Baixe industria textil e outras Notas de estudo em PDF para Engenharia Civil, somente na Docsity!
I-098 - TRATAMENTO DE EFLUENTES LÍQUIDOS DE UMA INDÚSTRIA
TÊXTIL E SEU REUSO
Ruben Bresaola Júnior (1) Engenheiro Civil formado pela Escola de Engenharia de São Carlos. Mestre e Doutor em Hidráulica e Saneamento pela Escola de Engenharia de São Carlos (EESC/USP). Professor Assistente Doutor da Faculdade de Engenharia Civil, Departamento de Saneamento e Ambiente da UNICAMP. Diretor de Educação do CREA-SP (1997-1998). Membro do Conselho Estadual de Recursos Hídricos do Estado de São Paulo. Representante da UNICAMP no Conselho Estadual de Saneamento - CONESAN. Dirceu Luchesi Cantelli Engenheiro Civil formado pela Faculdade de Engenharia Civil da UNESP, Campus de Bauru. Mestre em Saneamento e Ambiente pela Faculdade de Engenharia Civil da UNICAMP. Engenheiro Consultor da Multi Obras Engenharia Ltda.
Endereço(1)^ : Rua Mario Monteiro, 158 - Vila Teixeira - Campinas - SP - CEP: 13032-470 - Brasil - Tel: (19) 273-2247 - e-mail: [email protected]
RESUMO
Este artigo descreve como são originados os despejos líquidos industriais têxteis, reportando os parâmetros de qualidade da água de processo e alternativas de tratamento com indicação da qualidade dos efluentes finais. O sistema de lodos ativados por batelada (LAB) é utilizado em uma primeira etapa como parte da tratabilidade dos referidos despejos. O processo de coagulação - floculação é utilizado como parte final do tratamento, objetivando completar a etapa iniciada pelo sistema biológico. Após as duas etapas de tratamento, os parâmetros Cor, Turbidez, Dureza, Fe e Mn, ficaram dentro dos limites de tolerância, para água de processo. Os valores de SDT, SST e alcalinidade, entretanto, não atingiram os referidos limites. Contudo, baseado em testes de tingimento reais realizados com os efluentes líquidos tratados, como água de processo, em equipamentos de laboratório, simulando esse processo de industrial, e utilizando corantes do tipo direto e disperso, concluiu-se que não houve alteração na qualidade do produto final tingido, indicando que os referidos limites de tolerância, devem ser revistos e que os efluentes obtidos puderam ser reciclados após operação de filtração acrescida ao clarificado da decantação.
PALAVRAS-CHAVE: Águas Residuárias, Galvanoplastia, Metais Pesados, Reciclagem, Reuso.
INTRODUÇÃO
A explosão demográfica que ocorre neste século, associada a fatores como a intensa industrialização, carência de alimentos, poluição e exaustão dos recursos naturais, que relacionados entre si, têm provocado, nos últimos anos, grande preocupação com o meio ambiente, em particular a água, em âmbito mundial. Dentro desta realidade, a degradação ambiental tem se agravado nas últimas décadas, particularmente, no que se refere à poluição dos recursos hídricos.
O desenvolvimento industrial, vem se caracterizando como uma das principais causas para o agravamento desse problema, pois seus processos geram diferentes tipos de resíduos e efluentes na forma líquida, sólida e gasosa, que geralmente são descartados, de maneiras inadequadas.
A intensificação das atividades industriais, como efeito sinérgico, vem acompanhada do aparecimento de aglomerados urbanos, que se utilizam de grandes volumes de água para seu abastecimento, gerando em conseqüência, enormes quantidades de esgotos sanitários, que são inadequadamente dispostos, agravando ainda mais as questões ambientais relacionadas aos recursos hídricos.
FOTOGRAFIA NÃO DISPONÍVEL
Com a globalização da economia, e a conscientização da necessidade de um desenvolvimento o mais próximo, possível, do sustentável, visando a preservação do meio ambiente e a manutenção dos ecossistemas, as indústrias têm que se adequar para atender a rigorosos padrões de qualidade, inclusive os relacionados ao desempenho ambiental, através da certificação ISO 14.000.
As empresas, na busca desta certificação, têm que cumprir exigências para o desenvolvimento, implementação e manutenção de sistemas de gerenciamento ambiental, assegurando a concordância com políticas e objetivos ambientais estabelecidos. Com esse objetivo cumprem não só critérios específicos de desempenho ambiental, mas necessitam organizar políticas e metas, levando em consideração as informações sobre os efeitos no meio ambiente.
O setor têxtil, inserido neste contexto, foi um dos que passou a se preocupar com a proteção ambiental contra os agentes poluidores. Isto, por força da conscientização social de uma melhor qualidade ambiental para as futuras gerações, bem como pela exigência dos órgãos governamentais, determinando o cumprimento da legislação.
A SECRETARIA DOS RECURSOS HÍDRICOS, SANEAMENTO E OBRAS (1994), através da lei n.º 7.663, de 30 de dezembro de 1991, que estabelece normas de orientação à Política Estadual de Recursos Hídricos, bem como ao Sistema Integrado de Gerenciamento de Recursos Hídricos, prevê-se a cobrança pelo uso das águas superficiais e subterrâneas, tornando assim o seu consumo, bem como, a qualidade dos efluentes líquidos lançados, fatores importantes na determinação de custos finais. Desta forma, aumenta o interesse pela nova diretriz tecnológica para o tratamento de efluentes líquidos industriais, que se fundamenta na utilização de matérias primas alternativas não poluidoras, na redução do consumo, reuso e / ou reciclagem.
MATERIAIS E MÉTODOS
Considerações
Foi utilizado como substrato, os efluentes líquidos do sistema de pré- tratamento da Ober S/A Indústria e Comércio. A empresa está localizada no distrito industrial do Município de Nova Odessa, Estado de São Paulo. As águas residuárias têm origem nos processos de lavagem, alvejamento, purga e tingimento de estopas, sacarias, tecidos, carpetes e nos efluentes líquidos gerados pelo sistema de lavagem dos gases das caldeiras. O estudo foi realizado na empresa devido o interesse da mesma em poder reusar ou reciclar a água de processo.
Efluentes líquidos industriais gerados na empresa Ober S.A.
A empresa é abastecida de água pela rede pública, além das vazões oriundas de 3 poços tubulares profundos, fornecendo um total de 50 m3/h. Os esgotos sanitários gerados nas atividades desenvolvidas no restaurante, banheiros, vestiários, são encaminhados diretamente à rede coletora pública. Os despejos industriais são gerados na unidade de tinturaria e acabamento da empresa, onde acontecem o alvejamento, o tingimento, a lavagem e a purga.
Linhas de produtos da indústria
As linhas de produtos envolvidos no processo industrial abrangem a produção de: cobertores, estopas, toalhas para limpeza, flanelas, geomembranas, mantas acolchoadas, carpetes e mangas de filtros.
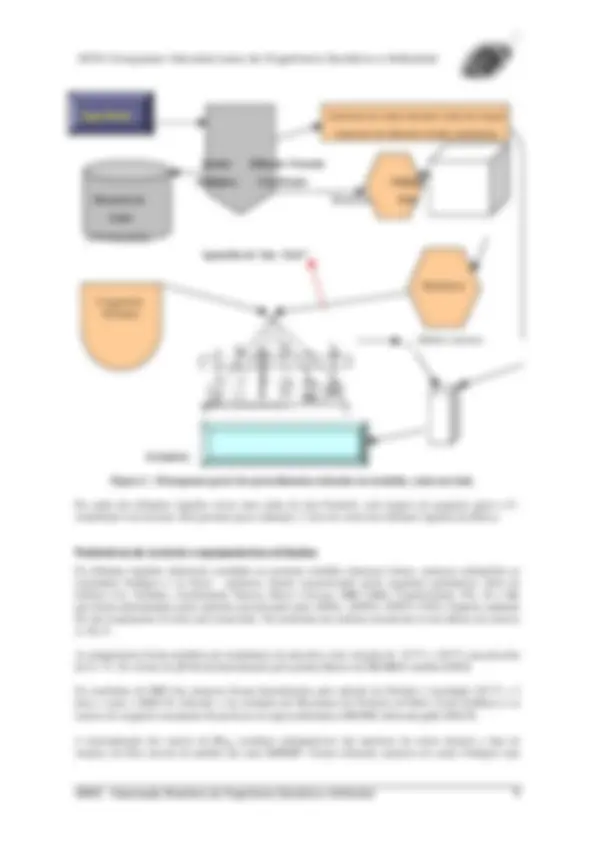
Fluxogramas de processos de beneficiamento
Os fluxogramas (a), (b) e (c) presentes na FIG. 1, representam as etapas do processo de beneficiamento das fibras e tecidos.
Características qualitativas e quantitativas das águas residuárias da indústria
A CETESB realizando o programa de reavaliação de cargas poluidoras das principais indústrias da bacia do Rio Piracicaba, efetuou um levantamento das características quantitativas e qualitativas dos efluentes líquidos da empresa Ober. Conforme esse levantamento, feito nos dias 07 e 08 de outubro de 1996, os principais pontos de geração dos despejos líquidos são:
- Lavagem dos resíduos de fiação e de algodão;
- Tinturaria;
- Lavador de gases da caldeira.
Segundo a CETESB, a vazão média de entrada é de 22,66 m 3 /h, e foi medida na calha Parshall existente a montante do sistema de pré tratamento, já citado. Este valor médio foi confirmado durante a evolução da pesquisa.
Os parâmetros analisados para o efluente bruto foram a DBO, DQO, ferro, chumbo, cobre, níquel, zinco, cromo total, cádmio e manganês, e os parâmetros analisados para o efluente pré - tratado foram a DBO, a DQO, sulfatos e óleos e graxas. A TAB.1 mostra os referidos valores médios.
Tabela 1 - Valores médios dos parâmetros de qualidade para os despejos líquidos da empresa Ober.
Parâmetros (mg/L) Efluente bruto Efluente pré - tratado
DBO 1428 1293 DQO 2450 2630
Óleos e graxas * 194
Sulfato * 97
Ferro < 0,12 *
Chumbo < 0,25 *
Cobre 0,03 *
Níquel < 0,06 * Zinco 0,16 *
Cromo Total < 0,30 *
Cádmio < 0,005 *
Manganês 0,24 *
(*) Valor não determinado Fonte: CETESB (1996)
Sistema de tratamento existente na Indústria A indústria possui um sistema de tratamento de efluentes líquidos constituído por uma unidade de gradeamento, seguido da caixa de areia e tanque de equalização, onde a vazão e a temperatura são homogeneizados, devido às diferentes características (resíduos sólidos sedimentáveis, sólidos em suspensão, óleos e graxa, etc.) das águas oriundas dos vários processos de beneficiamento. Após a equalização, o efluente industrial ainda passa sucessivamente pela torre de resfriamento e pelo tanque de ajuste do valor de pH de lançamento. Os despejos industriais depois de passarem por esse tratamento, com o intuito de atender o artigo 19. A da legislação estadual, são encaminhados através de rede interna exclusiva, até a rede pública de esgotos, seguindo para a estação de tratamento municipal, que é operada em conjunto com o Departamento de Água e Esgoto do município de Americana, de modo a atender a legislação vigente para lançamento em mananciais.
O gradeamento é composto por duas grades de aço inox, com freqüência de limpeza de 3 vezes ao dia. A finalidade dessas grades é reter materiais grosseiros (estopas, pedaços de tecidos, fios, etc.), e corpos flutuantes, de modo a proteger as tubulações, válvulas, bombas, etc. Cada grade tem dimensões iguais a 1, m de largura, comprimento de 1,50m e altura útil de 0,70 m.
