



EXTRUSÃO








Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
Processo de Conformação Mecânica - Extrusão
Tipologia: Notas de estudo
1 / 43

Esta página não é visível na pré-visualização
Não perca as partes importantes!
É um dos processos de conformação mecânica em que um bloco é forçado a passar através de um orifício de uma matriz sob alta pressão (com o auxílio de um êmbolo), de modo a ter sua secção transversal reduzida.
A extrusão produz, geralmente, barras cilíndricas ou tubos; porém, formas de secção transversal mais irregulares podem ser conseguidas em metais mais facilmente extrudáveis, como o alumínio e sua ligas. Outros materiais são também utilizados como o cobre e suas ligas, aço carbono, aço inoxidável e também produtos de plástico (principalmente embalagens). Este processo permite obter superfícies com boa aparência.
Os aços-carbono, com teor de C até 0,2% são geralmente fáceis de serem extrudados a frio, e exemplos de peças obtidas incluem os invólucros de velas de ignição, capas de mancal, pinos de pistões, porcas de rodas etc. À medida que o teor de C aumenta, a extrusão a frio torna-se mais difícil. Os aços com teor de carbono mais elevado exigem um tratamento térmico de esferoidização, para conferir ao metal estrutura mais adequada a extrusão.
A extrusão pode ser a quente ou a frio , dependendo do tipo de metal que se deve extrudar ou quão rigorosas condições de atrito e temperatura o lingote sofrerá até a seção final ser obtida.
