error associated to this method which supplies a close approximation to machining real case. Thus, according to engineering fundaments, this work aims to advance the study of heat transfer and temperature field distribution in cutting tools during machining of materials. Besides, it aims to develop skills associated to inverse problem techniques for the estimation of heat flow in the area of 1.43 (mm^2 ) tool wear, in order to solve inverse problems. Studying the characteristics of the cutting tool adopted it’s possible to prove that using of jackets inserts is a way to alleviate the stresses arising from the operations of milling, boring, turning, etc. Furthermore, as postulated these analyzes, it is envisaged to increase the life of cutting tools, as well as enhancing their performance, generating reducing production costs and increasing industry’s profit. Therefore, it aims to allow, through numerical studies, future increase in cutting speed and reducing the use of lubricants and refrigerants, optimizing the time in the industry and minimizing impacts on the environment. However, as a part of a scientific academic research, this work analyzes only the isolated cutting tool.
2. PROBLEM DESCRIPTION
2.1 Thermal Model Set
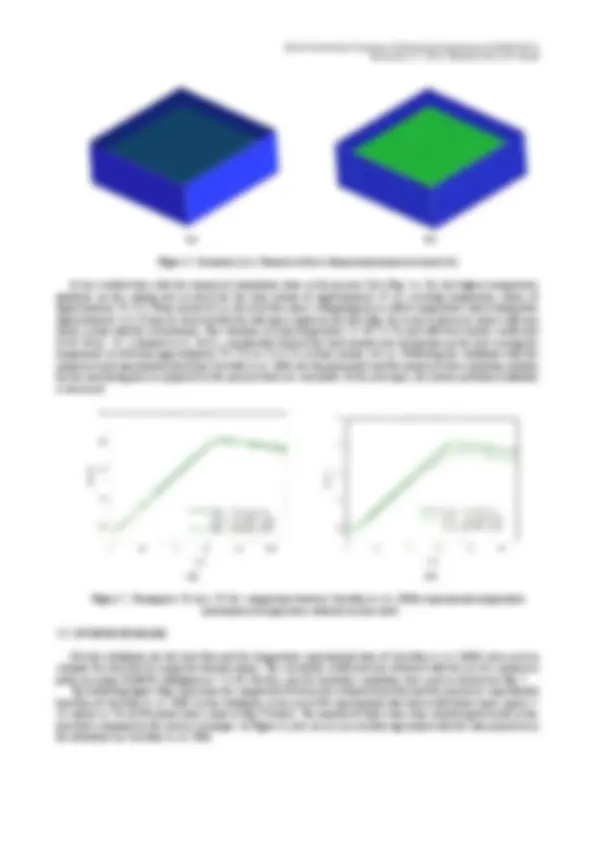
The problem presented in this work is shown by Figs. 1a and 1b. This figure presents a set consisting of a cutting tool, a hard metal, a wedge positioned under the cutting tool between the tool and the tool holder. There is also a staple and a bolt to fix the set. A perspective is shown in Figure 1a, whereas a blown up view of the set is shown in Fig. 1b.
The transient heat diffusion equation, which governs the physical problem of this work, is presented below:
k T t
T
C (^) p ^2
where k is the solid thermal conductivity, W/m K; Cp is the solid specific heat capacity, J/kg K; is the solid density,
kg/m^3.
The boundary conditions have been given as:
T
k q 1 ”(t) on the tool-workpiece contact interface (Fig. 1b) (2)
where T/ is the derivative along the normal direction of the surface of the set, minus the contact area between the tool
and the workpiece. q” (t) is the heat flux, W/ m^2 and
hT T
T
k
is applied in the remaining regions of the set, where h is the heat transfer coefficient, W/ m^2 K.
The initial conditions have been given as:
T x , y , z , t T (^0) at t = 0 (4)
2.2 Direct Problem Solution.
The transient heat diffusion equation is solved according to the boundary conditions defined above. The COMSOL Multiphysics®^ v4.3b program, which solves thermal problems by using the finite elements method, is used for this purpose. The heat diffusion equation defines the physical problem of heat transfer in a three dimension modeling on this work, as previously mentioned.
