











Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
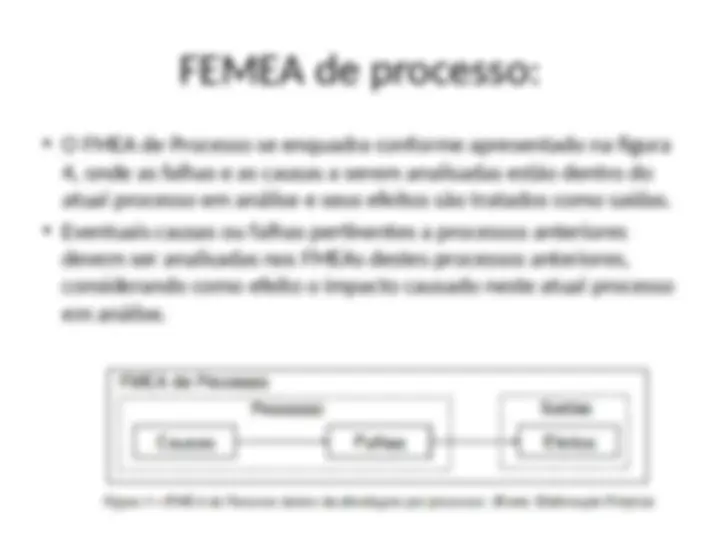
FMEA de processo, análise de recebimento aplicando o método FMEA correto e não correto, analisando e comparando os benefícios de uma aplicação correta.
Tipologia: Notas de estudo
1 / 26

Esta página não é visível na pré-visualização
Não perca as partes importantes!
Aplicação do FMEA na operação de inspeção de recebimento: