Baixe Asme b31.1A-2008 e outras Notas de estudo em PDF para Engenharia Mecânica, somente na Docsity!
ASME B31.1a-
Addenda to
ASME B31.1-
Power Piping
ASME Code for Pressure Piping, B
A N A M E R I C A N N A T I O N A L S T A N D A R D
Three Park Avenue • New York, NY 10016
Copyright ASME InternationalProvided by IHS under license with ASME A5807A No reproduction or networking permitted without license from IHS Not for Resale
--,,```,,,,````--,,,,,,,`---
//^:^^#^~^^""~:@":^^~$~"#:~^#~^~$"$^~~:^~:^:@:~*:$"\
Date of Issuance: June 9, 2008
ASME is the registered trademark of The American Society of Mechanical Engineers.
This code or standard was developed under procedures accredited as meeting the criteria for American National Standards. The Standards Committee that approved the code or standard was balanced to assure that individuals from competent and concerned interests have had an opportunity to participate. The proposed code or standard was made available for public review and comment that provides an opportunity for additional public input from industry, academia, regulatory agencies, and the public-at-large. ASME does not “approve,” “rate,” or “endorse” any item, construction, proprietary device, or activity. ASME does not take any position with respect to the validity of any patent rights asserted in connection with any items mentioned in this document, and does not undertake to insure anyone utilizing a standard against liability for infringement of any applicable letters patent, nor assume any such liability. Users of a code or standard are expressly advised that determination of the validity of any such patent rights, and the risk of infringement of such rights, is entirely their own responsibility. Participation by federal agency representative(s) or person(s) affiliated with industry is not to be interpreted as government or industry endorsement of this code or standard. ASME accepts responsibility for only those interpretations of this document issued in accordance with the established ASME procedures and policies, which precludes the issuance of interpretations by individuals.
No part of this document may be reproduced in any form, in an electronic retrieval system or otherwise, without the prior written permission of the publisher.
The American Society of Mechanical Engineers Three Park Avenue, New York, NY 10016-
Copyright © 2008 by THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS All rights reserved Printed in U.S.A.
Copyright ASME International Provided by IHS under license with ASME No reproduction or networking permitted without license from IHS Not for Resale
--,,```,,,,````--,,,,,,,`---
//^:^^#^~^^""~:@":^^~$~"#:~^#~^~$"$^~~:^~:^:@:~*:$"\
Page Location Change
124.4 In text table, for last three entries, cross- references corrected by errata 124.5 In text table, for last three entries, cross- references corrected by errata 63 124.6(C) In text table, for sixth through eighth entries, cross-references corrected by errata 67 Table 126.1 (1) Under Forgings, for ASTM B 462, title revised (2) Under Seamless Pipe and Tube, ASTM B 690 added 68 Table 126.1 (1) Under Welded Pipe and Tube, second entry corrected by errata to read B 608 (2) ASTM B 675, B 676, and B 804 added (3) Under Plate, Sheet, and Strip, ASTM B 171 added, B 402 deleted, and B 688 added (4) Under Rods, Bars, and Shapes, ASTM B 691 added 70 Table 126.1 Under National Fire Codes, NFPA 54/ ANSI Z223.1 added, NFPA 85 added, NFPA 1963 revised, and NFPA 8503 deleted
75 127.4.3 Revised 80 127.5.3(B) Last paragraph revised 87–88.1 Table 132 P-No. 5B revised
93 Table 136.4 General Note (f) added 118 Table A-2 Under Electric Fusion Welded Pipe — Filler Metal Added, for both A 691 Grade 91 lines, Note (17) references deleted by errata
132, 133 Table A-3 Under Seamless Pipe and Tube, Ferritic/ Austenitic, A 789 and A 790 S and S32750 added 138, 139 Table A-3 Under Welded Pipe and Tube — Without Filler Metal, Ferritic/Austenitic, A 789 and A 790 S32205 and S32750 added 144, 145 Table A-3 Under Plate, Sheet, and Strip, Ferritic/ Austenitic, A 240 S32205 and S added
148, 149 Table A-3 Under Forgings, Ferritic/Austenitic, A 182 Grades F60 and F53 added 150, 151 Table A-3 Under Fittings, Ferritic/Austenitic, A 815 S32205 added 154, 155 Table A-3 Under Bolts, Nuts, and Studs, Austenitic, for A 453 Grade 660, stress values for 200°F through 1,000°F added
(d)
Copyright ASME International Provided by IHS under license with ASME No reproduction or networking permitted without license from IHS Not for Resale
--,,```,,,,````--,,,,,,,`---
//^:^^#^~^^""~:@":^^~$~"#:~^#~^~$"$^~~:^~:^:@:~*:$"\
Page Location Change
158 Table A-3 Note (39) added
160–169 Table A-4 Under Seamless Pipe and Tube, two B 690 N08367 lines revised and two added
Table A-4 Under Welded Pipe and Tube, two B 675 N08367 lines revised and two added
Table A-4 Two B 676 N08367 lines revised and two added
Table A-4 Two B 804 N08367 lines revised and two added
Table A-4 (1) Under Plate, Sheet, and Strip, first two B 688 N08367 lines deleted (2) For four remaining B 688 N lines, Temper or Condition, Nominal Composition, and Notes revised