Brito, R. F., Oliveira, L. G., Carvalho, S. R., Lima e Silva, S. M. M. The Use of Comsol Multiphysics®^ and Inverse Technique for the Estimation of Temperature Distribution
3. VALIDATION
3.1. DIRECT PROBLEM
This work uses Carvalho et. al. (2006) experimental results in order to compare to numerical results obtained by the COMSOL Multiphysics ®^ v4.3b software. Both studies were conducted by using the thermal properties of the ISO K 12.7 (mm)×12.7 (mm)×4.7 (mm) cemented carbide cutting tool: k=43.1 (W m−^1 K−^1 ), cp=332.94 (J kg−^1 K−^1 ), and ρ=14,900 (kg m−^3 ). In the studied cases, to obtain the results in this present work, the number of nodes and hexahedrical elements utilized were approximately 988,300 and 958,800, respectively. The following parameters were used in the tests: time interval of 0.22 (s), equal initial and ambient temperature at 29.5 (°C), constant and equal heat transfer coefficient at 20 (W m−^2 K−^1 ), total time of 110 (s), and area subjected to heat flux of 108.16 (mm^2 ). According to this study, it is clear that there was little difference as to the calculated temperature values. Moreover, the temperature residue among the meshes is practically negligible, with a deviation among them of less than 1% for all the simulated time range. In this numerical validation, we can conclude that a 16,038 nodal point mesh is already enough to obtain good accuracy and low cost computational time results. For a mesh developed with a greater number of elements, the temperature value barely varies with mesh refinement. The present work utilizes the experimental and numerical results from Carvalho et. al. (2006) in order to make a comparison with results obtained with the use of the software utilized for this present work. The thermocouples were attached to the cutting tool by capacitor discharge on the following positions: thermocouple T1: x = 4.3 (mm); y = 3.5 (mm); z = 4.7 (mm) and thermocouple T2: x = 3.5 (mm); y = 8.9 (mm); z = 4.7 (mm). The data from experiment, Fig. 3(a) e (b) (Carvalho et. al_._ , 2006), are used as input data for the numerical validation of the commercial package used in this present work. The probe points of temperature were measured for the comparison between the experimentally measured temperatures and those simulated by the commercial package.
Figure 3a: Experimental heat flux (Carvalho et. al_._ , 2006).
Figure 3b: Experimental temperature (Carvalho et. al., 2006).
Fig. 4(a) and (b) shows the geometry and the mesh generated and used in the present work for the numerical validation. The numerical mesh was developed with the help of COMSOL Multiphysics ®^ v4.3b. It can be verified from (Fig. 4b). Following the study on the mesh independence, a three-dimensional mesh containing 15,548 hexahedral elements and 17,497 nodal points was used. In the numerical test preparation, two temperature monitoring points were inserted corresponding to the positions of thermocouples T1 and T2 attached to the tool during the experiment carried out by Carvalho et al. 2006. Fig. 5(a) and (b) shows a comparison between the temperatures obtained experimentally and numerically from thermocouples T1 and T2 by Carvalho et al. 2006 and the temperatures obtained numerically in this present work with COMSOL ®^ Multiphysics, v. 4.3b. The largest and the smallest deviation found in relation to the experimental case carried out by Carvalho et al. 2006 was respectively 6.07% for thermocouple T2 and −0.53% also for thermocouple T2. The largest and the smallest deviation found in relation to the numerical case performed by Carvalho et al. 2006 was respectively −2.18% for thermocouple T2 and 0.25% also for thermocouple T2.
t (s)
0 20 40 60 80 100
q"(t)
x 10
-4^ / (W m
-2^ )
t (s)
0 20 40 60 80 100
T^ (ºC)
30
40
50
60
Thermocouple T Thermocouple T
22nd International Congress of Mechanical Engineering (COBEM 2013) November 3-7, 2013, Ribeirão Preto, SP, Brazil
(a) (b)
Figure 4: Geometry (a) e Numerical three-dimensional numerical mesh (b).
