



FESURV – UNIVERSIDADE DE RIO VERDE
FACULDADE DE ENGENHARIA MECÂNICA
F
FU
UN
ND
DI
IÇ
ÇÃ
ÃO
O
Disciplina: Processos Mecânicos e Metalúrgicos de Fabricação
Professor: MSc. Vinícius Torres Lima
Rio Verde – 2007.










Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
CM MATERIAIS
Tipologia: Notas de estudo
1 / 18

Esta página não é visível na pré-visualização
Não perca as partes importantes!
1. Fundição
1.1. Conceito.
É o processo de fabricação de peças metálicas que consiste essencialmente em encher com metal líquido a cavidade de um molde com formato e medidas correspondentes aos da peça a ser fabricada.
1.2. Vantagens
a) As peças fundidas podem apresentar formas externas e internas desde as mais simples até as bem complicadas, com formatos impossíveis de serem obtidos por outros processos; b) As peças fundidas podem apresentar dimensões limitadas somente pelas restrições das instalações onde são produzidas. Isso quer dizer que é possível produzir peças de poucos gramas de peso e com espessura de parede de apenas alguns milímetros ou pesando muitas toneladas; c) A fundição permite um alto grau de automatização e, com isso a produção rápida e em série de grandes quantidades de peças; d) As peças fundidas podem ser produzidas dentro de padrões variados de acabamentos (mais liso ou mais áspero) e tolerância dimensional (entre ± 0,2mm e ± 6mm) em função do processo de fundição usado. Por causa disso, há uma grande economia em operações de usinagem; e) A peça fundida possibilita grande economia de peso, porque permite a obtenção de paredes com espessuras quase ilimitadas.
1.3. Etapas da Fabricação de Peças Metálicas por Fundição
1.4. Alguns Defeitos dos Produtos Fundidos
Com relação aos machos, a tabela seguinte serve como referência para as dimensões mínimas dos orifícios (furos). Às vezes, estes devem ser preferivelmente executados depois da peça pronta, ou quando sua localização é muito precisa em relação a outras superfícies da peça.
3. Trincas decorrentes de contração
Os metais, ao solidificarem, sofrem determinadas variações dimensionais. Na realidade, do estado líquido ao estado sólido, três contrações podem ser verificadas:
A contração é expressa em porcentagem de volume. No caso da contração sólida, a mesma é expressa linearmente, para facilitar o projeto e conferência dos modelos. A contração sólida também pode variar de acordo com a liga considerada. No caso dos aços fundidos, a contração linear devido à variação de volume está entre 2,18% (aços de alto teor de carbono) e 2,47% (aços de baixo teor de carbono). No caso dos ferros fundidos, a contração sólida linear pode variar de 1 a 1,5% (ferro fundido cinzento comum) e de 1,3 a 1,5% (ferro fundido nodular). Para o níquel e as ligas de cobre-níquel, os valores de contração linear podem atingir valores entre 8 e 9%. A contração dá origem a uma heterogeneidade conhecida por vazio ou rechupe, ilustrada na figura abaixo. Inicialmente temos as seguintes fases:
a) O metal está inteiramente no estado líquido. b) A solidificação tem início a partir da periferia, onde a temperatura é mais baixa, e caminha em direção ao centro. c) Parte da figura corresponde ao fim da solidificação. d) Parte da figura corresponde à contração sólida.
A diferença entre os volumes no estado líquido e no estado sólido final é a verdadeira causa do vazio ou rechupe (partes vistas em C e D da figura). A parte D dá a entender também que a contração sólida ocasionou uma diminuição geral das dimensões da peça solidificada. Estes vazios podem eventualmente estar localizados na parte interior da peça ou próximos à superfície, sendo invisíveis externamente. Tal problema pode ser eliminado mediante recursos adequados. No caso da fundição de um lingote, o artifício adotado é colocar sobre o topo da lingoteira uma peça postiça feita de material refratário, denominada cabeça quente ou massalote. A função desta peça é reter o calor por um período maior de tempo (onde o massalote corresponde à seção da peça que solidifica por último) e deixar que nele apareça a concentração dos vazios. Também pode ser utilizado um alimentador (canal), que serve como entrada para o metal líquido. Assim, as seções mais grossas alimentam as partes menos espessas, e o alimentador fica convenientemente suprido de excesso de metal, concentrando-se nele os vazios também. Tanto o massalote quanto os canais de alimentação são posteriormente cortados da peça, quando desmoldada, limpa e rebarbada.