Table A-4 Under Bars, Rods, Shapes, and Forgings, for both B 564 N08367 lines, Temper or Condition, Nominal Composition, and Notes revised
Table A-4 For both B 691 N08367 lines, Temper or Condition, Nominal Composition, and Notes revised
Table A-4 Under Seamless Fittings, for both B 462 N08367 lines, Temper or Condition, Nominal Composition, and Notes revised
Table A-4 Under Welded Fittings, two B 366 N08367 lines added
170 Table A-4 Notes (21) and (22) added
174, 175 Table A-6 Under Seamless Pipe and Tube, for second B 42 line, Size or Thickness revised
Table A-6 For third B 42 line, Size or Thickness and stress value for 250°F revised
Table A-6 For B 111 C60800, stress value for 350°F revised
Table A-6 For B 280 C12200 Annealed, stress value for 200°F revised
Table A-6 For B 466 C71500, stress values for 650°F and 700°F added
Table A-6 Under Welded Pipe and Tube, for B 608, stress line revised
176, 177 Table A-6 (1) Under Plate, for C70600 Annealed and both C71500 lines, B 402 replaced by B 171 (2) Line for C70600 Hot rolled added
(e)
Copyright ASME International Provided by IHS under license with ASME No reproduction or networking permitted without license from IHS Not for Resale
--,,```,,,,````--,,,,,,,`---
//^:^^#^~^^""~:@":^^~$~"#:~^#~^~$"$^~~:^~:^:@:~*:$"\
ASME B31 COMMITTEE
Code for Pressure Piping
COMMITTEE OFFICERS M. L. Nayyar, Chair K. C. Bodenhamer, Vice Chair N. Lobo, Secretary
COMMITTEE PERSONNEL
R. J. T. Appleby, ExxonMobil Upstream Research Co. C. Becht IV, Becht Engineering Co. A. E. Beyer, Fluor Enterprises, Inc. K. C. Bodenhamer, Enterprise Products Co. J. S. Chin, TransCanada Pipeline U.S. D. L. Coym, Worley Parsons J. A. Drake, Spectra Energy Transmission P. D. Flenner, Flenner Engineering Services D. M. Fox, Atmos Energy J. W. Frey, Stress Engineering Service, Inc. D. R. Frikken, Becht Engineering Co. R. A. Grichuk, Fluor Corp. R. W. Haupt, Pressure Piping Engineering Associates, Inc. L. E. Hayden, Jr., Consultant G. A. Jolly, Vogt Valves/Flowserve Corp. N. Lobo, The American Society of Mechanical Engineers W. J. Mauro, American Electric Power
B31.1 POWER PIPING SECTION COMMITTEE
M. L. Nayyar, Chair, Bechtel Power Corp. P. D. Flenner, Vice Chair, Flenner Engineering Services S. Vasquez, Secretary, The American Society of Mechanical Engineers H. A. Ainsworth, Consultant W. R. Broz, CTG Forensics, Inc. D. D. Christian, Victaulic M. J. Cohn, Aptech Engineering Services, Inc. D. H. Creates, Ontario Power Generation, Inc. G. J. Delude, Penpower R. P. Deubler, Fronek Power Systems, LLC A. S. Drake, Constellation Energy Group S. J. Findlan, Electric Power Research Institute J. W. Frey, Stress Engineering Service, Inc. E. C. Goodling, Jr., Worley Parsons T. E. Hansen, American Electric Power R. W. Haupt, Pressure Piping Engineering Associates, Inc. C. L. Henley, Black & Veatch B. P. Holbrook, Riley Power, Inc. J. Kaliyadan, Dominion
vii
J. E. Meyer, Louis Perry & Associates, Inc. E. Michalopoulos, University of Macedonia M. L. Nayyar, Bechtel Power Corp. T. J. O’Grady II, BP Exploration (Alaska), Inc. R. G. Payne, Alstom Power, Inc. J. T. Powers, Worley Parsons E. H. Rinaca, Dominion Resources, Inc. M. J. Rosenfeld, Kiefner & Associates, Inc. R. J. Silvia, Process Engineers and Constructors, Inc. W. J. Sperko, Sperko Engineering Services, Inc. G. W. Spohn III, Coleman Spohn Corp. K. A. Vilminot, Black & Veatch A. L. Watkins, First Energy Corp. K. H. Wooten, ConocoPhillips Pipe Line Co. W. J. Koves, Ex-Officio, UOP LLC A. P. Rangus, Ex-Officio, Bechtel C. J. Melo, Alternate, Worley Parsons A. Soni, Delegate, Engineers India Ltd.
R. J. Kennedy, Detroit Edison Co. D. J. Leininger, Worley Parsons S. P. Licud, Bechtel Power Corp. W. M. Lundy, U.S. Coast Guard W. J. Mauro, American Electric Power D. C. Moore, Southern Co. Services, Inc. R. D. Patel, GE Energy Nuclear R. G. Payne, Alstom Power, Inc. D. W. Rahoi, Metallurgist K. I. Rapkin, FPL R. K. Reamey, Turner Industries Group, LLC E. H. Rinaca, Dominion Resources, Inc. R. D. Schueler, Jr., The National Board of Boiler and Pressure Vessel Inspectors J. P. Scott, Dominion J. J. Sekely, Welding Services, Inc. H. R. Simpson, Industry and Energy Associates, LLC S. K. Sinha, Lucius Pitkin, Inc. K. A. Vilminot, Black & Veatch A. L. Watkins, First Energy Corp.
(A08)
Copyright ASME International Provided by IHS under license with ASME No reproduction or networking permitted without license from IHS Not for Resale
--,,```,,,,````--,,,,,,,`---
//^:^^#^~^^""~:@":^^~$~"#:~^#~^~$"$^~~:^~:^:@:~*:$"\
B31.1 SUBGROUP ON DESIGN
K. A. Vilminot, Chair, Black & Veatch W. R. Broz, CTG Forensics, Inc. D. H. Creates, Ontario Power Generation, Inc. S. D. Cross, Utility Engineering M. K. Engelkemier, Stanley Consultants, Inc. J. W. Goodwin, Southern Co. R. W. Haupt, Pressure Piping Engineering Associates, Inc. B. P. Holbrook, Riley Power, Inc. M. W. Johnson, Reliant Energy
B31.1 SUBGROUP ON FABRICATION AND EXAMINATION
P. D. Flenner, Chair, Flenner Engineering Services R. B. Corbit, Exelon Nuclear C. Emslander S. J. Findlan, Electric Power Research Institute J. W. Frey, Stress Engineering Service, Inc. E. F. Gerwin J. Hainsworth, The Babcock & Wilcox Co.
