



ASSOCIAÇÃO BENEFICENTE DA INDÚSTRIA CARBONÍFERA DE S.C. - SATC
Luiz Carlos Oenning Fornazza
Maicon Macarini
Patryck Civieiro Elias
Paulo Ricardo Miguel
Rogério Silveira Rezende
ATIVIDADE BASEADA EM PROJETO
Criciúma, 2021









Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
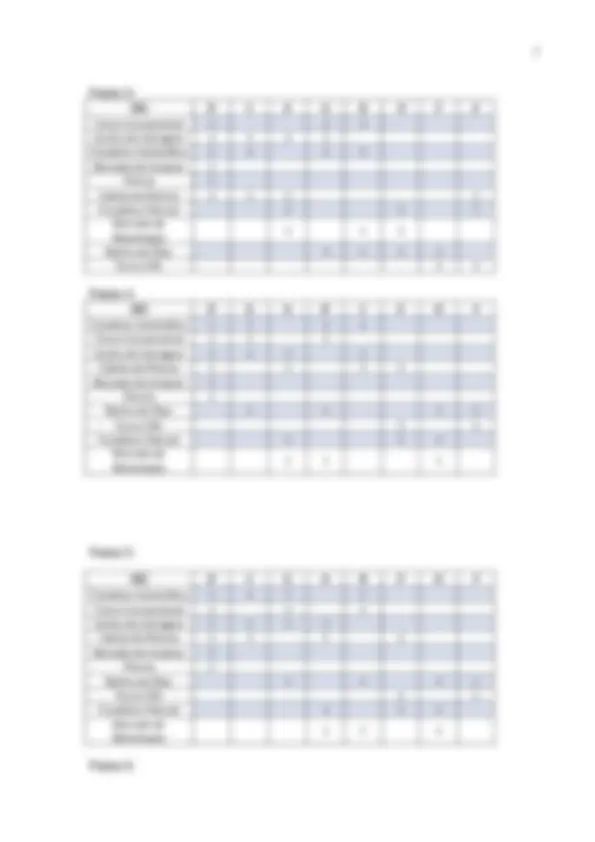
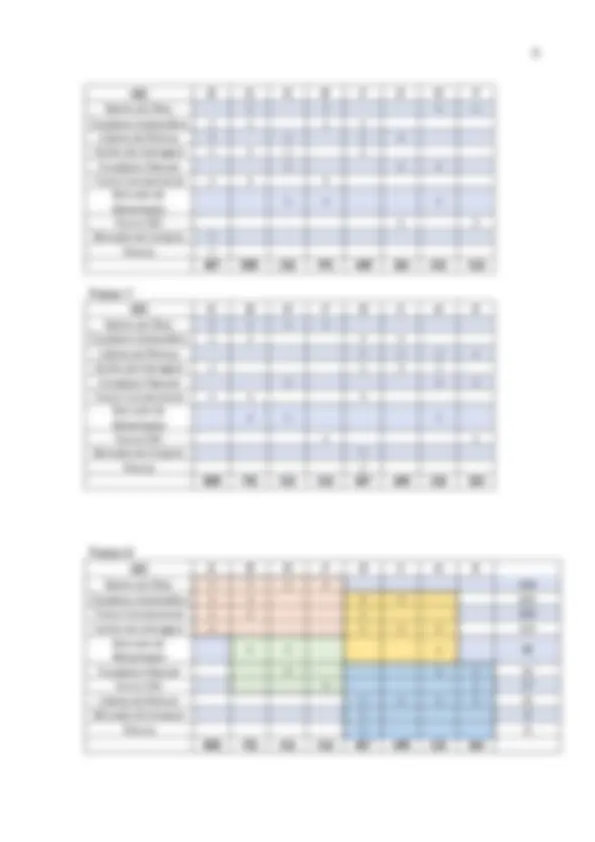
Neste documento, os autores apresentam um relatório de planejamento de produção para uma empresa carbonífera, demonstrando como definir o número de células, aplicar fluxos de produção e layout para atender à demanda. O planejamento utiliza métodos de roc (return on capacity) para determinar a quantidade de máquinas necessárias, considerando a capacidade de produção, tempo médio entre falhas e tempo médio para reparos.
Tipologia: Provas
1 / 18

Esta página não é visível na pré-visualização
Não perca as partes importantes!
Manual Pintura
Furação Automática Banho de óleo
a
Automática
Furação AutomáticaT. Convencional Usinagem CNC Prensagem Pintura
Torneamento CNC Furação Manual Pintura
Torneamento CNC Banho de óleo
Furação AutomáticaUsinagem CNC Banho de óleo
Manual Banho de Óleo
Equipamento pçs/hora MTTR MTBF Torno CNC 12 1 35 Bancada de Rebarbação 15 0,1 2 Centro de Usinagem 16 5 65 Torno Convencional 5 0,5 15 Bancada de Limpeza 20 0,5 90 Prensa 6 2 120
Limpeza Prensa 250 6 120 2 0,98 41,67 42,36 6 Cabine de Pintura 745 20 60 4 0,94 37,25 39,73 5 Furadeira Automática 690 16 45 1 0,98 43,13 44,08 6 Furadeira Manual 445 9 30 1 0,97 49,44 51,09 7 Banho de Óleo 450 20 60 4 0,94 22,50 24,00 3
Bancada de Limpeza 1 Prensa 1 Torno CNC 1 1 Furadeira Manual 1 1 1 Bancada de Rebarbação
Torno Convencional 1 1 1 Banho de Óleo 1 1 1 1 Centro de Usinagem 1 1 1 1 Cabine de Pintura 1 1 1 1 Furadeira Automática 1 1 1 1
Torno Convencional 1 1 1 Centro de Usinagem 1 1 1 1 Furadeira Automática 1 1 1 1 Bancada de Limpeza 1 Prensa 1 Cabine de Pintura 1 1 1 1 Furadeira Manual 1 1 1 Bancada de Rebarbação
Banho de Óleo 1 1 1 1 Torno CNC 1 1
Torno Convencional 1 1 1 Centro de Usinagem 1 1 1 1 Furadeira Automática 1 1 1 1 Bancada de Limpeza 1 Prensa 1 Cabine de Pintura 1 1 1 1 Furadeira Manual 1 1 1 Bancada de Rebarbação
Banho de Óleo 1 1 1 1 Torno CNC 1 1
Furadeira Automática 1 1 1 1 Torno Convencional 1 1 1 Centro de Usinagem 1 1 1 1 Cabine de Pintura 1 1 1 1 Bancada de Limpeza 1 Prensa 1 Banho de Óleo 1 1 1 1 Torno CNC 1 1 Furadeira Manual 1 1 1 Bancada de Rebarbação
Furadeira Automática 1 1 1 1 Torno Convencional 1 1 1 Centro de Usinagem 1 1 1 1 Cabine de Pintura 1 1 1 1 Bancada de Limpeza 1 Prensa 1 Banho de Óleo 1 1 1 1 Torno CNC 1 1 Furadeira Manual 1 1 1 Bancada de Rebarbação
Banho de Óleo 1 1 1 1 Furadeira Automática 1 1 1 1 Torno Convencional 1 1 1 Centro de Usinagem 1 1 1 1 Bancada de Rebarbação
Furadeira Manual 1 1 1 Torno CNC 1 1 Cabine de Pintura 1 1 1 1 Bancada de Limpeza 1 Prensa 1
Prod. A Prod. B Prod. C Prod. D Prod. E Prod. F Prod. G Prod. H total dia Qtd. Máquinas Torno CNC 80 60 140 1 Bancada de Rebarbação
Bancada de Rebarbação
Bancada de Rebarbação
Centro de Usinagem
Centro de Usinagem
Centro de Usinagem
Torno 140 140 2
Convencional Torno Convencional
Bancada de Limpeza
Prensa 250 250 3 Cabine de Pintura
Cabine de Pintura
Cabine de Pintura
Furadeira Automática
Furadeira Automática
Furadeira Automática
Furadeira Manual
Furadeira Manual
Furadeira Manual
Banho de Óleo
Banho de Óleo
máquina Prod. A Prod. B Prod. C Prod. D Prod. E Prod. F Prod. G Prod. H Linha Torno CNC (^1 1 ) Bancada de Rebarbação 1 1 Bancada de Rebarbação 1 64 Bancada de Rebarbação 1 128 Centro de Usinagem (^1 ) Centro de Usinagem (^1 ) Centro de Usinagem (^1 1 ) Torno Convencional (^1 ) Torno Convencional (^1 1 )
Bancada de Limpeza (^1 ) Prensa (^1 ) Furadeira Automática (^1 ) Torno CNC (^1 1 ) Furadeira Manual (^1 ) Bancada de Rebarbação 1 1 Furadeira Manual (^1 ) 7 56 192 776 7936 8192 24576 98304