Além desta anomalia, a contração verificada na solidificação pode ocasionar o aparecimento de trincas e o aparecimento de tensões residuais. As tensões residuais podem ser controladas por um adequado projeto da peça, e podem ser aliviadas por um tratamento térmico conhecido por TTAT (tratamento térmico e alívio de tensões).
4. Concentração de impurezas
Algumas ligas metálicas contêm impurezas normais, que se comportam de modo diferente, conforme a liga esteja no estado líquido ou no estado sólido. O caso mais geral é o das ligas de ferro-carbono, que contêm impurezas como o fósforo, o enxofre, o manganês, o silício e o próprio carbono. Quando estas ligas estão no estado líquido, as impurezas estão totalmente dissolvidas no banho metálico, formando um concentrado homogêneo. Ao solidificar, algumas destas impurezas são menos solúveis no estado sólido (como o caso do fósforo e do enxofre), e estes elementos vão acompanhando o metal líquido remanescente, indo acumular-se na última parte sólida formada. A esta concentração de impurezas damos o nome de segregação. A segregação pode ocorrer também em peças laminadas e forjadas. Seu grande inconveniente é que o material acaba apresentando composição química não uniforme, dependendo da seção considerada, e conseqüentemente, propriedades mecânicas diferentes. Como as zonas segregadas localizam-se no interior das peças (onde as tensões são mais baixas), sua ocorrência pode ocasionar estruturas frágeis, devendo-se a todo custo, evitar que tais concentrações ocorram. Para isto, é necessário um controle rigoroso da composição química das ligas e um controle da velocidade de resfriamento.
5. Desprendimento de gases
Este fenômeno ocorre principalmente no caso das ligas de ferro carbono. O oxigênio dissolvido no ferro tende a combinar com o carbono presente nesta liga, formando os gases CO e CO2, que escapam facilmente à atmosfera, enquanto a liga estiver no estado líquido. À medida que a viscosidade da massa líquida vai diminuindo, e devido à queda de temperatura, fica mais difícil a fuga destes gases, os quais acabam ficando retidos nas proximidades da superfície das peças, sob a forma de bolhas. Em aços de baixo teor de carbono (na forma de lingotes a serem forjados ou laminados), tais bolhas não são prejudiciais, pois nas temperaturas de conformação mecânica (principalmente para fabricação de chapas), suas paredes serão comprimidas e soldadas. Já nos aços de alto teor de carbono, as bolhas devem
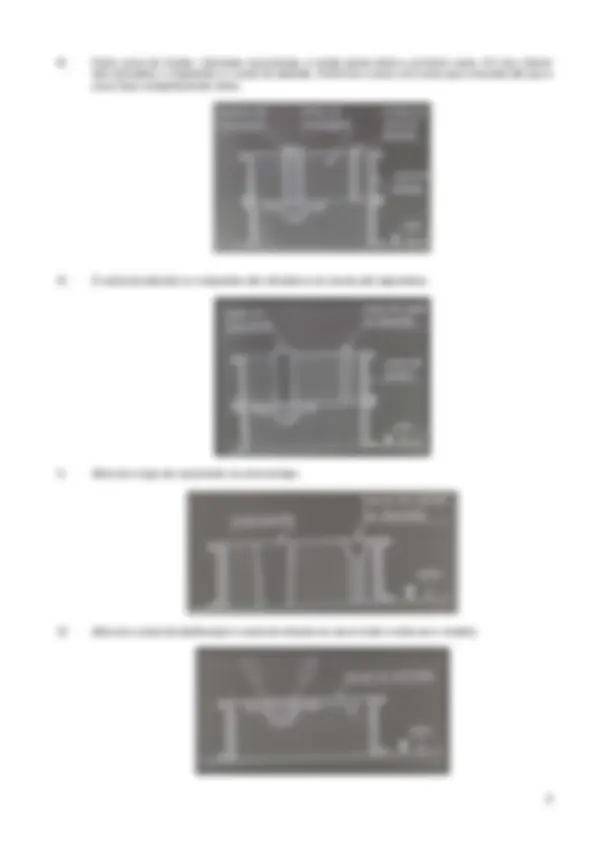
8. Adequada localização dos machos
O macho, no processo de moldagem, tem a função de formar uma seção cheia onde o metal não deverá penetrar, de modo que depois de fundida, a peça apresente um vazio naquele ponto. A localização dos machos é dada em função do tipo e da forma como a peça vai ser produzida (moldagem manual, moldagem em placas, moldagem mecânica). A figura seguinte ilustra um exemplo simples de uma peça já acabada e o papel do macho antes de sua fundição.
9. Colocação de canais de vazamento
A figura seguinte mostra a disposição dos canais antes mencionados e a nomenclatura utilizada. Observe que ocorre uma região de estrangulamento no final do canal de descida. Ela tem a função de diminuir a pressão do metal líquido quando este penetrar dentro do molde, permitindo um enchimento mais homogêneo.
Agora que você já possui noções de como é feito o projeto de um modelo, você irá conhecer um pouco mais sobre algumas particularidades dos processos de fundição.
10. Processos de Fundição
10.1. Fundição em Moldes de Areia Verde
A preparação do molde, neste caso, consiste em compactar mecânica ou manualmente uma mistura refratária plástica chamada areia de fundição, sobre um modelo montado em uma caixa de moldar.
A areia usada neste processo de fundição tem este nome “Areia Verde” somente porque a mistura com a qual o molde é feito mantém sua umidade original, quer dizer, não passa por um processo de secagem. A matéria-prima é composta basicamente por um agregado granular refratário chamado de areia-base que pode ser sílica, cromita ou zirconita, mais argila (como aglomerante) e água. Após a utilização, praticamente toda areia (98%) pode ser reutilizada.
10.1.1. Etapas do Processo de Preparação do Molde
I. A caixa de moldar é colocada sobre uma placa de madeira ou no chão. O modelo, coberto com talco ou grafite para evitar a aderência da areia, é então colocado no fundo da caixa. A areia é compactada sobre o modelo manualmente ou com o auxílio de marteletes pneumáticos;
II. Essa caixa, chamada de caixa-fundo, é virada de modo que o molde fique para cima;
VII. Coloca-se a caixa de cima sobre a caixa de baixo. Para prender uma na outra, usam-se presilhas ou grampos.
Depois disso, o metal é vazado e após a solidificação e o resfriamento, a peça é desmoldada, com o canal e o massalote retirados. Obtém-se assim, a peça fundida, que depois é limpa e rebarbada. Para que um produto fundido tenha a qualidade que se espera dele, os moldes devem apresentar as seguintes características essenciais:
a) Resistência suficiente para suportar a pressão do metal líquido; b) Resistência à ação erosiva do metal que escoa rapidamente durante o vazamento; c) Mínima geração de gás durante o processo de vazamento e solidificação, a fim de impedir a contaminação do metal e o rompimento do molde; d) Permeabilidade suficiente para que os gases gerados possam sair durante o vazamento do metal; e) Refratariedade que permita suportar as altas temperaturas de fusão dos metais e que facilite a desmoldagem da peça; f) Possibilidade de contração da peça, que acontece durante a solidificação.
10.2. Fundição Usando o Método “Shell Molding”
O uso de resinas foi um grande aperfeiçoamento na utilização de areia para a produção de moldes de fundição. A areia não precisa mais ser compactada porque o aglomerante, que é como uma espécie de cola, tem a função de manter juntos os grãos de areia. E isso é feito de dois modos: a quente e a fria.