A extrusão a quente é realizada quando exige grande esforço para a deformação. Um exemplo típico de material extrudado a quente é o aço. Reduções de área da ordem de 1:20 podem ser conseguidas. Isso significa que uma barra de área inicial de 100 mm^2 pode sofrer redução para 5 mm^2. No caso de materiais mais dúcteis, como o alumínio, as reduções obtidas com a extrusão são da ordem de 1:100.
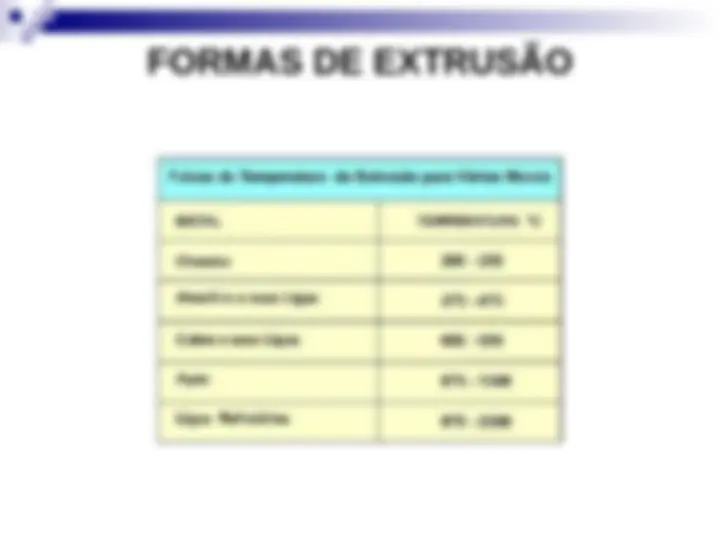
No processo de extrusão a temperatura do material na zona de deformação depende da velocidade de deformação e do grau de compressão. A temperatura é proporcional a velocidade de deformação por causa do aumento do atrito devido ao aumento da velocidade de deformação e do grau de compressão.
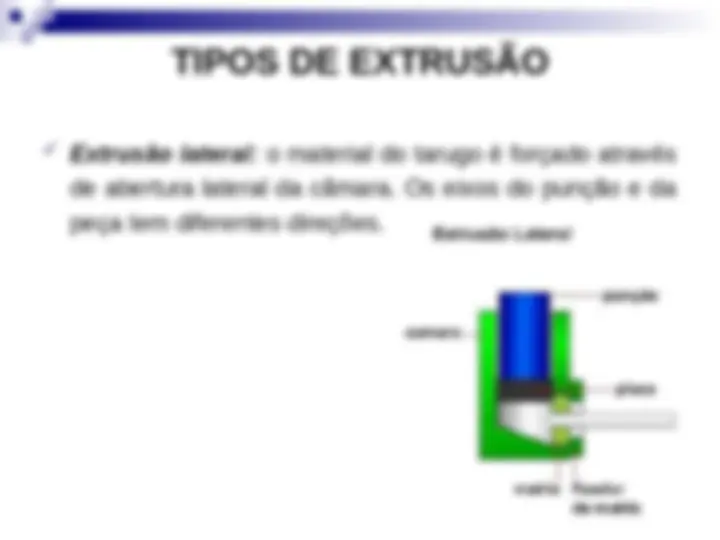
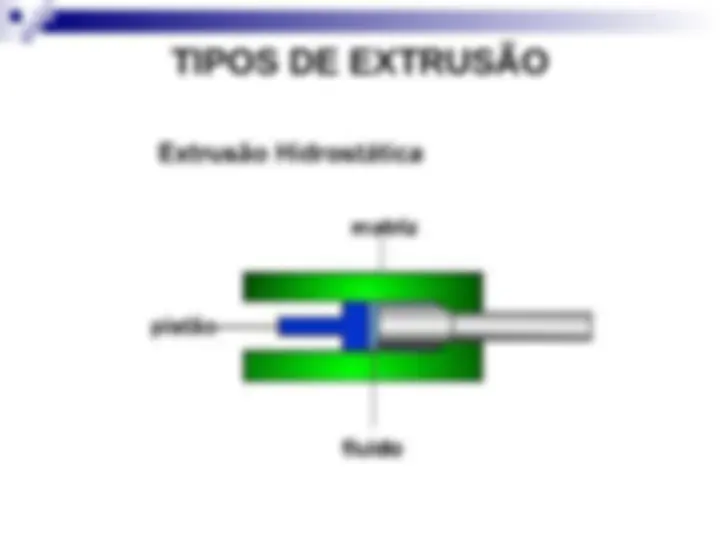
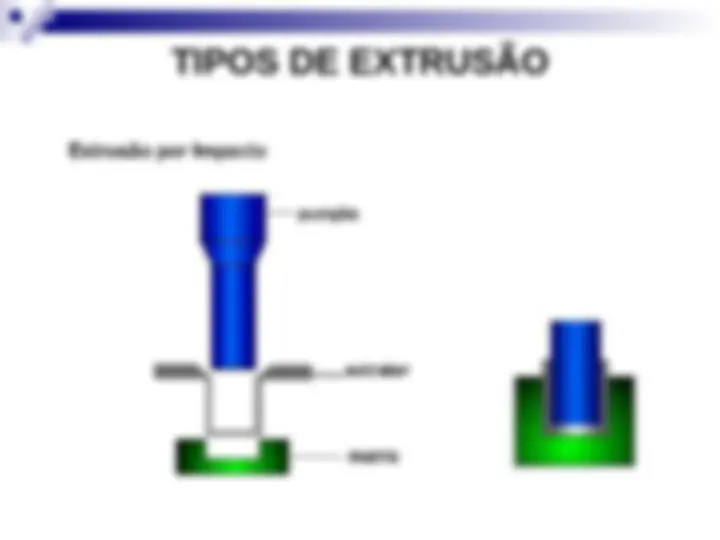
Os principais tipos de extrusão são: Direta; (^) Indireta; Lateral; (^) Hidrostática e Por impacto.
Extrusão indireta: nesta operação o êmbolo é oco e a ele está ligado a matriz. A extremidade oposta da câmara é fechada com uma placa. O êmbolo então empurra a matriz de encontro ao metal e este sai da matriz em sentido contrário ao movimento da haste. Como não há movimento relativo entre o bloco de metal e as paredes da câmara, as forças de atrito são muito menores e as pressões necessárias são também menores do que na extrusão direta.
Em contrapartida, como o êmbolo é oco, existe a limitação da carga a ser aplicada, o que dificulta a produção de perfis com geometrias mais complexas. Isso explica porque a extrusão direta é mais empregada.