




Jurandir Peinado
GESTÃO DE OPERAÇÕES
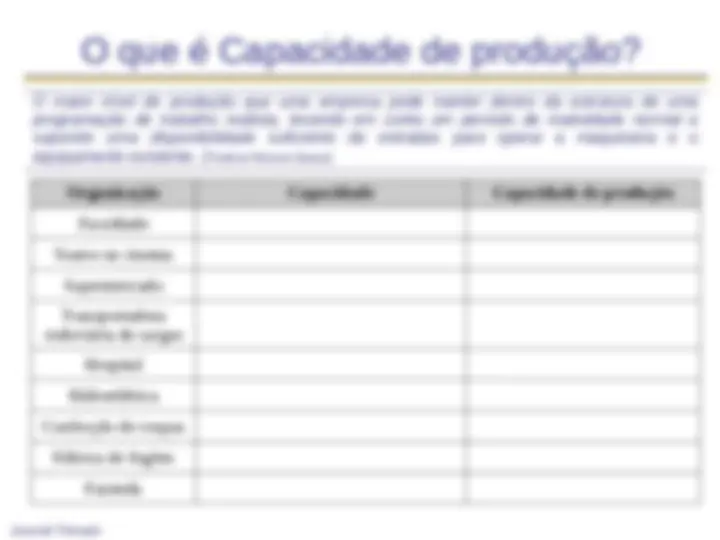
Planejamento da capacidade de produção






Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
Aula de capacidade de producao
Tipologia: Notas de aula
1 / 18

Esta página não é visível na pré-visualização
Não perca as partes importantes!