A caixa de areia é composta de duas células, que podem trabalhar independentemente, de modo a permitir a limpeza de uma, enquanto pela outra ocorre a passagem do despejo líquido. Tem a finalidade de reter a areia e outros materiais inertes e pesados presentes no efluente. A remoção é necessária para preservar da abrasão as bombas, tubulações, válvulas, etc., também evitar o entupimento das canalizações, bem como o assoreamento do tanque de equalização. Cada célula tem largura de 0,5 m, comprimento de 6,25m, e uma altura útil da ordem de 0,80m.
O medidor de vazão utilizado é uma calha do tipo Parshall e a medida da garganta é 6”. A medição é feita através de escala fixada na face lateral interna do medidor, três vezes ao dia.
O tanque de equalização é constituído por um reservatório construído em alvenaria de tijolos maciços, misto com estrutura de concreto armado. É utilizado também como “tanque pulmão”, absorvendo picos de vazão. Suas dimensões são respectivamente: largura de 7,85m, altura útil de 2,30m, comprimento de 8,00 m.
Como misturador foi utilizado um sistema de injeção de ar de potência 3 CV do tipo insulflador, para promover a homogeneização dos despejos. Tem a finalidade de manter em suspensão os sólidos sedimentáveis para que não se acumulem no fundo do reservatório.O efluente homogeneizado é bombeado do tanque de equalização para a torre de resfriamento, a uma vazão constante igual a 22 m3/h. Duas bombas são utilizadas, sendo uma delas mantida como reserva.
A torre de resfriamento possui um medidor controlador de temperatura, que permite acionar, em casos onde exceda os 39ºC, o ventilador da torre de resfriamento, lançando o efluente, dentro da faixa estabelecida pela legislação.
O tanque de neutralização é utilizado para manter o valor de pH do efluente dentro da faixa estabelecida para lançamento. O CO 2 é empregado como substância química de ajuste de pH. As dimensões do tanque são respectivamente: largura de 1,80m, altura de 3,00m, comprimento de 2,30 m.
Na saída dos efluentes líquidos existe uma calha do tipo Parshall, com largura de garganta igual a 6”, semelhante à da entrada, está presente para confirmar o valor da vazão dos efluente líquidos da fábrica.
Processos de tratamento do trabalho
O trabalho teve, praticamente, duas etapas. Em uma primeira o efluente bruto passou por um tratamento biológico. Posteriormente, o clarificado obtido em cada batelada, foi submetido a um processo físico-químico. Para o tratamento biológico foi utilizado um reator do tipo batelada em escala piloto, montado nas instalações da referida indústria, enquanto que para o tratamento físico-químico foi usado um aparelho de “jar test”, instalado no laboratório da Fatec de Americana, onde foram realizados os ensaios com os efluentes líquidos tratados no reator biológico, após decantação.
Tratamento biológico
No tanque de equalização do sistema de pré tratamento, já mencionado no capitulo anterior, foi instalado um sistema moto-bomba, que através de uma adutora enviava o efluente para o reator biológico em estudo. O reator e demais partes do sistema foram construídos utilizando materiais e máquinas em desuso, cedidos pela empresa Ober, com o apoio do setor de mecânica.
O reator possuía duas saídas laterais e uma descarga de fundo. Em uma das saídas laterais foi acoplado o tubo flexível utilizado para descarga do sobrenadante clarificado, após o período de sedimentação. Na outra foi acoplado um sistema, que serviu para o controle da idade do lodo (€C) do sistema batelada, sendo a ela adicionado um registro e tubulação, ligado a um recipiente de plástico, que teve seu volume previamente graduado para os valores de €C esperados, 22 e 26 L. Para o controle da idade do lodo, imediatamente antes do final do tempo de reação, era aberta a válvula que ligava o sistema de controle ao reator. Com isso, para dentro do vasilhame de controle se dirigia a parcela do volume presente no reator , até completar o nível desejado. Após atingido o mesmo a válvula era fechada e o sistema de aeração desligado, iniciando-se assim a fase de sedimentação. Enquanto no reator era obtido o clarificado, no recipiente de controle do €C, o mesmo acontecia, separando a fase líquida da sólida, quando então podia ser acompanhado o volume de lodo descartado por dia(para cada um dos €C usados). Esse procedimento foi utilizado uma vez por dia. Foram adotados tempos de detenção celular igual a 22,75 e 19,23 d, o que resultou, para o experimento em volumes descartáveis, respectivamente, iguais a 22 e 26 L. Essa metodologia de descartes foi usada sempre na primeira batelada do dia. O efluente do sistema de controle era endereçado ao tanque de equalização de efluentes da indústria.
A descarga de fundo foi utilizada para o esvaziamento do reator, quando da sua desativação ou esgotamento.
Para dar partida ao sistema biológico, foi utilizado o lodo oriundo de um outro sistema do tipo LAB, instalado para tratamento de efluentes líquidos industriais da empresa Beneficiadora de tecidos São José. Esta opção se deu em virtude de se ter um tempo menor de adaptação dos microrganismos aos efluentes, e mesmo porque esta indústria tem processo de produção industrial semelhante ao utilizado pela Ober. O período de adaptação inicial foi cerca de 6 dias. Inicialmente foi colocado 15 % de lodo para 85% de efluente; no segundo dia 30 % e 70 %, respectivamente. Após o período de adaptação obteve-se a estabilização do sistema. Esse início, devido a problemas de disponibilidade de condições laboratoriais, não pôde ser atentamente investigado. É interessante observar que durante o desenvolvimento do trabalho, houve uma intoxicação e morte do lodo ativado presente no reator, e o sistema precisou ser novamente acionado. Com a experiência adquirida anteriormente, o período de adaptação pôde ser diminuído para 2 dias.
Dosagem de nutrientes
Devido às características desse tipo de efluente, houve necessidade de adição de nitrogênio e fósforo, como nutrientes, no processo. Portanto, no início de cada etapa de enchimento, para cada ciclo foi adicionado ácido fosfórico e uréia, como fonte de nutrientes. A uréia utilizada possuía 47 % de nitrogênio e o ácido fosfórico, 32% de fósforo, sendo empregada uma razão de DBO:N:P na proporção de 100:5:1. O valor da DBO utilizado como referência para a determinação das dosagens, foi o indicado pela CETESB, cujo valor médio é de 1293 mg/L. Seguindo as referidas proporções , foram dosados 48 e 41 g de uréia e 14 e 12g de ácido fosfórico, para os volumes de 350 L e 300 L, respectivamente.
Tratamento físico - químico
O tratamento físico - químico, coagulação-floculação, foi realizado utilizando o aparelho de “jar test”, já descrito, cedido pela UNICAMP. As amostras de efluente do tratamento biológico clarificado, que permaneciam em bombonas na câmara fria, foram aquecidas até temperatura de 20ºC e ensaiadas segundo o mecanismo de coagulação por varredura. Foi utilizado além do coagulante primário, polímero, como auxiliar de floculação. A TAB.1 indica os produtos utilizados.
Não foi feito ajuste dos valores de pH para qualquer uma das amostras, sendo portanto utilizados, os valores das amostras que se encontravam na faixa de 7,0 a 8,1, originando os valores de pH de coagulação das amostras selecionadas entre 6,0 e 6,4, e portanto, compatíveis com o mecanismo adotado, para as dosagens de coagulante aplicadas.
Coletas e armazenagens de amostras dos efluentes líquidos clarificados do tratamento físico-químico Após cada ensaio de coagulação - floculação, as amostras selecionadas com os melhores valores de remoção de turbidez foram armazenadas em recipientes plásticos de 2 L, previamente esterilizados com lavagem em solução sulfocrômica, e mantidas em geladeira à temperatura de 4ºC. Posteriormente foram feitas as caracterizações. Estas análises foram realizadas no laboratório da empresa Tema - Tecnologia em Meio Ambiente.
Procedimentos e equipamentos utilizados O equipamento utilizado para os ensaios de coagulação-floculação foi fabricado pela empresa Policontrol, denominado Turbofloc, composto de 6 reatores de 2 L.
Devido à limitação do aparelho de “jar - test”, os ensaios foram realizados utilizando-se os valores descritos por BRESAOLA (1983) em seus estudos. Para o período de mistura rápida o tempo de agitação foi de 60 s, com gradiente de velocidade de 100 s-1^. Para a etapa de floculação foi adotado o tempo de 30 min. e um gradiente de velocidade médio de 30 s-1^. Após essa etapa, o sistema de agitação era desligado, iniciando-se o período de sedimentação de 30 min. Na seqüência, o sobrenadante clarificado era então descartado, sendo coletadas amostras.
Produtos químicos utilizados Foi utilizado como coagulante, o sulfato de alumínio, e como auxiliar de floculação, polímero aniônico. A TAB. 2 indica os produtos químicos utilizados, bem como as concentrações, origens e graus de pureza.
Tabela 2 - Produtos químicos utilizados no tratamento físico-químico.
Produtos utilizados Concentração Origem Grau de pureza
Sulfato de alumínio 5 % Synth P.A.
Polímero aniônico 0,025% Lambra *
Características dos ensaios de coagulação - floculação Os ensaios foram realizados em duas fases distintas. Na primeira foi utilizado somente o coagulante sulfato de alumínio. Após a realização da primeira fase, foi selecionada a amostra com menor valor de turbidez, com a respectiva dosagem de produto químico para realização de ensaios subseqüentes. Na segunda fase foi utilizado sulfato de alumínio e como auxiliar de floculação, polímero aniônico. As amostras selecionadas nas primeiras e segundas etapas foram filtradas em papel de filtro Whatman 40, sendo utilizado o processo indicado por DI BERNARDO (1993), medida novamente a turbidez e armazenada. O fluxograma da FIG 2 ilustra de uma forma geral os procedimentos descritos e desenvolvidos no trabalho como um todo.
LAB, imediatamente antes do final do período de reação. O tempo de sedimentação foi de 30 min. Para os valores de RST (resíduos sedimentáveis do efluente tratado) foi retirada uma amostra do líquido sobrenadante descartado do reator, após fase de sedimentação. O tempo de sedimentação foi fixado em 1h. Os SST, SSF e SSV, foram determinados pelo processo gravimétrico.
Os equipamentos utilizados para as medições dos valores de cor aparente e turbidez, foram o espectrofotómetro DR2000, e o turbidímetro 2100 P, respectivamente. Ambos os equipamentos foram fabricados pela HACH.
Para a determinação dos valores condutividade, foi utilizado um condutivímetro marca DIGIMED modelo DM3.
As leituras dos valores oxigênio dissolvido foram feitas com um medidor do tipo portátil, diretamente no reator. O modelo do aparelho é o H 9142, marca HANNA.
A determinação dos valores de Fe e Mn foi efetuada pelo espectofotômetro modelo DR2000, fabricado pela HACH.
RESULTADOS
Analisando os valores presentes na TAB. 3, pode ser avaliado, o sistema composto pelos dois tipos de tratamento (biológico seguido do físico químico). Para composição da referida tabela, foram utilizados os resultados obtidos, após tratabilidade, para as amostras de efluentes industriais (Bruto) e para os efluentes do sistema de tratamento biológico seguido de físico químico (Tratado). Foi considerado para efeito de análise final, a melhor amostra de cada ensaio, em termos de remoção de turbidez.As características da água requerida para o processamento industrial têxtil, pode ser apresentada, segundo os dados da TAB.4, existindo variações entre os parâmetros apresentados, em decorrência da matéria prima processada. As diferentes fontes apresentam valores limites diferentes, ou seja a EPA(1974) estabelece os limites para água de processo que utilizam o algodão como matéria prima, enquanto que a EPA(1992) para os processos de engomagem.
Tabela 4 - Limites para os parâmetros de qualidade para a água utilizada nos diversos processos têxteis, fontes diferentes.
Parâmetros
Fonte
pH Turbidez uT
Cor uH
Dureza mg/L de Ca CO 3
SDT
mg/L
Fe mg/L
Mn mg/L
SST
mg/L
Alc. mg/L
Botelho (1983) 6-8 5 5 25 100 0,1 0,1 5 * EPA (1992) * * 5 25 100 0,3 0,05 5 * EPA (1974) * 25 50 50 200 0,20 0,1 * 100
Os valores médios dos parâmetros para a água produzida pelo tratamento em estudo, após filtração, pode ser observada na TAB. 5. Tais parâmetros, quando comparados com os indicados na TAB. 4, atendem aos limites, quanto aos valores médios de pH, turbidez, Fe e Mn. Os valores de cor e dureza atendem somente aos limites estabelecidos para os processos que utilizam o algodão como matéria prima. Os resultados de SDT, SST e Alcalinidade, ficaram acima dos limites estabelecidos.
Tabela 5 - Parâmetros de qualidade para a água tratada a partir dos efluentes industriais têxteis em estudo.
Parâmetros
pH Turbidez uT
Cor uH
Dureza mg/L de Ca CO 3
SDT
mg/L
Fe mg/L
Mn mg/L
SST
mg/L
Alc. mg/L
6,4 1,12 35 42 1234 0,04 0,1 17 194,
XXVII Congresso Interamericano de Engenharia Sanitária e Ambiental ABES - Associação Brasileira de Engenharia Sanitária e Ambiental
Tabela 3 - Valores de pH, turbidez, cor, DBO, DQO, dureza, SST, SDT, Fe, Mn, Alcalinidade (Alc.) e porcentagem de remoção para os efluentes industriais(Bruto) e do sistema de tratamento biológico seguido do físico - químico (Trat.) após filtragem.^ Amostras
15/12/
16/12/
17/12/
18/12/
19/12/
22/12/
valores médios
Parâmetros
Bruto
Trat.
% rem
Bruto
Trat.
% rem
Bruto
Trat.
% rem
Bruto
Trat.
% rem
Bruto
Trat.
% rem
Bruto
Trat.
% rem
Bruto
Trat.
% rem
pH
8,
6,
*^
8,
6,
*^
6,
6,
*^
5,
6,
*^
6,
6,
*^
6,
*^
7,
6,
Turbidez (uT)
726
0,
99,
823
0,
99,
714
1,
99,
440
2,
99,
200
0,
99,
247
0,
98,
525
1,
99,
Cor (uH)
4367
27
99,
5002
21
99,
4368
55
99,
2390
55
97,
1110
30
97,
1525
22
98,
3127
35
98,
DBO (mg/L)
1250
10
99,
1180
8
99,
924
17
98,
1990
134
93,
856
5
99,
1330
7
99,
1255
30
97,
DQO (mg/L)
2210
150
93,
3220
115
96,
2020
165
91,
2680
386
85,
1070
76
92,
1820
70
96,
2170
160
92,
Dureza mg/L de
Ca CO
3
120
37
69,
115
40
65,
100
43
57,
110
43
60,
79
38
51,
75
50
33,
100
42
58,
SST mg/L
*^
14
*^
*^
19
*^
*^
15
*^
*^
19
*^
*^
14
*^
*^
19
*^
*^
17
SDT mg/L(estimativa)
1259
1091
*^
1302
1186
*^
1289
1345
*^
1203
1319
*^
890
1061
*^
964
1391
*^
1151
1232
Fe mg/L
*^
zero
*^
*^
0,
*^
*^
0,
*^
*^
0,
*^
*^
zero
*^
*^
0,
*^
*^
0,
Mn mg/L
*^
0,
*^
*^
0,
*^
*^
0,
*^
*^
0,
*^
*^
0,
*^
*^
0,
*^
*^
0,
Alc mg/L de
CaCO
3
*^
98
*^
*^
143
*^
*^
230
*^
*^
287
*^
*^
95
*^
*^
162
*^
*^
169
REFERÊNCIAS BIBLIOGRÁFICAS
- ALTINBAS, U., DOEKMECI, S., BARISTIRAN, A. Treatbility Study of Wastewater from Textile Industry. Environmental Technology. v. 16, n. 4, p. 389-394, 1995.
- ARGAMAN, Y., KAUFMAN, W. J. Turbulence and Flocculation. Journal of the Sanitary Engineering Division. v. 96, n. SA2, p. 223-225, Apr. 1970. 3) BRAILE, P. M., CAVALCANTI, J. E. W. A. Manual de tratamento de águas residuárias industriais. São Paulo: Cetesb, 1993. p. 319-344.
- BRESAOLA Jr., R. Tratamento físico - químico de despejos líquidos de uma indústria têxtil. São Carlos: EESC, USP, 1983. Dissertação (Mestrado) - Escola de Engenharia de São Carlos, Universidade de São Paulo, 1983. 81 p.
- BOTELHO, M. H. C. Tecnologia de tratamento de águas residuárias industriais - tecnologia e gerência , São Paulo , 1983. 187p.
- CETESB. Tratamento de águas residuárias de indústrias têxteis. São Paulo: CETESB, 1991. p. 76.
- CETESB. Nota técnica sobre tecnologia de controle indústria têxtil. São Paulo: CETESB, 1991. p. 31.
- DI BERNARDO, L. Métodos e técnicas de tratamento de água. Rio de Janeiro: Associação Brasileira de Engenharia Sanitária e Ambiental, 1993. v. 1, 481 p.
- EPA. In-Plant Control of Pollution Upgrading Textile Operations to Reduce Pollution. Charlottesville: Environmental Protection Agency, 1974. v.1, 118 p.
- EPA. Wastewater-treatment Systems Upgrading Textile Operations to Reduce Pollution. Boston: Environmental Protection Agency, 1974. v. 2, 45 p.
- EPA. Guidelines for water reuse. Boston: Environmental Protection Agency, 1992. p. 72-77.
- HUDSON Jr., H. E., WOLFNER, J. P. Design of mixing and flocculating Basins. J.A.W.W.A.. v. 59, n. 10, p. 1257-1259, Oct. 1967.
- IRVINE, R. L., BUSH, A. W. Sequencing Bath Biological Reactors - an Overview. Journal of Water Pollution Control Federation. v. 51, n. 2, p. 235-243, Feb. 1979.
- IRVINE, R. L., MILLER, G., BHAMRAH, A. S. Sequencing Batch Treatment of Wastewater’s in Rural Areas. Journal of Water Pollution Control Federation. v. 51, n. 2, p. 244-254, Feb. 1979.
- MENDES, C. G. N. Modelagem Matemática para projeto e operação de reatores intermitentes de lodos ativados. XXV Interamerican Congress of Sanitary Engineering and Environmental Sciences. México, D.F., Nov.,1996.
- METCALF e EDDY. Ingeniería Sanitaria : Tratamiento, evacuación y reutilización de aguas residuales. Editorial Labor: Barcelona, 1985. p. 281-293, 389-390, 507, 530-541, 585-599, 823-829.
- TEXTILE industry technology and costs of wastewater control. New York: Lockwood Greene,
- p. II.4, II.19-II.21, II.41-II.46, IV.1-IV.3, IV.20-IV29.