It was verified that, with the numerical simulations done in the present Test (Fig. 5a, 5b), the highest temperature gradients on the cutting tool occurred for the time instant of approximately 67 (s), reaching temperature values of approximately 79 (°C). From instant 63 (s), the heat flux starts a dropping process where temperature starts falling after approximately 4 (s). It may be observed that the dark grey region on the tool (Fig. 4b) is not in physical contact with any metal, except with the environment. This situation, at room temperature T∞=29.2 (°C) and with heat transfer coefficient h=20 (W m−^2 K -1^ ) (Samadi et al., 2011), considerably favored the heat transfer rate dissipation on the tool causing the temperature to fall from approximately 79 (°C) to 71.6 (°C) at final instant 110 (s). Following the validation with the numerical and experimental data from Carvalho et al_._ 2006, the thermal model and the numerical direct problem solution for the machining process proposed in the present work are concluded. In the next topic, the inverse problem validation is discussed.
(a) (b)
Figure 5: Termopares T1 (a) e T2 (b): comparison between Carvalho et. al. (2006) experimental temperature and numerical temperature obtained on this work
3.2. INVERSE PROBLEM
For this validation, the the heat flux and the temperature experimental data of Carvalho et. al_._ (2006) were used to estimate the heat flux by using two thermocouples. The sensitivity coefficient was obtained with the use of a numerical probe by using COMSOL Multiphysics ®^ v4.3b. For this, specific boundary conditions were used as showed on Fig. 2. The following figure (Fig. 6) presents the comparison between the estimated heat flux and the measured experimental heat flux of Carvalho et. al_._ 2006. In this validation, it was used 496 experimental data taken with future times equal r = 24, which is 5 % of 496 points (take a look at Fig. 9 below). The amount of future time steps showed good results in the heat flow estimated by the inverse technique. In Figure 6, you can see an excellent agreement with the data measured in the laboratory by Carvalho et. al_._ 2006.
22nd International Congress of Mechanical Engineering (COBEM 2013) November 3-7, 2013, Ribeirão Preto, SP, Brazil
a) b) Figure 8: a) Image treatment of the contact area (Carvalho et. al,. 2006) b) contact area on the computational model.
5. RESULTS
In this section, the results for the estimation of the heat flux and temperature calculations by using inverse problem technique Specification Function with software COMSOL Multiphysics®^ v4.3b are presented. The experimental temperature values were obtained with the performance of the experiments at Federal University of Uberlandia (www.ufu.br, Brazil) as described in Carvalho et. al,. (2006). The validating the commercial package for the cases studied (direct problem and inverse problem) had good results, when compared with the experimental and numerical results of Carvalho et al., (2006). For the study of the temperature field in the cutting tool, 5 experiments were carried out with no alterations in the assembly conditions or operations. Each experiment lasted 90 s, with temperature reading a every 0.5 s, totaling 180 temperature values. The cutting time happened between the initial time and 60 s. After the 60 s, the cutting is stopped and the tool moves off the workpiece. And it is during the cutting time that heat flux is applied on the tool. As in the beginning of the experiment, there is no contact between the tool and the workpiece; the tool is found uniformly at room temperature. The main results obtained are presented in this section. The thermophysical properties presented in Tab. 1 are adopted in the numerical simulations (MatWeb, 2013). The numerical model adopted does not consider the thermal contact resistance between the components of the set.
Table 1: Thermophysical properties adopted.
The sensitivity coefficient was calculated numerically with the use of the software COMSOL Multiphysics ®^ v4.3b, as the direct problem, using boundary conditions of heat flux of 1 (W/m²) and initial temperature at 0 (ºC) and convection coefficient of 20 (W/m^2 K). In Figure 9, it has been done a study of varying the future times about the estimated heat flux.