Em oferta
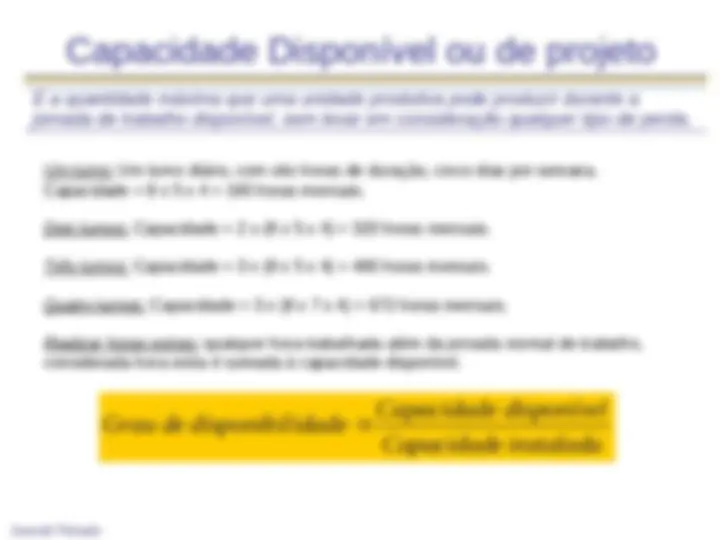
Um turno: Um turno diário, com oito horas de duração, cinco dias por semana.
Capacidade = 8 x 5 x 4 = 160 horas mensais.
Dois turnos: Capacidade = 2 x (8 x 5 x 4) = 320 horas mensais.
Três turnos: Capacidade = 3 x (8 x 5 x 4) = 480 horas mensais.
Quatro turnos: Capacidade = 3 x (8 x 7 x 4) = 672 horas mensais.
Realizar horas extras: qualquer hora trabalhada além da jornada normal de trabalho,
considerada hora extra é somada à capacidade disponível.
Capacidade instalada
Capacidade disponível
Grau dedisponibil idade
Capacidade efetiva
Capacidade realizada
Indice de eficiência
Exemplo: O setor de tingimento de uma tecelagem tem uma linha de tingimento (barca) com
capacidade para tingir 300 quilos de determinado tecido por hora. O setor trabalha em dois
turnos de oito horas, cinco dias por semana. Durante a última semana, os registros de
produção apresentaram os seguintes apontamentos de tempos perdidos:
Ocorrência Tempo parado
1 Mudança de cor – Set up 4,5 horas
2 Amostragens da qualidade 3 horas
3 Falta de pessoal 4 horas
4 Tempos de troca de turnos 50 minutos
5 Falta de tecido 2 horas
6 Manutenção preventiva regular 4 horas
7 Nenhum trabalho programado 2 horas
8 Investigações de falha de qualidade 40 minutos
9 Acidente de trabalho 25 minutos
10 Falta de energia elétrica 2,15 horas
Calcular:
Capacidade instalada,
Disponível,
Efetiva,
Realizada,
Grau de disponibilidade
Grau de utilização
índice de eficiência
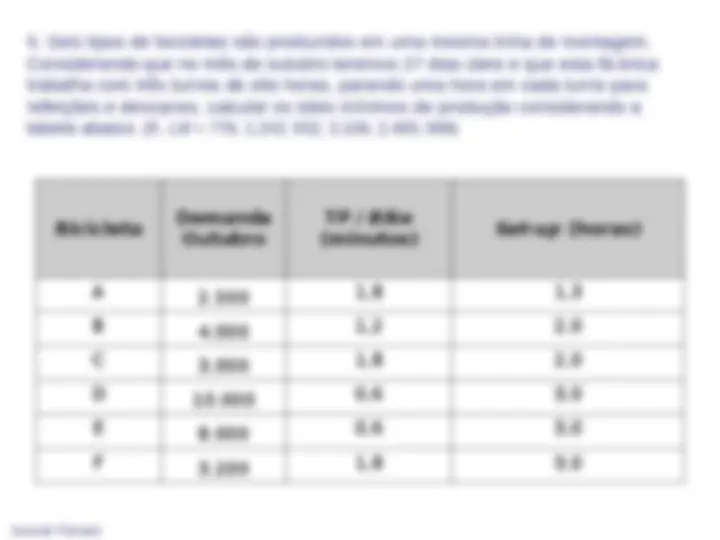
Peça
Demanda
mensal
Tempo padrão por
peça
Tempo de set
up
A 4.000 0,56 min 30 min
B 6.000 0,38 min 35 min
C 5.000 0,60 min 20 min
D 4.500 0,58 min 45 min
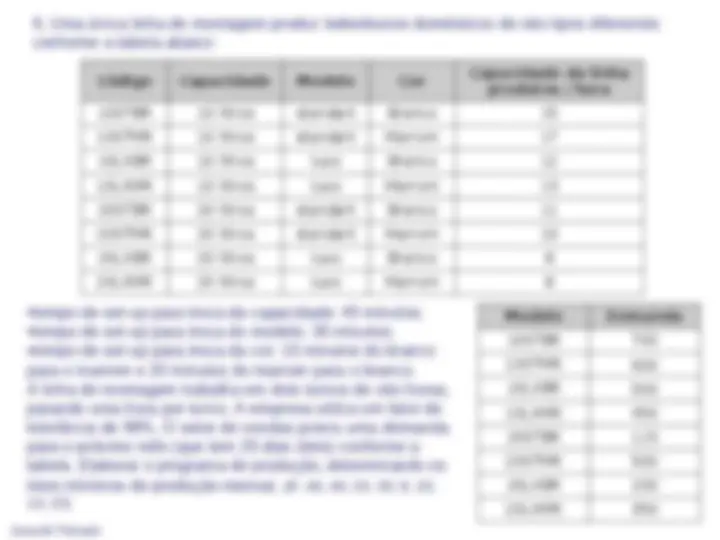
conforme a tabela abaixo:
Código Modelo Características Capacidade da linha
4ST Standard Quatro bocas sem acendimento
automático
250 produtos / hora
4LX Luxo Quatro bocas com acendimento
automático
220 produtos / hora
4SX Super luxo Quatro bocas com acendimento
automático
200 produtos / hora
6ST Standard Seis bocas sem acendimento automático 160 produtos / hora
6LX Luxo Seis bocas com acendimento automático 120 produtos / hora
Para esta montagem existem dois tipos de ajustes, um set-up para troca do número de
bocas e outro set-up para a troca do tipo de acendimento.
tempo de set-up para troca do tipo de acendimento: 30 minutos;
tempo de set-up para troca do número de bocas: 45 minutos.
Produto
Demanda
Outubro Novembro
4ST 20.000 20.
4LX 17.000 18.
4SX 13.000 13.
6ST 10.000 -
6LX 8.500 10.
Dias úteis 27 24
A linha de montagem trabalha em dois turnos de
oito horas por dia cada, parando uma hora por
turno. A empresa utiliza um fator de tolerância de
98%. O setor de vendas previu uma demanda
conforme a tabela. Elaborar o programa de
produção determinando os lotes mínimos de
produção mensal. R. Lotes Mínimos out: 3373; 2867;
2192; 1686; 1433 – LM nov: 2614; 2353;1699;1307)
sabores: chocolate, morango, baunilha, doce de leite e creme. Cada biscoito é fabricado a
partir de duas massas: a massa do biscoito e a massa do recheio. Cada um dos cinco
sabores utiliza um tipo de massa de recheio diferente. Os sabores das massas do biscoito
são de três tipos: um para o sabor chocolate, outro para o sabor morango e outro que serve
para os sabores baunilha, doce de leite e creme. Os set-ups não são feitos
simultaneamente. Os tempos de produção e set-up são dados abaixo:
capacidade do forno: 2.000 quilos por hora;
tempo de set-up para a massa do biscoito: 30 min;
tempo de set-up para a massa do recheio: 45 min.
A empresa trabalha em três turnos de oito horas, parando 45 minutos por turno para
refeições e descanso. Utiliza-se um fator de tolerância de tempo de espera de 97%. O setor
de vendas previu uma demanda para o último quadrimestre do ano conforme a tabela
abaixo. Elaborar o programa de produção, determinando os lotes mínimos de produção
mensal e determinar, para cada mês, a capacidade instalada, projetada e efetiva. (R. set: 57;
29; 48; 19; 38 – out: 94;40; 80; 40; 40 – nov: 110; 55; 55; 50 – dez: 72;20; 51; 20)
Sabor
Demanda em toneladas de biscoito
Setembro Outubro Novembro Dezembro
Chocolate 300 350 400 350
Baunilha 150 150 200 100
Morango 250 300 200 250
Doce de leite 100 150 180 100
Creme 200 150 - -
Dias úteis 25 dias 27 dias 24 dias 20 dias
Produtos
Operações
Tempo
total
Lucro
(R$)
1 2 3 4
A TO (4) EE (5) PR(2) RE (5) 16 600,
B FR (6) TO (5) PR (3) 14 400,
C PR (5) RE (4) EE (4) FR (3) 16 500,
D RE (5) TO (2) PR (2) EE (3) 12 300,
E EE (3) TO (2) FR (4) TO (3) 12 200,
Produtos
Operações
Tempo total Lucro (R$)
1 2 3 4
A TO (4) EE (5) PR(2) RE (5) 16 600,
B FR (6) TO (5) PR (3) 14 400,
C PR (5) RE (4) EE (4) FR (3) 16 500,
D RE (5) TO (2) PR (2) EE (3) 12 300,
E EE (3) TO (2) FR (4) TO (3) 12 200,