O processo “Shell Molding” (Moldagem de Casca) é realizado da seguinte maneira:
I. Os modelos, feitos de metal para resistir ao calor e ao desgaste, são fixados em placas, juntamente com os sistemas de canais e os alimentadores;
II. A placa é presa na máquina e aquecida por meio de bicos de gás até atingir a temperatura de trabalho (entre 200 e 250 oC);
III. A placa é então girada contra um reservatório contendo uma mistura de areia/resina de modo que o modelo fique envolto por essa mistura;
IV. O calor funde a resina que envolve os grãos de areia e essa mistura, após algum tempo (± 15 segundos), forma uma casca (“Shell”) com a espessura necessária (entre 10 e 15mm) sobre o modelo;
V. A “cura” da casca, ou seja, o endurecimento da resina se completa quando a placa é colocada em uma estufa em temperaturas entre 350 e 450 oC;
II. Os modelos de cera endurecidos são montados no canal de alimentação ou vazamento;
III. O conjunto é mergulhado na lama refratária;
IV. O material do molde endurece e os modelos são derretidos e escoam;
V. O molde aquecido é preenchido com metal líquido por gravidade, centrifugação ou a vácuo;
VI. Depois que a peça se solidifica, o material do molde é quebrado para que as peças sejam retiradas;
VI. As peças são rebarbadas e limpas;
As principais vantagens do método de fundição de precisão são:
Tanto os moldes quanto os machos são cobertos com uma pasta adesiva rala feita de material refratário cuja função, além de proteger os moldes, é impedir que as peças grudem neles, facilitando a desmoldagem. A fundição com moldes metálicos também é feita sob pressão. Nesse caso o molde chama-se matriz.
10.5. Fundição sob Pressão
Consiste em forçar o metal líquido a penetrar na cavidade do molde, chamado de matriz. A matriz, de aço-ferramenta tratado termicamente, é geralmente construída em duas partes hermeticamente fechadas no momento do vazamento do metal líquido. O metal é bombeado na cavidade da matriz sob pressão suficiente para o preenchimento total de todos os seus espaços e cavidades. A pressão é mantida até que o metal se solidifique. Então, a matriz é aberta e a peça ejetada por meio de pinos acionados hidraulicamente.
Muitas matrizes são refrigeradas a água. Isso é importante para evitar superaquecimento da matriz, a fim de aumentar sua vida útil e evitar defeitos nas peças. Para realizar sua função, as matrizes têm que ter resistência suficiente para agüentar o desgaste imposto pela fundição sob pressão, e são capazes de suportar entre 50 mil e 1 milhão de injeções.
10.5.1. Máquinas de Fundição sob Pressão
A fundição sob pressão é automatizada e realizada em dois tipos de máquina:
Em princípio, o processo de fundição sob pressão realizado na máquina de câmara quente utiliza um equipamento no qual existe um recipiente aquecido onde o metal líquido está depositado. No seu interior está um pistão hidráulico que, ao descer, força o metal líquido a entrar em um canal que leva diretamente à matriz.
A pressão exercida pelo pistão faz com que todas as cavidades da matriz sejam preenchidas, formando-se assim a peça. Após a solidificação do metal, o pistão retorna à sua posição inicial, mais metal líquido entra na câmara, por meio de um orifício, e o processo se reinicia. Uma representação esquemática desse equipamento é mostrada abaixo.
Essa máquina é dotada de duas mesas: uma fixa e outra móvel. Na mesa fixa ficam uma das metades da matriz e o sistema de injeção do metal. Na mesa móvel localizam-se a outra metade da matriz, o sistema de extração da peça e o sistema de abertura, fechamento e travamento da máquina. Ela é usada quando o metal líquido se funde a uma temperatura que não corrói o material do cilindro e do pistão de injeção, de modo que ambos possam ficar em contato direto com o banho de metal. Se a liga se funde a uma temperatura mais alta, o que prejudicaria o sistema de bombeamento (cilindro e pistão), usa-se a máquina de fundição sob pressão de câmara fria, empregada principalmente para fundir ligas de alumínio, magnésio e cobre. O princípio de funcionamento desse equipamento é o mesmo. A diferença é que o forno que contém o metal líquido é uma unidade independente, de modo que o sistema de injeção não fica dentro do banho de metal. Veja representação esquemática abaixo.
10.5.2. Vantagens e Desvantagens da Fundição sob Pressão
Como todo o processo de fabricação, a fundição sob pressão tem uma série de vantagens e desvantagens. As vantagens são:
As desvantagens são: