Baixe Processamento de Polímeros: Moldagem por Injeção, Extrusão e Sopro e outras Trabalhos em PDF para Materiais, somente na Docsity!
Tecnologia dos Materiais
Processamento de Polímeros
Prof. Henrique Cezar Pavanati E-mail: [email protected]
Módulo II – Mecânica
Instituto Federal de Santa Catarina Campus Florianópolis Departamento Acadêmico de Metal-Mecânica Curso Técnico em Mecânica www.pavanati.com.br
Etapas principais do processamento de polímeros:
1. PLASTIFICAÇÃO – Levar o material a um estado em que **sua forma possa ser modificada na etapa seguinte;
- CONFORMAÇÃO – Dar forma desejada a peça;
- ESTABILIZAÇÃO DE FORMA – Endurecimento, resfria-** mento ou cura até a temperatura ambiente.
Trituradores Equipamentos usados na preparação dos polímeros
Trituradores Equipamentos usados na preparação dos polímeros
Misturadores Equipamentos usados na preparação dos compostos
Dosadores Equipamentos usados na preparação dos compostos
INJEÇÃO DE POLÍMEROS
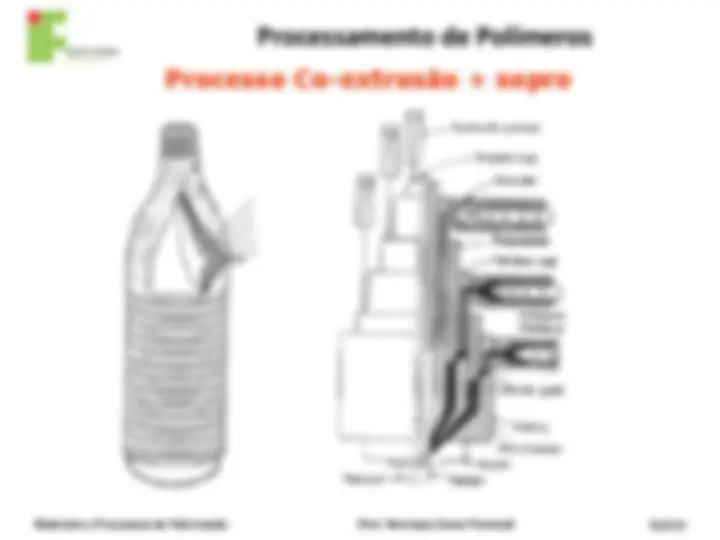
Esquema de uma máquina de moldagem por injeção injeção no molde plástico fundido parafuso móvel
Máquina de moldagem por injeção
Máquina de moldagem por injeção
Matéria-prima 1 – Praticamente todos os termoplásticos; 2 – Praticamente todos os termofixos.
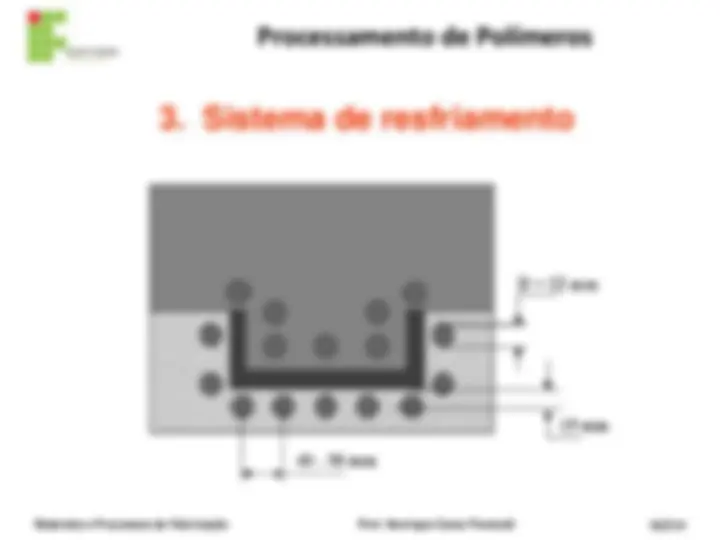
- Nos termoplásticos, o molde deve ser resfriado para solidificar o polímero;
- Nos termofíxos, o molde deve ser aquecido para a reticulação (cura) e solidificação.
Ciclo de injeção
Alguns parâmetros do processo:
- Temperatura de injeção (do material) e do molde – ambas tem influência direta na viscosidade do políme- ro e, consequentemente, no preenchimento do molde. A temp. elevada pode levar a presença de rebarba;
- Volume do material injetado (dosagem) – um volu- me correto garante que não irá faltar material. Um vo- lume menor é problema, mas material além do neces- sário no canhão de injeção poderá degradar (queimar) a matéria-prima;
- Tempo e/ou velocidade de injeção – devem garantir o preenchimento da peça antes da solidificação do material, mas sem promover turbulência no fluxo de injeção;
Alguns parâmetros do processo:
- Pressão de injeção – tem relação direta com o pre- enchimento do molde e também com o grau de com- pactação da peça produzida. O grau de comp. causa variação da densidade e das propriedades mecânicas. Pressões elevadas facilitam a formação de rebarbas;
- Pressão e tempo de recalque – devem garantir que não falte material devido a contração da peça e a den- sidade necessária nos vários pontos da peça;
- Tempo de resfriamento – deve ser o menor tempo possível para permitir o resfriamento da peça, ou seja, o produto ao ser extraído do molde não perca sua for- ma e/ou possa ser manuseado. Muitas vezes é o maior tempo de todo o ciclo de injeção.