




































Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
Conceitos Básicos do Processo de Forjamento Controle de Parâmetros no Processo de Forjamento
Tipologia: Manuais, Projetos, Pesquisas
1 / 49

Esta página não é visível na pré-visualização
Não perca as partes importantes!
h = 0,015 · Ape Onde: Ape = Área da peça forjada, projetada num plano perpendicular a direção de forjamento, sem incluir a rebarba. Quando esta área for circular, pode se usar: h = 0,015 · Dpe Onde: Dpe = Diâmetro da área projetada, sem rebarba.
Ape (mm) h (mm) b/h Recalque Alargamento Ascensão 1.800 0,6 8 10 13 1.800 a 4.500 1,0 7 8 10 4.500 a 11.200 1,6 5 5,5 7 11.200 a 28.000 2,5 4 4,5 5, 28.000 a 71.000 4,0 3 3,5 4 71.000 a 180.000 6,3 2 2,5 3 180.000 a
10,0 1 2 2, As pré formas constituem a fase mais difícil e mais crítica do projeto do forjamento. Um projeto adequado garante um escoamento sem defeitos, o preenchimento total da matriz e a mínima perda de material por rebarba.
Wreb = p a b Onde: p = Perímetro da rebarba; a = Largura média da rebarba; b = Espessura média da rebarba; = Peso específico do material a ser forjado. 1.3.4- Determinação das perdas de material: 1.3.4.1 - Perdas devido ao corte na ponta superior: (Wps) Wps = 14% a 25% do peso do forjado para os aços ao carbono; Wps = 35% do peso do forjado para os aços liga.
1.3.4.2 - Perdas devido ao corte na ponta inferior: (Wpi) Wpi = 5% a 7% do peso do forjado para os aços ao carbono; Wpi = 7% a 10% do peso do forjado para os aços liga. 1.3.4.3 - Perdas devido a carepa: (Wc) Wc = 2% a 3% do peso do lingote para um único aquecimento; Wc = 1,5% a 2% para cada aquecimento subsequente. 1.3.4.4 - Perdas devido ao corte e entalhes: (Wco) (a) - Para forjamento em prensas:
10 a) - Se a peça forjada for feita por estiramento, “sem recalcamento”, as dimensões da secção transversal do lingote ou tarugo laminado deve assegurar um coeficiente de redução de 1,3 a 1,5 para blocos e de 1,1 a 1,3 para tarugos laminados. b) - Se o forjamento for feito por recalque a relação máxima entre o comprimento do lingote e seu diâmetro ou altura, deve ser: L / d = 2 a 2,5 para peças cilíndricas; L / = 2 a 2,5 para peças quadradas ou retangulares. 1.3.5- Requisitos para selecionar um lingote:
11
13
14 Dentre estas etapas, são encontradas etapas de conformação que devem ser definidas relacionadas segundo alguns aspectos de projeto:
16
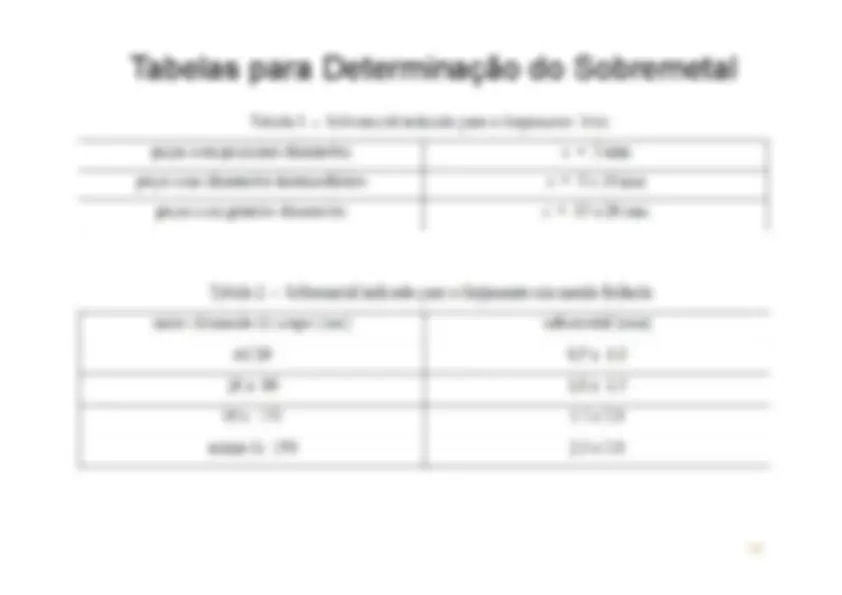
projetista quanto à rigidez da máquina utilizada, à conformidade dos materiais escolhidos para a peça e matriz, bem como à fabricação dessas matrizes (dimensão e propriedades). Nas tabelas - 1 e 2 são apresentados os valores recomendados para sobremetais (s) na espessura , para casos de forjamento livre e em matrizes fechadas respectivamente, segundo ( ROSSI, pp.44,45 e 110).
17
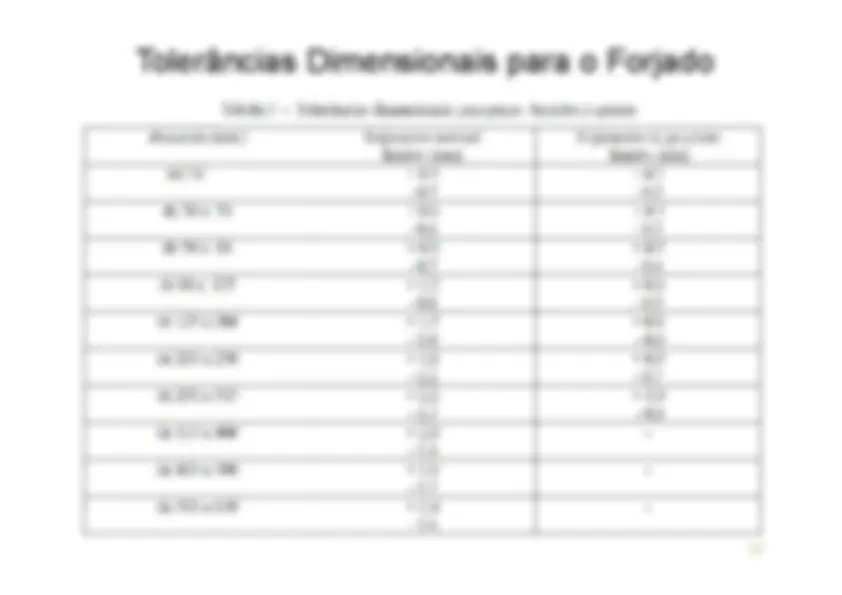
do forjado considerando o desgaste acarretado nas matrizes após várias utilizações. Essas tolerâncias têm por base cada dimensão da peça final já adicionado o sobremetal, conforme especificado na tabela - 3, segundo Rossi, p 110.
19 Tolerâncias Dimensionais para o Forjado
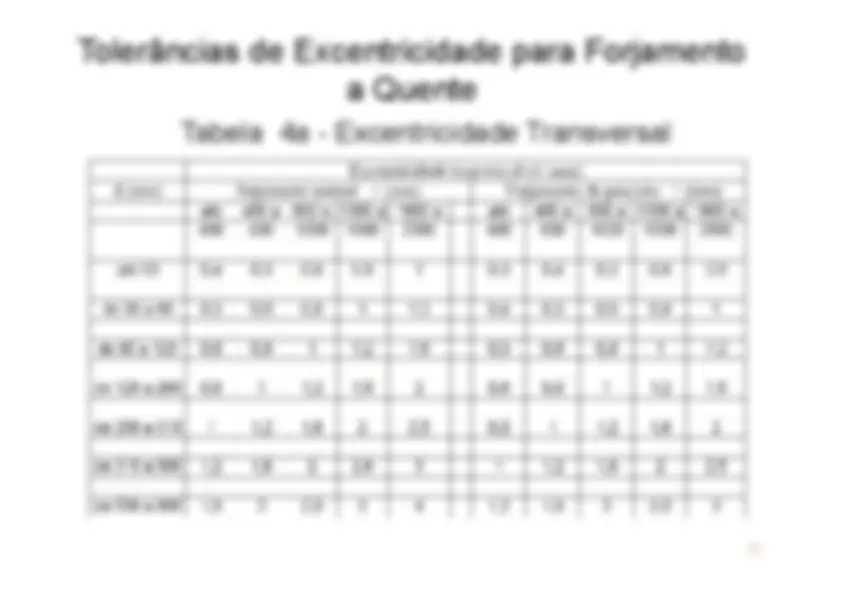
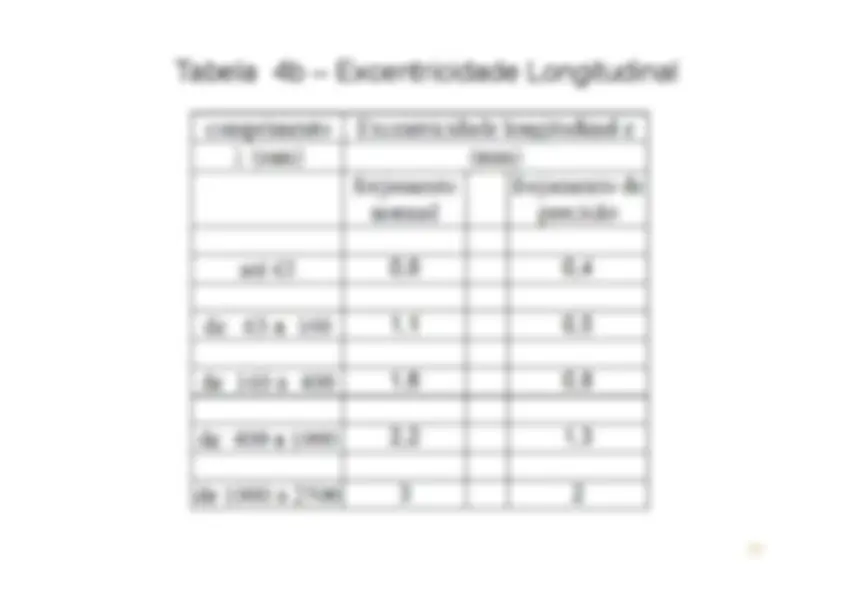
20 Outra tolerância dimensional diz respeito à excentricidade permitida entre duas partes da matriz (Figura 1) que deve ser limitada a valores que não conduzem à existência de um momento de tombamento quando do forjamento. Estes valores podem ser observados na Tabela-4 e b para a excentricidade transversal (e1) e longitudinal (e) de acordo com as dimensões do forjado já obtidas (ROSSI, p. 114) Figura 1 – Excentricidade transversal e longitudinal para forjados