Baixe Engrenagens final e outras Notas de estudo em PDF para Engenharia Mecânica, somente na Docsity!
UNIVERSIDADE FEDERAL DE SANTA CATARINA
Programa de Pós-Graduação em Metrologia Científica e Industrial
ABORDAGEM PARA SOLUÇÃO DE UM PROBLEMA METROLÓGICO NA INDÚSTRIA
- - MEDIÇÃO DE ENGRENAGENS -
Dissertação submetida à Universidade Federal de Santa Catarina
para obtenção do grau de Mestre em Metrologia
Autor: Marcos Jorge Alves Gemaque, Eng.
Orientador: Prof. Gustavo Daniel Donatelli, Dr. Eng.
Florianópolis
Santa Catarina – BRASIL
Março 2004
ABORDAGEM PARA SOLUÇÃO DE UM PROBLEMA METROLÓGICO NA INDÚSTRIA
- MEDIÇÃO DE ENGRENAGENS -
Marcos Jorge Alves Gemaque
Esta dissertação foi julgada adequada para a obtenção do título de
“MESTRE EM METROLOGIA”
e aprovada na sua forma final pelo
Programa de Pós-Graduação em Metrologia Científica e Industrial
______________________________________
Prof. Gustavo Daniel Donatelli, Dr. Eng. ORIENTADOR
Prof. Marco Antônio Martins Cavaco, Ph. D. COORDENADOR DO PROGRAMA DE PÓS-GRADUAÇÃO
BANCA EXAMINADORA
________________________________
Prof. Carlos Alberto Schneider, Dr. Eng.
Prof. Celso Luiz Nickel Veiga, Dr. Eng.
Prof. Luis Humberto Sánchez Troncoso, Dr. Eng.
Leandro de Souza Santos, Eng. Irmãos Zen S/A
RESUMO
Muitos problemas de qualidade têm sua origem em uma situação não ideal da metrologia na empresa. Infelizmente, alinhar a capacidade metrológica da empresa, em termos de meios de medição e recursos humanos, com o requerido para atender as necessidades da produção e da qualidade não é tarefa fácil. Nesta dissertação, propõe-se a aplicação de uma sistemática para solução de problemas metrológicos industriais, baseada na seguinte seqüência de ações: a) realização de uma análise crítica das necessidades de medição, (b) análise dos meios de medição e inspeção disponíveis na empresa, (c) racionalização das necessidades com os meios, (d) tomada de decisão sobre revitalização dos meios existentes ou aquisição de novos meios, (e) definição do modo de exploração da solução e as responsabilidades de execução e (f) implementação da solução.
Esta sistemática foi aplicada no âmbito de uma empresa média do ramo metal- mecânico, para melhorar a capacidade existente dedicada à medição de engrenagens de dentes retos e estrias com foco no controle geométrico, durante as diferentes etapas do ciclo de vida das peças e das ferramentas associadas. Após a caracterização da necessidade, avaliaram-se comparativamente diversas alternativas de solução, tais como: a revitalização de uma máquina de medir por coordenadas já existente, a aquisição de uma nova máquina de medir por coordenadas ou de uma máquina específica de medição de engrenagens e a contratação de um serviço de medição terceirizado.
Este projeto foi realizado no escopo do programa DECAM - Desenvolvimento de Soluções Baseadas em Conhecimentos Avançados de Metrologia, auspiciado pelo Ministério da Ciência e Tecnologia, através do Fundo Verde Amarelo, com o intuito de fortalecer também a interação Universidade-Indústria.
Palavras chaves: gestão da metrologia, medição por coordenadas, engrenagens.
ABSTRACT
Many problems of quality have its origin in a not ideal situation of the metrology in the company. Unfortunately to align metrological capacity of the company, in terms of ways of measurement and human resources, with the required to assist production necessities and the quality is not easy task. In this dissertation, suggest application of systematic for solution of problems metrological industrials, based in following sequence of action: (a) accomplishment of a critical analysis of the measurement necessities (b) analysis of ways of measurement and inspection available in the company, (c) integration of ways necessities, (d) take of decision about the up grade of the existing ways or acquisition of new ways, (e) definition in the way of exploration of the solution and the responsibilities of execution and (f) implementation of the solution.
This systematic was applied in the scope of an average company of the branch mechanical metal, to improve the existing capacity to the measurement of straight tooth gears and with focus in the geometric control, during the different stages of the cycle of the life of the parts and the tools associates. After the characterization of the necessity, had comparativily evaluated if diverse alternatives of solution, such as: the up grade of a machine to measure for coordinate already existing, the acquisition of a new specific machine of measurement of gears and the act of contract of others service of measurement
This project was carried through in the target of program DECAM - Development of Solutions Based on Advanced Knowledge of Metrology, augured for the Ministry of Science and Technology with intention to fortify the interaction University Industry
Keys words: management of the metrology, measurement for coordinates, gears.
Figura 4.8 - Tolerância da ferramenta versus tolerância da peça. .......................... 102 Figura 5.1 - Soluções alternativas. .......................................................................... 108 Figura 5.2 - Características de uma matriz de conformação de pinhão de arraste, contidas no caderno de encargos. .......................................................................... 110 Figura 5.3 - Características do corpo do arraste, contidas no caderno de encargos. ................................................................................................................................ 110 Figura 5.4 - Critérios de desempenho da matriz de decisão. .................................. 119
ÍNDICE DE TABELAS
Tabela 2.1 - Valores limites da relação de dentes do pinhão e da coroa para evitar a interferência no engrenamento zero.......................................................................... 39 Tabela 3.1 - Lista de normas associadas à tolerância geométrica de engrenagens cilíndricas de dentes retos......................................................................................... 50 Tabela 3.2 - Grau de qualidade para o desvio de perfil............................................. 61 Tabela 4.1 - Tempos totais de medição para o mercado original (MO) e de reposição (MR) em horas. ......................................................................................................... 92 Tabela 5.1 - Comparação entre a aquisição e/ou atualização de equipamento para fazer as medições na empresa e a contratação de serviços de terceiros. .............. 107
1.1. Identificação, caracterização e solução de problemas
metrológicos na indústria
A identificação dos problemas metrológicos na industria não é uma tarefa simples, pois envolve toda uma conjuntura que deverá estar comprometida para este fim. Deste ponto de vista, o reconhecimento da fragilidade de determinado processo é ponto crucial para início das atividades de melhoria, a qual pode se expressar através de:
- Definições diferentes sobre o que é necessário medir para garantir a qualidade do produto;
- Não atendimento dos requisitos metrológicos dos sistemas da qualidade (ISO 9000, ISO/TS 16949, dentre outras), gerando não-conformidades em auditorias dos clientes ou de terceira parte;
- Excessivos custos de falha interna (retrabalho ou refugo);
- Conflitos na avaliação de conformidade, quando a empresa e seus clientes não têm o mesmo parecer sobre a conformidade de itens medidos; e
- Dificuldades no controle dos processos críticos, gerando diminuição da capacidade dos mesmos.
Algumas das possíveis causas destes problemas podem ser:
- Falta de capacidade de medição, devido a uma incerteza maior que a requerida, para eficaz realização da tarefa.
- Falta de produtividade devido a meios de medição saturados, causando omissões de operações de medição necessárias ou liberação de lotes de produção antes do controle da qualidade.
- Falta de capacidade técnica e deficiente formação de Recursos Humanos para soluções dos problemas metrologicos.
Assim, o quadro caracterizado é péssimo do ponto de vista da redução da receita da empresa e de perda do desenvolvimento tecnológico que a empresa poderia alavancar na sua região, e no Brasil. A metrologia, portanto, quando aplicada de forma adequada agrega valor nos mais diferentes níveis e contribui para o crescimento do país.
A forma de agir para a solução dos problemas metrológicos requer bom senso aliada ao conhecimento tecnológico. A metodologia utilizada neste trabalho se baseia nas idéias de Raul Wuo [1], onde conceitos de concepção, gestão, investimento, relação qualidade/metrologia e capacitação de recursos humanos são aplicados para melhor proveito da metrologia como elemento agregador de valor. A seguir serão apresentadas as etapas desta metodologia para melhor elucidação da proposta.
- Realizar uma análise crítica das necessidades de medição
Uma análise crítica das necessidades surge da realidade da empresa frente à demanda do mercado consumidor. O que, para que, onde, como, quando e quanto medir são perguntas a serem avaliadas para atendimento das necessidades dos clientes. Em muitas empresas alguns clientes, por serem os mais diferenciados, apresentam características metrológicas específicas para o produto.
- Analisar os meios de medição e inspeção disponíveis na empresa
O levantamento dos meios metrológicos existentes é uma tarefa de grande importância, pois se pode detectar nesta fase a presença de equipamentos obsoletos ou sub-utilizados. Se o sistema de medição atual é adequado para atender a demanda de mercado, ou se é necessária a aquisição de novos meios, é uma atividade que depende não apenas de uma decisão técnica, mas também de uma decisão à nível gerencial (política da empresa), para apontar o rumo a tomar.
medição foi estabelecida, é natural que isso seja pactuado em contrato, caso contrário a implementação da solução ficará deficitária.
A seguir, serão descritos as principais características da empresa parceira e os seus produtos e processos, para que se entenda o tipo de mercado em que a mesma está inserida, e se verifique sua potencialidade.
1.2. A empresa parceira
A Irmãos Zen está localizada na cidade de Brusque no estado de Santa Catarina, possui aproximadamente 32.000 m 2 de área construída e um efetivo de 900 funcionários. A principal linha de produtos da Irmãos Zen é a de Impulsores de Partida, figura 1.2. São mais de 1000 modelos diferentes, utilizados no mundo inteiro e em diversas aplicações como automóveis, caminhões, motocicletas e embarcações. Também, para o mercado de autopeças, a Irmãos Zen fabrica produtos como mancais e polias para motores de partida/alternadores. Atualmente, as exportações representam 78% das vendas da empresa destinadas a mais de 50 países nos cinco continentes. A maior concentração de vendas, 50% do faturamento total, é para o mercado norte americano [2].
1.01.773.0 Jet’s Ski modelo Sea Dôo. – Aplicação em 1.01.749.0 para Jet’s Ski, com engrenagem - Aplicado também de redução.
1.01.117.0 Para máquinas pesadas e - Max Torque caminhões. Figura 1.2 - Exemplares dos impulsores fabricados na Irmãos Zen.
A empresa é certificada pela ISO/TS 16949 e ISO 9001 [3], que comprova o padrão de qualidade de seus produtos em conformidade com a industria automobilística mundial, padrão que também é transferido para os produtos destinados ao mercado de reposição.
Na busca do aperfeiçoamento contínuo de produtos e processos, a Irmãos Zen investe na pesquisa, através de acordos com a Universidade Federal de Santa Catarina e instituições da Alemanha, em novas tecnologias de materiais, processos de fabricação e análise de mercado, o que resulta em redução de custos, aumento de capacidade de produção e desenvolvimento de pessoal e da região.
De fato, algumas oportunidades de melhoria de cunho metrológico permeiam o processo de produção da Irmãos Zen, daí a busca pela melhoria através da parceria com o Pós-MCI, para o desenvolvimento de soluções baseadas em conhecimentos avançados de metrologia para processos e produtos industriais. A aplicação da metodologia proposta visa este desenvolvimento e motiva este trabalho de dissertação.
1.3. Os produtos e processos
No planejamento de realização do produto são desenvolvidos os processos de conformação, usinagem, tratamento térmico e superficial, injeção de termoplástico e alumínio, conforme as especificações definidas pelo cliente ou pela engenharia de produtos Irmãos Zen. Aliado ao processo de desenvolvimento do produto, a Irmãos Zen dispõe de laboratórios de testes para avaliação e acompanhamento de performance. O departamento de compras desenvolve e qualifica fornecedores, visando promover um relacionamento que assegure o desenvolvimento mútuo [2].
A seguir far-se-á uma breve descrição das principais peças que compõem o impulsor de partida e as ferramentas utilizadas para sua fabricação. Inicialmente, na figura 1.3 (a) e (b), têm-se um pinhão e um arraste, respectivamente, fabricados pelo processo de forjamento à frio.
As ferramentas associadas à fabricação dos pinhões e do arraste são: matriz de conformação e punção do arraste, figura 1.4 (a) e (b).
(a) (b)
Figura 1.4 - Matriz (a) e punção (b) para conformação do pinhão e do arraste.
A matriz de conformação do pinhão, atualmente, é fabricada pela própria Irmãos Zen através do processo de eletroerosão à fio [6] que possui como grande vantagem a versatilidade. A matriz com perfil evolvente, no ato da conformação, repassa estas características metrológicas para o pinhão. Portanto, para se controlar as dimensões do pinhão, faz-se míster o controle da matriz, tanto antes da liberação inicial quanto durante o uso, para se avaliar os efeitos do desgaste.
O punção de arraste também é fabricado pelo processo de eletroerosão, tanto à fio como por penetração. Na eletroerosão à fio é fabricado um eletrodo que apresenta o mesmo perfil complexo do punção. Este por sua vez é utilizado para fabricar o punção propriamente dito pelo processo de eletroerosão por penetração. Da mesma forma que se obtém um controle dimensional mais exato na matriz de conformação, no caso do punção do arraste, se tem as mesmas características para o controle dimensional.
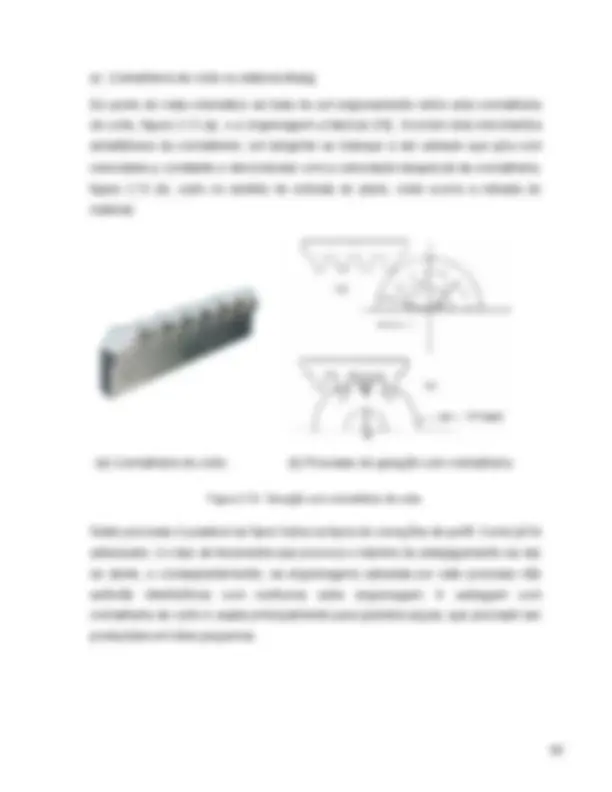
Ainda com relação ao arraste, o mesmo possui estrias helicoidais internas obtidas pelo processo de brochamento. Assim, para se ter uma estria helicoidal interna dentro de uma tolerância diametral máxima especificada, faz-se necessário se ter o controle dimensional da brocha. Na figura 1.5 (a) e (b), têm-se uma visão das estrias helicoidais internas e a brocha utilizada na sua fabricação, respectivamente.
(a) (a) (b)(b) Figura 1.5 - Estria helicoidal interna do arraste (a) e brocha associada (b).
Os setores de desenvolvimento e metrologia demandam grandes esforços com relação à qualidade dimensional da brocha, tendo duas maneiras para a sua obtenção. A primeira é através da compra direta da brocha, de fornecedores credenciados, que passa por processo de medição no recebimento. A segunda é através de desenvolvimento do projeto da brocha pelos engenheiros da área de Desenvolvimento da empresa, e sua fabricação na própria ferramentaria. O processo de fabricação de brochas é o de usinagem, utilizando uma retificadora CNC.
Com o tempo, a brocha passa a ter um desgaste por atrito, e para se ter o controle do diâmetro mínimo das estrias helicoidais do arraste, faz-se necessário a utilização de um calibrador passa-não-passa, comumente chamado de ‘gabarito’, figura 1.6. Sua função basicamente é verificar a tolerância diametral mínima que a estria pode ter. Em resumo, o diâmetro interno máximo da estria helicoidal interna é garantido pela brocha, enquanto que o diâmetro mínimo é garantido pelo gabarito.
O gabarito é fabricado pelo processo de usinagem, utilizando uma retificadora CNC. O processo é dominado pelos engenheiros da Irmãos Zen, possuindo, portanto, auto-suficiência neste tipo de processo de fabricação.
Figura 1.6 - Gabarito para verificação do diâmetro mínimo da estria helicoidal interna.