Baixe Estimativa do Fluxo de Calor em Ferramentas de Corte com COMSOL® e Problemas Inversos e outras Notas de estudo em PDF para Engenharia Mecânica, somente na Docsity!
O Uso do COMSOL
®
e de Técnicas de Problemas
Inversos para Estimar o Fluxo de Calor em uma
Ferramenta de Corte
Universidade Federal de Itajubá – UNIFEI Instituto de Engenharia Mecânica - IEM Rogério Fernandes Brito – UNIFEI – Itabira Solidônio Rodrigues Carvalho – UFU – Uberlândia Sandro Metrevelle Marcondes de Lima e Silva – UNIFEI – Itajubá
1 – INTRODUÇÃO
- (^) Vários processos de engenharia têm o seu desempenho afetado por
elevados valores de temperatura, como em processos de usinagem
(900 ºC);
- (^) As temperaturas elevadas alteram a microestrutura da ferramenta de
corte, reduzindo a sua vida (menor resistência à tensão mecânica) e
desempenho;
- (^) O conhecimento correto dos valores de temperatura e fluxo de calor
resulta em vantagens como o desenvolvimento de técnicas de
resfriamento mais eficientes, além da otimização dos parâmetros de
corte;
- (^) Essas temperaturas influenciam na taxa de desgaste e na vida da
ferramenta;
2 - OBJETIVOS
- (^) Este trabalho propõe o uso de técnicas de problemas inversos com o
pacote comercial COMSOL Multiphysics
®
v4.4 para estimar o fluxo de
calor e obter o campo de temperatura na zona de contato em regime
transiente, em uma ferramenta de corte de torneamento;
- (^) A validação da metodologia proposta foi realizada em experimentos
controlados em laboratório.
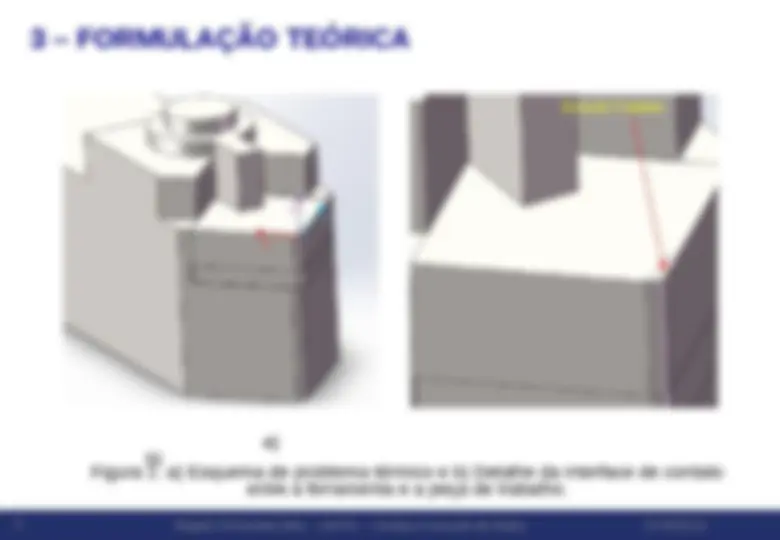
3 – FORMULAÇÃO TEÓRICA
Figura 1. a) Esquema de problema térmico e b) Detalhe da interface de contato entre a ferramenta e a peça de trabalho. a) b)
3 – FORMULAÇÃO TEÓRICA
O uso do COMSOL
®
para as soluções numéricas das equações
diferenciais que governam o fenômeno físico investigado deve ser
destacado.
Figura 2: Malha tetraédrica com 119.943 elementos.
3 – FORMULAÇÃO TEÓRICA
3.2 - O problema inverso (^) A técnica inversa adotada neste trabalho é a Função Especificada (Beck et al ., 1985). (^) Esta técnica requer o cálculo do coeficiente de sensibilidade que é feito numericamente. (^) Uma vez que o coeficiente de sensibilidade é conhecido, através dos pontos equivalentes onde os termopares foram colocados nos experimentos, o fluxo de calor é estimado com o uso de um código escrito para o ambiente MATLAB ® . (^) Na técnica da função especificada, um valor determinado dos passos dos tempos futuros “ r ” é utilizado para estimar o fluxo de calor no presente instante.
4 - VALIDAÇÃO DA METODOLOGIA PROPOSTA
Figura 3: Esboço do aparato experimental utilizado na validação. (^) A validação da técnica inversa é realizada através de um experimento controlado, no qual o fluxo de calor e a temperatura são medidos na ferramenta de corte de metal duro com dimensões de 0,0127 x 0,0127 x 0,0047 (m); (^) Um transdutor de fluxo de calor, dois termopares previamente calibrados e um aquecedor elétrico tipo kapton foram utilizados nesta ferramenta ( Carbide tool ).
Figura 4: a) Fluxo de calor experimental medido e estimado pela técnica inversa.
4 - VALIDAÇÃO DA METODOLOGIA PROPOSTA
(^) O método da Função Especificada para “r” igual a 10 intervalos de tempos futuros foi usado na Fig. 4a. (^) A área em verde na Fig. 4b, de aquecimento, possui dimensões 10,4 (mm) x 10,4 (mm). (^) As propriedades térmicas da ferramenta de corte simuladas numericamente foram: k = 43,1 (W m-1^ K-1), cp = 332,94 (J kg-1^ K-1) e = 14.900 (kg m-3). Figura 4: b) Malha computacional utilizada na validação com 15.548 elementos.
5 - MONTAGEM EXPERIMENTAL EM UM PROCESSO
REAL DE USINAGEM
Figura 6: Aparato experimental utilizado para a aquisição dos sinais de temperatura na ferramenta durante a usinagem. (^) O teste de usinagem foi realizado em um torno IMOR MAXI-II-520-6CV convencional sem refrigeração. (^) O material utilizado no experimento foi um cilindro de ferro fundido cinzento FC 20 EB 126 ABNT. (^) O inserto e o porta-ferramentas usados foram: ferramenta de metal duro ISO SNUN12040408 K20/Brassinter e ISO CSBNR 20K12/SANDVIK COROMAT, respectivamente.
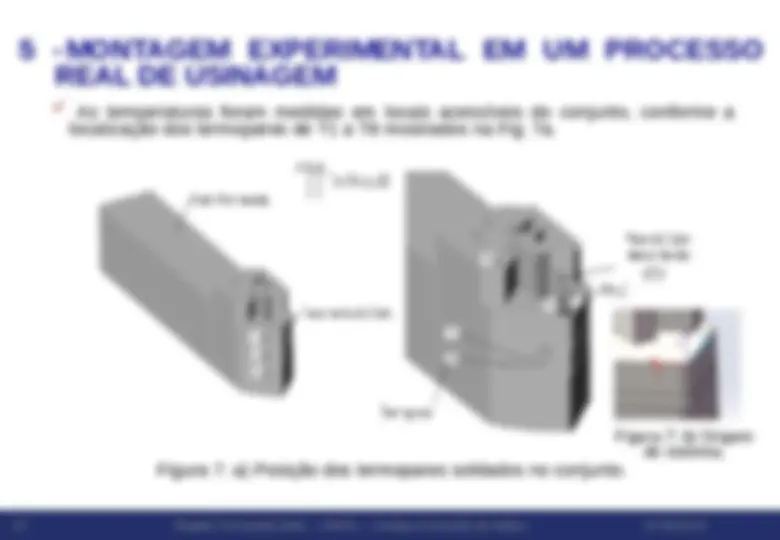
Figura 7: a) Posição dos termopares soldados no conjunto.
5 - MONTAGEM EXPERIMENTAL EM UM PROCESSO
REAL DE USINAGEM
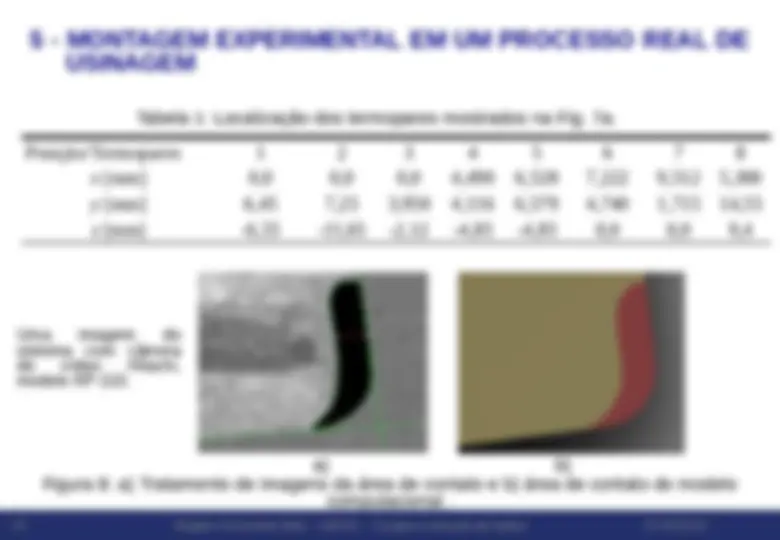
(^) As temperaturas foram medidas em locais acessíveis do conjunto, conforme a localização dos termopares de T1 a T8 mostrados na Fig. 7a. Figura 7: b) Origem do sistema.
Tabela 2: Condições de corte.
Em cada experimento, o número total de medidas de cada termopar foi
de NT = 180, com um passo de tempo de 0,5 (s).
5 - MONTAGEM EXPERIMENTAL EM UM PROCESSO REAL DE USINAGEM
Parâmetros de corte Teste 1 Teste 2
Avanço 0, 138 (mm/rev) 0, 138 (mm/rev)
Velocidade de Corte 135, 47 (m/min) 135, 47 (m/min)
Profundidade de Corte 5, 0 (mm) 1, 0 (mm)
Diâmetro final 72 ,0 (mm) 76 ,0 (mm)
6 - RESULTADOS
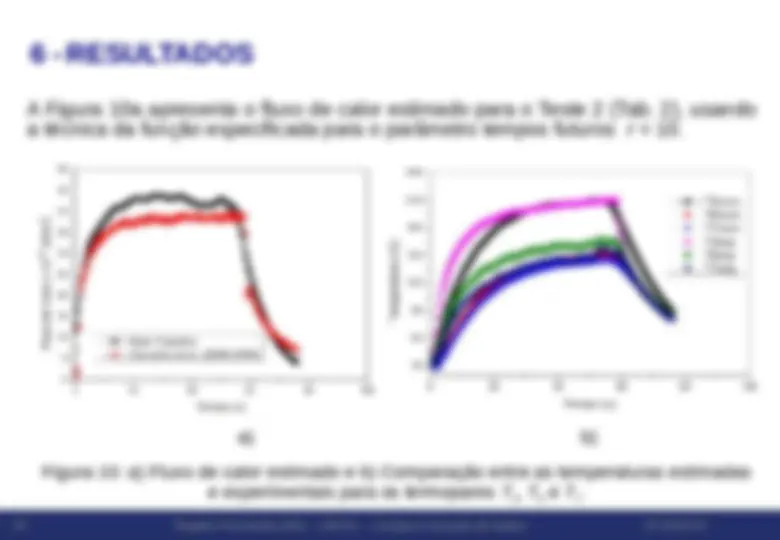
Na Figura 9a, o fluxo de calor foi estimado para o Teste 1 (Tab. 2), usando a
técnica da função especificada para o parâmetro tempos futuros r = 10.
a) b) Figura 9: a) Fluxo de calor estimado e b) Comparação entre as temperaturas estimadas e experimentais para os termopares T 3 , T 6 e T 7.
Figura 11. Comparação entre as temperaturas estimadas para as posições T 3 , T 6 e T 7 para os Testes 1 e 2.
6 - RESULTADOS
Parâmetros de corte Teste 1 Teste 2 Avanço 0, 138 (mm/rev) 0, 138 (mm/rev) Velocidade de Corte 135, 47 (m/min) 135, 47 (m/min) Profundidade de Corte (^) 5, 0 (mm) 1, 0 (mm) Diâmetro final 72 ,0 (mm) 76 ,0 (mm)
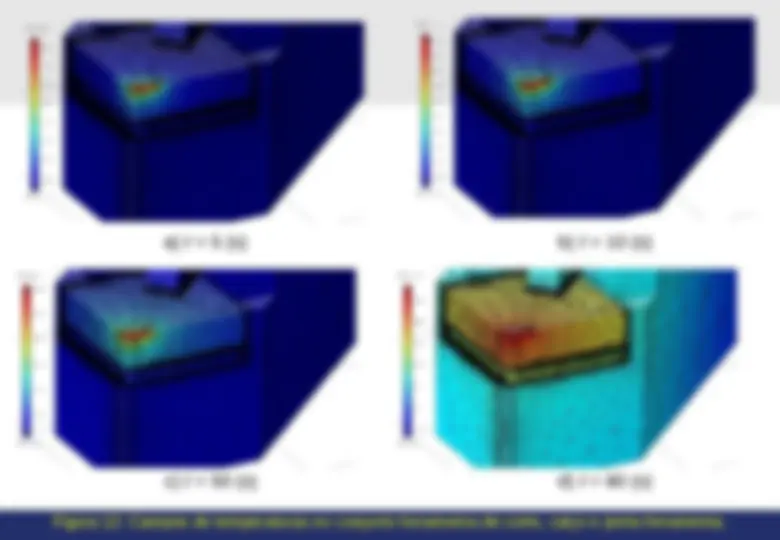
a) t = 5 (s) b) t = 10 (s) c) t = 50 (s) d) t = 80 (s) Figura 12: Campos de temperaturas no conjunto ferramenta de corte, calço e porta-ferramenta.