Element of the set
Thermal Conductivity [W/(m K)]
Specific Heat [J/(kg K)]
Density [kg/m³]
Thermal Difusivity [m^2 /s]
Cutting Tool 43.10 332.94 14,900.00 8.688 x 10 - Shim 43.10 332.94 14,900.00 8.688 x 10 - Tool Holder 49.80 486.126 7,850.00 13.05 x 10-
Brito, R. F., Oliveira, L. G., Carvalho, S. R., Lima e Silva, S. M. M. The Use of Comsol Multiphysics®^ and Inverse Technique for the Estimation of Temperature Distribution
Figure 9: Estimated heat flux for some future times.
In Figure 10 the estimated heat flux is presented according to the Specification Function. It was used 179 experimental data taken with future times equal r = 9, which is 5 % of 179 points. According to the graph, the heat flux is applied since the beginning of the machining process up to approximately 60 s. After the time, the applied heat flux is null, that is, no machining occurs on the material. The results of heat flow estimated by inverse technique showed great discrepancy in relation to the results obtained in the experimental work of Carvalho et al., (2006). This occurred because here were used only two thermocouples and the work of Carvalho, 8 thermocouples were used. The work of Carvalho et al., (2006) considers a rectangular area for the interface of tool wear, which value was 1.561535 (mm ²). This study considered an area as realistic, as can be seen in Figures 8a and 8b, which value was 1.410835 (mm ²), with the use of computer packages in CAD. Furthermore, these disagreements occur as a consequence of the difficulty that the Specification Function presents when dealing with discontinuities in the parameters to be estimated, which, in this work is heat flux. This difficulty is due to the fact that the method is based on the calculation of the temperature variation rate according to the applied heat. In practice, these discontinuities represent the instant in which the heat flux goes from a null value to a high one, at the beginning of the machining procedure, as well as the instant the heat flux does from this high value and becomes null again
Figure 10: Comparison between the experimental and estimated heat flux.
To complete, Figure 11 shows a representation of the estimated temperature field in the set according to the COMSOL®^ program at time 30 s and 60 s in Figs. 11a and 11b respectively.
Time (s)
0 10 20 30 40 50 60 70 80 90 100
Estimated heat flux (W m
-2^ )
0
10 7
2x10 7
3x10 7
4x10 7
5x10 7
6x10 7
7x10 7
r = 10 r = 7 r = 5 r = 3 r = 1
Time [s]
0.0 20.0 40.0 60.0 80.
Heat Flux [W m
]
2.0e+
4.0e+
6.0e+
8.0e+
1.0e+
Estimated Heat Flux Experimetal Heat Flux
Brito, R. F., Oliveira, L. G., Carvalho, S. R., Lima e Silva, S. M. M. The Use of Comsol Multiphysics®^ and Inverse Technique for the Estimation of Temperature Distribution
MatWeb, 2013, Material Property Data, http://www.matweb.com. R. Komanduri and Z. B. Hou, A Review of the Experimental Techniques for the Measurement of Heat and Temperature Generated in Some Manufacturing Process and Tribology, Tribology International , 34 , 145, (2001). S. Freund and S. Kabelac, Investigation of Local Heat Transfer Coefficient in Plate Heat Exchanges With Temperature Oscilations IR Thermography and CFD, International Journal of Heat and Mass Transfer , 53 , 3764 2010. S. R. Carvalho, S. M. M. Lima e Silva, A. R. Machado and G. Guimarães, Temperature Determination at the Chip- tool Interface Using an Inverse Thermal Model Considering the Tool Holder, Journal of Materials Processing Technology , 179 , 97 (2006). Samadi, F., Kowsary, F., Sarchami, A. “Estimation of heat flux imposed on the rake face of a cutting tool: A nonlinear, complex geometry inverse heat conduction case study”. International Communications in Heat and Mass Transfer, 2011. T. C. Jen, G. Gutierrez and S. Eapen, Numerical analysis in interrupted cutting tools temperatures, Num. Heat Transfer , A , 39 , 1 (2001).
9. RESPONSIBILITY NOTICE
The authors are the only responsible for the printed material included in this paper.