B31.1 SUBGROUP ON GENERAL REQUIREMENTS
W. J. Mauro, Chair, American Electric Power H. A. Ainsworth, Consultant D. D. Christian, Victaulic G. J. Delude, Penpower
B31.1 SUBGROUP ON MATERIALS
C. L. Henley, Chair, Black & Veatch R. P. Deubler, Fronek Power Systems, LLC P. J. Dobson, Cummins & Barnard, Inc.
B31.1 SUBGROUP ON PIPING SYSTEM PERFORMANCE
J. W. Frey, Chair, Stress Engineering Service, Inc. M. J. Cohn, Aptech Engineering Services, Inc. D. H. Creates, Ontario Power Generation, Inc. P. D. Flenner, Flenner Engineering Services E. C. Goodling, Jr., Worley Parsons J. W. Goodwin, Southern Co. R. W. Haupt, Pressure Piping Engineering Associates, Inc. B. P. Holbrook, Riley Power, Inc.
B31.1 SUBGROUP ON SPECIAL ASSIGNMENTS
E. H. Rinaca, Chair, Dominion Resources, Inc. M. J. Cohn, Aptech Engineering Services, Inc. E. C. Goodling, Jr., Worley Parsons
B31 EXECUTIVE COMMITTEE
N. Lobo, Secretary, The American Society of Mechanical Engineers C. Becht IV, Becht Engineering Co. K. C. Bodenhamer, Enterprise Products Co. J. A. Drake, Spectra Energy Transmission P. D. Flenner, Flenner Engineering Services D. R. Frikken, Becht Engineering Co. R. W. Haupt, Pressure Piping Engineering Associates, Inc. B. P. Holbrook, Riley Power, Inc. G. A. Jolly, Vogt Valves/Flowserve Corp.
viii
R. J. Kennedy, Detroit Edison Co. W. M. Lundy, U.S. Coast Guard D. C. Moore, Southern Co. Services, Inc. A. D. Nance, Consultant R. D. Patel, GE Energy Nuclear R. G. Payne, Alstom Power, Inc. D. D. Pierce, Puget Sound Naval Shipyard K. I. Rapkin, FPL A. L. Watkins, First Energy Corp.
T. E. Hansen, American Electric Power D. J. Leininger, Worley Parsons S. P. Licud, Bechtel Power Corp. T. Monday, Team Industries, Inc. R. K. Reamey, Turner Industries Group, LLC J. J. Sekely, Welding Services, Inc. E. F. Summers, Jr., Babcock & Wilcox Construction Co.
J. Kaliyadan, Dominion R. D. Schueler, Jr., The National Board of Boiler and Pressure Vessel Inspectors
A. S. Drake, Constellation Energy Group M. L. Nayyar, Bechtel Power Corp. D. W. Rahoi, Metallurgist
M. W. Johnson, Reliant Energy R. J. Kennedy, Detroit Edison Co. D. C. Moore, Southern Co. Services, Inc. R. G. Payne, Alstom Power, Inc. K. I. Rapkin, FPL R. K. Reamey, Turner Industries Group, LLC E. H. Rinaca, Dominion Resources, Inc. J. P. Scott, Dominion
J. P. Scott, Dominion H. R. Simpson, Industry and Energy Associates, LLC S. K. Sinha, Lucius Pitkin, Inc.
W. J. Koves, UOP LLC E. Michalopoulos, University of Macedonia M. L. Nayyar, Bechtel Power Corp. T. J. O’Grady II, BP Exploration (Alaska), Inc. R. G. Payne, Alstom Power, Inc. A. P. Rangus, Bechtel W. J. Sperko, Sperko Engineering Services, Inc. G. W. Spohn III, Coleman Spohn Corp.
Copyright ASME International Provided by IHS under license with ASME No reproduction or networking permitted without license from IHS Not for Resale
--,,```,,,,````--,,,,,,,`---
//^:^^#^~^^""~:@":^^~$~"#:~^#~^~$"$^~~:^~:^:@:~*:$"\
INTRODUCTION
The ASME B31 Code for Pressure Piping consists of a number of individually published Sections, each an American National Standard, under the direction of ASME Committee B31, Code for Pressure Piping. Rules for each Section have been developed consider- ing the need for application of specific requirements for various types of pressure piping. Applications consid- ered for each Code Section include: B31.1 Power Piping: piping typically found in electric power generating stations, in industrial and institutional plants, geothermal heating systems, and central and dis- trict heating and cooling systems; B31.3 Process Piping: piping typically found in petro- leum refineries, chemical, pharmaceutical, textile, paper, semiconductor, and cryogenic plants, and related pro- cessing plants and terminals; B31.4 Pipeline Transportation Systems for Liquid Hydrocarbons and Other Liquids: piping transporting products which are predominately liquid between plants and terminals and within terminals, pumping, regulat- ing, and metering stations; B31.5 Refrigeration Piping: piping for refrigerants and secondary coolants; B31.8 Gas Transportation and Distribution Piping Systems: piping transporting products which are pre- dominately gas between sources and terminals, includ- ing compressor, regulating, and metering stations; and gas gathering pipelines; B31.9 Building Services Piping: piping typically found in industrial, institutional, commercial, and public build- ings, and in multi-unit residences, which does not require the range of sizes, pressures, and temperatures covered in B31.1; B31.11 Slurry Transportation Piping Systems: piping transporting aqueous slurries between plants and termi- nals and within terminals, pumping, and regulating sta- tions. This is the B31.1 Power Piping Code Section. Hereafter, in this Introduction and in the text of this Code Section B31.1, where the word Code is used without specific identification, it means this Code Section. It is the owner ’s responsibility to select the Code Section which most nearly applies to a proposed piping installation. Factors to be considered by the owner include: limitations of the Code Section, jurisdictional requirements, and the applicability of other codes and standards. All applicable requirements of the selected Code Section shall be met. For some installations, more than one Code Section may apply to different parts of the installation. The owner is also responsible for imposing
x
requirements supplementary to those of the selected Code Section, if necessary, to assure safe piping for the proposed installation. Certain piping within a facility may be subject to other codes and standards, including but not limited to: ASME Boiler and Pressure Vessel Code, Section III: nuclear power piping; ANSI Z223.1 National Fuel Gas Code: piping for fuel gas from the point of delivery to the connection of each fuel utilization device; NFPA Fire Protection Standards: fire protection sys- tems using water, carbon dioxide, halon, foam, dry chemical, and wet chemicals; NFPA 99 Health Care Facilities: medical and labora- tory gas systems; NFPA 8503 Standard for Pulverized Fuel Systems: pip- ing for pulverized coal from the coal mills to the burners; Building and plumbing codes, as applicable, for pota- ble hot and cold water, and for sewer and drain systems. The Code sets forth engineering requirements deemed necessary for safe design and construction of pressure piping. While safety is the basic consideration, this factor alone will not necessarily govern the final specifications for any piping system. The designer is cautioned that the Code is not a design handbook; it does not do away with the need for the designer or for competent engi- neering judgment. To the greatest possible extent, Code requirements for design are stated in terms of basic design principles and formulas. These are supplemented as necessary with specific requirements to assure uniform application of principles and to guide selection and application of pip- ing elements. The Code prohibits designs and practices known to be unsafe and contains warnings where cau- tion, but not prohibition, is warranted. The specific design requirements of the Code usually revolve around a simplified engineering approach to a subject. It is intended that a designer capable of applying more complete and rigorous analysis to special or unusual problems shall have latitude in the develop- ment of such designs and the evaluation of complex or combined stresses. In such cases the designer is responsi- ble for demonstrating the validity of his approach. This Code Section includes the following: (a) references to acceptable material specifications and component standards, including dimensional requirements and pressure-temperature ratings (b) requirements for design of components and assemblies, including pipe supports
Copyright ASME International Provided by IHS under license with ASME No reproduction or networking permitted without license from IHS Not for Resale
--,,```,,,,````--,,,,,,,`---
//^:^^#^~^^""~:@":^^~$~"#:~^#~^~$"$^~~:^~:^:@:~*:$"\
ASME B31.1a-
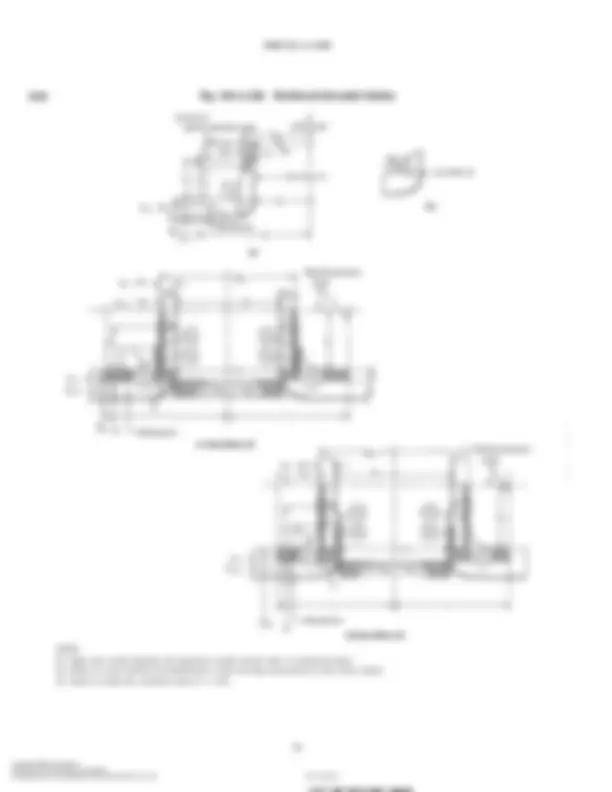
Fig. 100.1.2(B) Code Jurisdictional Limits for Piping — Drum-Type Boilers
Blow-off single and multiple installations
Feedwater systems and valving 122.1.3 & 122.1.
Drain
Drain Drain 122.1.
Soot blowers
Level indicators 122.1.
122.1.
Main steam 122.1.
122.6.
Vents and instrumentation
Drain
Single installation
Multiple installation Common header
Control device 122.1. Vent
Drain
Inlet header (if used)
Superheater
Reheater
Economizer
Drain
122.1.7(D) Hot reheat
122.1.7(D) Cold reheat
Vent
Vent
Drain
122.1.
Steam drum
Soot blowers
Surface blow Continuous blow Chemical feed drum sample
Multiple installations
Single installation
Common header
Single boiler Single boiler
Two or more boilers fed from a common source
Two or more boilers fed from a common source
Regulating valves
Boiler No. 2
Boiler No. 1
Boiler No. 2
Boiler No. 1
Vent
Vent
122.1.4 Water drum
Administrative Jurisdiction and Technical Responsibility Boiler Proper — The ASME Boiler and Pressure Vessel Code (ASME BPVC) has total administrative jurisdiction and technical responsibility. Refer to ASME BPVC Section I Preamble.
Boiler External Piping and Joint (BEP) — The ASME BPVC has total administrative jurisdiction (mandatory certification by Code Symbol stamping, ASME Data Forms, and Authorized Inspection) of BEP. The ASME Section Committee B31.1 has been assigned technical responsibility. Refer to ASME BPVC Section I Preamble and ASME B31.1 Scope, para. 100.1.2(A). Applicable ASME B31.1 Editions and Addenda are referenced in ASME BPVC Section I, PG-58.3.
Nonboiler External Piping and Joint (NBEP) — The ASME Code Committee for Pressure Piping, B31, has total administrative jurisdiction and technical responsibility.
(A08)
Copyright ASME International Provided by IHS under license with ASME No reproduction or networking permitted without license from IHS Not for Resale
--,,```,,,,````--,,,,,,,`---
//^:^^#^~^^""~:@":^^~$~"#:~^#~^~$"$^~~:^~:^:@:~*:$"\
ASME B31.1a-
steel: an alloy of iron and carbon with no more than 2% carbon by weight. Other alloying elements may include manganese, sulfur, phosphorus, silicon, aluminum, chromium, copper, nickel, molybdenum, vanadium, and others depending upon the type of steel. For acceptable material specifications for steel, refer to Chapter III, Materials. stresses displacement stress: a stress developed by the self- constraint of the structure. It must satisfy an imposed strain pattern rather than being in equilibrium with an external load. The basic characteristic of a displacement stress is that it is self-limiting. Local yielding and minor distortions can satisfy the displacement or expansion conditions which cause the stress to occur. Failure from one application of the stress is not to be expected. Fur- ther, the displacement stresses calculated in this Code are “effective” stresses and are generally lower than those predicted by theory or measured in strain-gage tests. 1 peak stress: the highest stress in the region under con- sideration. The basic characteristic of a peak stress is that it causes no significant distortion and is objection- able only as a possible source of a fatigue crack initiation or a brittle fracture. This Code does not utilize peak stress as a design basis, but rather uses effective stress values for sustained stress and for displacement stress; the peak stress effect is combined with the displacement stress effect in the displacement stress range calculation. sustained stress: a stress developed by an imposed load- ing which is necessary to satisfy the laws of equilibrium between external and internal forces and moments. The basic characteristic of a sustained stress is that it is not self-limiting. If a sustained stress exceeds the yield strength of the material through the entire thickness, the prevention of failure is entirely dependent on the strain- hardening properties of the material. A thermal stress is not classified as a sustained stress. Further, the sustained stresses calculated in this Code are “effective” stresses and are generally lower than those predicted by theory or measured in strain-gage tests. stress-relieving: see heat treatments. submerged arc welding: an arc welding process wherein coalescence is produced by heating with an electric arc or arcs between a bare metal electrode or electrodes and the work. The welding is shielded by a blanket of
(^1) Normally, the most significant displacement stress is encoun- tered in the thermal expansion stress range from ambient to the normal operating condition. This stress range is also the stress range usually considered in a flexibility analysis. However, if other significant stress ranges occur, whether they are displacement stress ranges (such as from other thermal expansion or contraction events, or differential support movements) or sustained stress ranges (such as from cyclic pressure, steam hammer, or earthquake inertia forces), paras. 102.3.2(B) and 104.8.3 may be used to evaluate their effect on fatigue life.
granular, fusible material on the work. Pressure is not used, and filler metal is obtained from the electrode and sometimes from a supplementary welding rod. supplementary steel: steel members which are installed between existing members for the purpose of installing supports for piping or piping equipment. swivel joint: a component which permits single-plane rotational movement in a piping system. tack weld: a weld made to hold parts of a weldment in proper alignment until the final welds are made. throat of a fillet weld actual: the shortest distance from the root of a fillet weld to its face. theoretical: the distance from the beginning of the root of the joint perpendicular to the hypotenuse of the larg- est right triangle that can be inscribed within the fillet weld cross section. toe of weld: the junction between the face of the weld and the base metal. tube: refer to pipe and tube. tungsten electrode: a nonfiller metal electrode used in arc welding, consisting of a tungsten wire. undercut: a groove melted into the base metal adjacent to the toe of a weld and not filled with weld metal. visual examination: the observation of whatever portions of components, joints, and other piping elements that are exposed to such observation either before, during, or after manufacture, fabrication, assembly, erection, inspection, or testing. This examination may include verification of the applicable requirements for materials, components, dimensions, joint preparation, alignment, welding or joining, supports, assembly, and erection. weld: a localized coalescence of metal which is produced by heating to suitable temperatures, with or without the application of pressure, and with or without the use of filler metal. The filler metal shall have a melting point approximately the same as the base metal. welder: one who is capable of performing a manual or semiautomatic welding operation. Welder/Welding Operator Performance Qualification (WPQ): demonstration of a welder’s ability to produce welds in a manner described in a Welding Procedure Specification that meets prescribed standards. welding operator: one who operates machine or automatic welding equipment. Welding Procedure Specification (WPS): a written qualified welding procedure prepared to provide direction for making production welds to Code requirements. The WPS or other documents may be used to provide direc- tion to the welder or welding operator to assure compli- ance with the Code requirements. weldment: an assembly whose component parts are joined by welding.
Copyright ASME International Provided by IHS under license with ASME No reproduction or networking permitted without license from IHS Not for Resale
--,,```,,,,````--,,,,,,,`---
//^:^^#^~^^""~:@":^^~$~"#:~^#~^~$"$^~~:^~:^:@:~*:$"\
(A08)
ASME B31.1a-
Chapter II
Design
PART 1 CONDITIONS AND CRITERIA
101 DESIGN CONDITIONS
101.1 General
These design conditions define the pressures, temper- atures and various forces applicable to the design of power piping systems. Power piping systems shall be designed for the most severe condition of coincident pressure, temperature and loading, except as herein stated. The most severe condition shall be that which results in the greatest required pipe wall thickness and the highest flange rating.
101.2 Pressure
All pressures referred to in this Code are expressed in pounds per square inch and kilopascals above atmo- spheric pressure, i.e., psig [kPa (gage)], unless otherwise stated.
101.2.2 Internal Design Pressure. The internal
design pressure shall be not less than the maximum sustained operating pressure (MSOP) within the piping system including the effects of static head.
101.2.4 External Design Pressure. Piping subject to
external pressure shall be designed for the maximum differential pressure anticipated during operating, shut- down, or test conditions.
101.2.5 Pressure Cycling. This Code does not
address the contribution to fatigue in fittings and com- ponents caused by pressure cycling. Special consider- ation may be necessary where systems are subjected to a very high number of large pressure cycles.
101.3 Temperature
101.3.1 All temperatures referred to in this Code,
unless otherwise stated, are the average metal tempera- tures of the respective materials expressed in degrees Fahrenheit, i.e., °F (Celsius, i.e., °C).
101.3.2 Design Temperature
(A) The piping shall be designed for a metal tempera- ture representing the maximum sustained condition expected. The design temperature shall be assumed to be the same as the fluid temperature unless calculations or tests support the use of other data, in which case the design temperature shall not be less than the average of the fluid temperature and the outside wall temperature.
(B) Where a fluid passes through heat exchangers in series, the design temperature of the piping in each section of the system shall conform to the most severe temperature condition expected to be produced by the heat exchangers in that section of the system. (C) For steam, feedwater, and hot water piping lead- ing from fired equipment (such as boiler, reheater, super- heater, economizer, etc.), the design temperature shall be based on the expected continuous operating condi- tion plus the equipment manufacturers guaranteed max- imum temperature tolerance. For operation at temperatures in excess of this condition, the limitations described in para. 102.2.4 shall apply. (D) Accelerated creep damage, leading to excessive creep strains and potential pipe rupture, caused by extended operation above the design temperature shall be considered in selecting the design temperature for piping to be operated above 800°F (425°C).
101.4 Ambient Influences
101.4.1 Cooling Effects on Pressure. Where the
cooling of a fluid may reduce the pressure in the piping to below atmospheric, the piping shall be designed to withstand the external pressure or provision shall be made to break the vacuum.
101.4.2 Fluid Expansion Effects. Where the expan-
sion of a fluid may increase the pressure, the piping system shall be designed to withstand the increased pressure or provision shall be made to relieve the excess pressure.
101.5 Dynamic Effects
101.5.1 Impact. Impact forces caused by all external
and internal conditions shall be considered in the piping design. One form of internal impact force is due to the propagation of pressure waves produced by sudden changes in fluid momentum. This phenomena is often called water or steam “hammer.” It may be caused by the rapid opening or closing of a valve in the system. The designer should be aware that this is only one example of this phenomena and that other causes of impact load- ing exist.
101.5.2 Wind. Exposed piping shall be designed to
withstand wind loadings, using meteorological data to determine wind forces. Where state or municipal ordi- nances covering the design of building structures are in
Copyright ASME International Provided by IHS under license with ASME No reproduction or networking permitted without license from IHS Not for Resale
--,,```,,,,````--,,,,,,,`---
//^:^^#^~^^""~:@":^^~$~"#:~^#~^~$"$^~~:^~:^:@:~*:$"\
INTENTIONALLY LEFT BLANK
Copyright ASME International Provided by IHS under license with ASME No reproduction or networking permitted without license from IHS Not for Resale
--,,```,,,,````--,,,,,,,`---
//^:^^#^~^^""~:@":^^~$~"#:~^#~^~$"$^~~:^~:^:@:~*:$"\
ASME B31.1a-
f is 0.15, which results in an allowable displace- ment stress range for a total number of equiva- lent reference displacement stress range cycles greater than 10^8 cycles. S (^) c p basic material allowable stress from Appendix A at the minimum metal temperature expected during the reference stress range cycle, psi (kPa)^2 Sh p basic material allowable stress from Appendix A at the maximum metal temperature expected during the reference stress range cycle, psi (kPa)^2
In determining the basic material allowable stresses, Sc and S (^) h , for welded pipe, the joint efficiency factor, E , need not be applied (see para. 102.4.3). The values of the allowable stresses from Appendix A may be divided by the joint efficiency factor given for that material. In determining the basic material allowable stresses for castings, the casting quality factor, F , shall be applied (see para. 102.4.6). When considering more than a single displacement stress range, whether from thermal expansion or other cyclic conditions, each significant stress range shall be computed. The reference displacement stress range, S (^) E , is defined as the greatest computed displacement stress range. The total number of reference displacement stress range cycles, N , may then be calculated by eq. (2)
(A08) (^) N p N (^) E + �( q (^) i^5 Ni ) for i p 1, 2,.. ., n (2)
where NE p number of cycles of the reference displacement stress range, SE Ni p number of cycles associated with displacement stress range, Si qi p Si / SE Si p any computed stress range other than the refer- ence displacement stress range, psi (kPa)
102.3.3 Limits of Calculated Stresses Due to Occa-
sional Loads
(A) During Operation. The sum of the longitudinal stresses produced by internal pressure, live and dead loads and those produced by occasional loads, such as the temporary supporting of extra weight, may exceed the allowable stress values given in the Allowable Stress Tables by the amounts and durations of time given in para. 104.8.2. (B) During Test. During pressure tests performed in accordance with para. 137, the circumferential (hoop) stress shall not exceed 90% of the yield strength (0.2% offset) at test temperature. In addition, the sum of longi- tudinal stresses due to test pressure and live and dead
(^2) For materials with a minimum tensile strength of over 70 ksi (480 MPa), eqs. (1A) and (1B) shall be calculated using Sc or S (^) h values no greater than 20 ksi (140 MPa), unless otherwise justified.
loads at the time of test, excluding occasional loads, shall not exceed 90% of the yield strength at test temperature.
102.4 Allowances
102.4.1 Corrosion or Erosion. When corrosion or
erosion is expected, an increase in wall thickness of the piping shall be provided over that required by other design requirements. This allowance in the judgment of the designer shall be consistent with the expected life of the piping.
102.4.2 Threading and Grooving. The calculated
minimum thickness of piping (or tubing) which is to be threaded shall be increased by an allowance equal to thread depth; dimension h of ASME B1.20.1 or equiva- lent shall apply. For machined surfaces or grooves, where the tolerance is not specified, the tolerance shall be assumed to be 1 ⁄ 64 in. (0.40 mm) in addition to the speci- fied depth of cut. The requirements of para. 104.1.2(C) shall also apply.
102.4.3 Weld Joint Efficiency Factors. The use of
joint efficiency factors for welded pipe is required by this Code. The factors in Table 102.4.3 are based on full penetration welds. These factors are included in the allowable stress values given in Appendix A. The factors in Table 102.4.3 apply to both straight seam and spiral seam welded pipe.
102.4.4 Mechanical Strength. Where necessary for
mechanical strength to prevent damage, collapse, exces- sive sag, or buckling of pipe due to superimposed loads from supports or other causes, the wall thickness of the pipe should be increased; or, if this is impractical or would cause excessive local stresses, the superimposed loads or other causes shall be reduced or eliminated by other design methods. The requirements of para. 104.1.2(C) shall also apply.
102.4.5 Bending. The minimum wall thickness at
any point on the bend shall conform to (A) or (B) below. (A) The minimum wall thickness at any point in a completed bend shall not be less than required by eq. (3) or (3A) of para. 104.1.2(A). (A.1) Table 102.4.5 is a guide to the designer who must specify wall thickness for ordering pipe. In general, it has been the experience that when good shop practices are employed, the minimum thicknesses of straight pipe shown in Table 102.4.5 should be sufficient for bending and still meet the minimum thickness requirements of para. 104.1.2(A). (A.2) The bend thinning allowance in Table 102.4. may be provided in all parts of the cross section of the pipe circumference without any detrimental effects being produced. (B) The minimum required thickness, t (^) m , of a bend, after bending, in its finished form, shall be determined in accordance with eq. (3B) or (3C)
(07)
Copyright ASME International Provided by IHS under license with ASME No reproduction or networking permitted without license from IHS Not for Resale
--,,```,,,,````--,,,,,,,`---
//^:^^#^~^^""~:@":^^~$~"#:~^#~^~$"$^~~:^~:^:@:~*:$"\
(07)
ASME B31.1a-
Table 102.4.5 Bend Thinning Allowance
Minimum Thickness Recommended Prior to Radius of Bends Bending
6 pipe diameters or greater 1.06 t (^) m 5 pipe diameters 1.08 t (^) m 4 pipe diameters 1.14 t (^) m 3 pipe diameters 1.25 t (^) m
GENERAL NOTES: (a) Interpolation is permissible for bending to intermediate radii. (b) tm is determined by eq. (3) or (3A) of para. 104.1.2(A). (c) Pipe diameter is the nominal diameter as tabulated in ASME B36.10M, Tables 1, and ASME B36.19M, Table 1. For piping with a diameter not listed in these Tables, and also for tubing, the nominal diameter corresponds with the outside diameter.
Fig. 102.4.5 Nomenclature for Pipe Bends
Extrados
End of bend (typ.)
R
Intrados
stress values of Appendix A as the design basis. A factor of 0.80 is included in the allowable stress values for all castings given in Appendix A. This required factor does not apply to component stan- dards listed in Table 126.1, if such standards define allowable pressure–temperature ratings or provide the allowable stresses to be used as the design basis for the component. (B) For steel materials, a casting quality factor not exceeding 1.0 may be applied when the following requirements are met: (B.1) All steel castings having a nominal body thickness of 4 1 ⁄ 2 in. (114 mm) or less (other than pipe flanges, flanged valves and fittings, and butt welding end valves, all complying with ASME B16.5 or B16.34) shall be inspected as follows: (B.1.1) All critical areas, including the junctions of all gates, risers, and abrupt changes in section or direction and area of weld end preparation shall be radiographed in accordance with Article 2 of Section V of the ASME Boiler and Pressure Vessel Code, and the
radiographs shall conform to the requirements of ASTM E 446, Reference Radiographs for Steel Castings up to 2 in. (50 mm) in Thickness or E 186 Reference Radiographs for Heavy Walled [2 to 4 1 ⁄ 2 in. (50 to 114 mm)] Steel Castings, depending upon the section thick- ness. The maximum acceptable severity level for a 1. quality factor shall be as listed in Table 102.4.6(B.1.1). (B.1.2) All surfaces of each casting, including machined gasket seating surfaces, shall be examined by the magnetic particle or dye penetrant method after heat treatment. The examination techniques shall be in accordance with Article 6 or 7, as applicable, and Article 9 of Section V of the ASME Boiler and Pressure Vessel Code. Magnetic particle or dye penetrant indications exceeding degree 1 of Type I, degree 2 of Type II, and degree 3 of Type III, and exceeding degree 1 of Types IV and V of ASTM E 125, Standard Reference Photo- graphs for Magnetic Particle Indications on Ferrous Castings, are not acceptable and shall be removed. (B.1.3) Where more than one casting of a particu- lar design is produced, each of the first five castings shall be inspected as above. Where more than five castings are being produced, the examination shall be performed on the first five plus one additional casting to represent each five additional castings. If this additional casting proves to be unacceptable, each of the remaining cast- ings in the group shall be inspected. (B.1.4) Any discontinuities in excess of the maxi- mum permitted in (B.1.1) and (B.1.2) above shall be removed, and the casting may be repaired by welding after the base metal has been inspected to assure com- plete removal of discontinuities. [Refer to para. 127.4.11(A).] The complete 4d repair shall be subject to reinspection by the same method as was used in the original inspection and shall be reinspected after any required postweld heat treatment. (B.2) All steel castings having a nominal body thickness greater than 4^1 ⁄ 2 in. (114 mm) (other than pipe flanges, flanged valves and fittings, and butt welding end valves, all complying with ASME B16.5 or B16.34) shall be inspected as follows: (B.2.1) All surfaces of each casting including machined gasket seating surfaces, shall be examined by the magnetic particle or dye penetrant method after heat treatment. The examination techniques shall be in accordance with Article 6 or 7, as applicable, and with Article 9 of Section V of the ASME Boiler and Pressure Vessel Code. Magnetic particle or dye penetrant indica- tions exceeding degree 1 of Type I, degree 2 of Type II, degree 3 of Type III, and degree 1 of Types IV and V of ASTM E 125, Standard Reference Photographs for Magnetic Particle Indications on Ferrous Castings, shall be removed. (B.2.2) All parts of castings shall be subjected to complete radiographic inspection in accordance with Article 2 of Section V of the ASME Boiler and Pressure
Copyright ASME International Provided by IHS under license with ASME No reproduction or networking permitted without license from IHS Not for Resale
--,,```,,,,````--,,,,,,,`---
//^:^^#^~^^""~:@":^^~$~"#:~^#~^~$"$^~~:^~:^:@:~*:$"\
ASME B31.1a-
Table 102.4.6(B.1.1) Maximum Severity Level for Casting Thickness 4 1 ⁄ 2 in. (114 mm) or Less
Severity Level Discontinuity ≤1 in. (25 mm) >1 in. (25 mm) Discontinuity Category Designation Thick Thick Category Designation Severity Level For E 446 [Castings up to 2 in. (50 mm) Thickness] For E 186 [Castings 2 in. to 4 1 ⁄ 2 in. (50 mm to 114 mm) Thickness] A 1 2 A, B, and Types 1 and 2 of C 2 B 2 3 Type 3 of C 3 C Types 1, 2, 1 3 3, and 4 D, E, and F None D, E, F, and G None None acceptable acceptable acceptable
Table 102.4.6(B.2.2) Maximum Severity Level for
Casting Thickness Greater Than 4 1 ⁄ 2 in. (114 mm)
Discontinuity Category Designation Severity Level
A, B, and Types 1, 2, and 3 of C 2
D, E, and F None acceptable
Vessel Code, and the radiographs shall conform to the requirements of ASTM E 280, Reference Radiographs for Heavy Walled [4 1 ⁄ 2 to 12 in. (114 to 305 mm)] Steel Castings. The maximum acceptable severity level for a 1.0 qual- ity factor shall be as listed in Table 102.4.6(B.2.2). (B.2.3) Any discontinuities in excess of the maxi- mum permitted in (B.2.1) and (B.2.2) above shall be removed and may be repaired by welding after the base metal has been magnetic particle or dye penetrant inspected to assure complete removal of discontinuities. [Refer to para. 127.4.11(A).] (B.2.4) All weld repairs of depth exceeding 1 in. (25 mm) or 20% of the section thickness, whichever is the lesser, shall be inspected by radiography in accor- dance with (B.2.2) above and by magnetic particle or dye penetrant inspection of the finished weld surface. All weld repairs of depth less than 20% of the section thickness, or 1 in. (25 mm), whichever is the lesser, and all weld repairs of section that cannot be effectively radiographed shall be examined by magnetic particle or dye penetrant inspection of the first layer, of each (^1) ⁄ 4 in. (6 mm) thickness of deposited weld metal, and of the finished weld surface. Magnetic particle or dye penetrant testing of the finished weld surface shall be done after postweld heat treatment. (C) For cast iron and nonferrous materials, no increase of the casting quality factor is allowed except when
special methods of examination, prescribed by the mate- rial specification, are followed. If such increase is specifi- cally permitted by the material specification, a factor not exceeding 1.0 may be applied.
102.4.7 Weld Strength Reduction Factors. At ele-
vated temperatures, seam welds on longitudinal-welded or spiral-welded pipe can have lower creep strength than the base material. This reduction is a factor in determining the minimum wall thickness for longitudi- nal-welded or spiral-welded pipe (i.e., not seamless), whether fabricated in accordance with a material specifi- cation or fabricated in accordance with the rules of this Code. The weld strength reduction factor, W , is given in Table 102.4.7. The designer is responsible to assess application of weld strength reduction factor require- ments for welds other than longitudinal and spiral, as applicable (e.g., circumferential welds).
PART 2 PRESSURE DESIGN OF PIPING COMPONENTS
103 CRITERIA FOR PRESSURE DESIGN OF PIPING
COMPONENTS
The design of piping components shall consider the effects of pressure and temperature, in accordance with paras. 104.1 through 104.7, including the consideration of allowances permitted by paras. 102.2.4 and 102.4. In addition, the mechanical strength of the piping system shall be determined adequate in accordance with para. 104.8 under other applicable loadings, including but not limited to those loadings defined in para. 101.
104 PRESSURE DESIGN OF COMPONENTS
104.1 Straight Pipe
104.1.1 Straight Pipe Under Internal Pressure.
Straight pipe under internal pressure shall have a mini- mum wall thickness calculated per para. 104.1.2 if the
(A08)
(A08)
Copyright ASME International Provided by IHS under license with ASME No reproduction or networking permitted without license from IHS Not for Resale
--,,```,,,,````--,,,,,,,`---
//^:^^#^~^^""~:@":^^~$~"#:~^#~^~$"$^~~:^~:^:@:~*:$"\