Baixe Modelagem PFM e outras Slides em PDF para Engenharia Mecânica, somente na Docsity!
FUNDIÇÃO
É A ARTE DE PRODUZIR PRODUTOS A PARTIR
DO VAZAMENTO DE METAL LÍQUIDO EM UM MOLDE
COM A FORMA EM NEGATIVO DA PEÇA QUE SE
DESEJA OBTER.
A FORMA DE QUALQUER PEÇA É DEFINIDA
- Aplicação
- Pelo seu processo de obtenção:
O PROJETO DE UM FERRAMENTAL DEVE SER
ADAPTADO PARA A FUNDIÇÃO.
O PRIMEIRO PASSO :
a)-Saber como e onde será utilizada a peça.
- Solicitações mecânicas;
- Tipo de material;
- Processo de conformação. ( Análise de todas as operações do
processo de fabricação da peça);
- Quantidade;
- Necessidade de tratamentos superficiais;
- Espessuras de paredes, mínima e máxima, forma e geometria
da peça, (fluidez, contração, rechupes, simetria, etc);
- Sistema de enchimento e de alimentação a ser utilizado;
b)- Como será produzida a peça
- Processo e tipo de moldagem e de Macharia;
Tipo de Forno;
Forma de vazamento;
- Liga;
- Sistema de Acabamento e rebarbação;
Controles Necessários.
Todos os processos citados necessitam de
adaptação dos detalhes técnicos
*Plano de Divisão (Partição);
*Ângulo de Saída;
*Raios de Arredondamento;
*Acréscimo de Usinagem;
*Acréscimo de Contração;
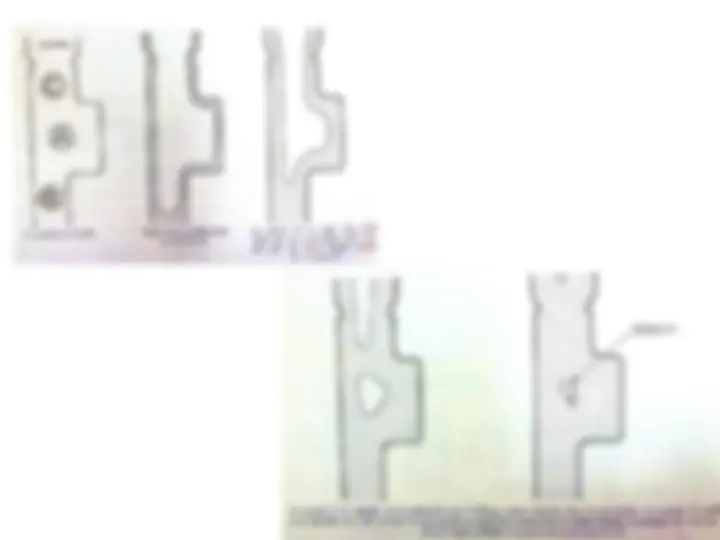
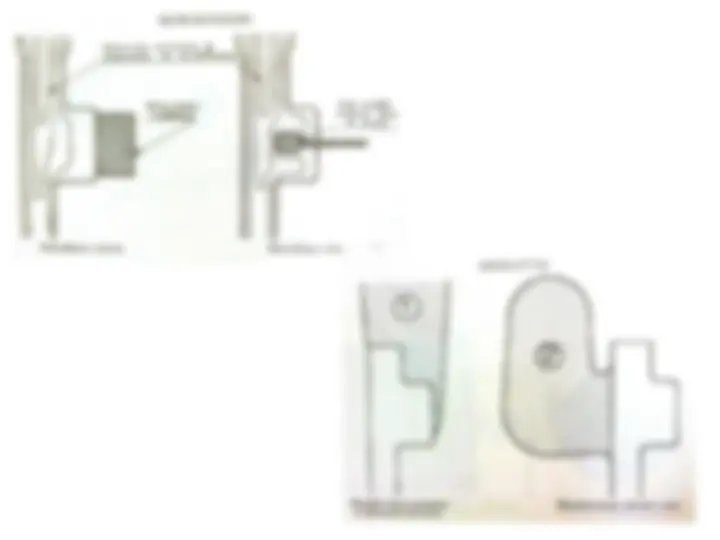
*Outros específicos como: Marcação de macho,
emplacamento, sistema de enchimento e
Alimentação, Dispositivos
Deve-se considerar alguns detalhes tais como:
- Facilitar a extração do molde;
- A quantidade de partes menor possível;
- Favorecer a estabilidade do macho, facilitar a
saída de gases e sua colocação;
Um plano de divisão, em alguns casos, pode ser feito das mais
diversas maneiras, porém, para sua execução o projetista deve ter sempre em
mente:
Praticidade, Funcionalidade e Economia.
A complexidade da peça requer estudos específicos para
definição do plano de divisão, sempre se referenciando nas
necessidades do cliente x processo escolhido
Um plano de divisão inadequado poderá causar
gastos desnecessários.
Todos os ângulos devem ser orientados
em função do plano de divisão;
- Quanto mais alta for a parede do modelo,
menor deverá ser o ângulo de saída;
- Necessário conhecer bem o processo de fabricação;
Existem valores tabelados, orientativos para
peças com maiores exigências nas especificações,
Raios de Arredondamento:
Os raios que arredondam as arestas de um ferramental, são
importantes para evitar:
- Quebra de bolo durante a extração do modelo;
- Ressecamento e erosão da areia durante o preenchimento
do metal na cavidade do molde;
- Superaquecimento e sinterização da areia que forma cantos
internos, podendo resultar na peça um rechupe devido a
concentração de calor num determinado lugar;
Raios de Arredondamento:
- Formação de trincas (tensões) devido aos cantos internos
vivos;
- Cantos externos do modelo devem ser levemente
arredondados, para atenuar aparecimento de rebarbas, bastante
comuns durante pequenas batidas ao manipular o mesmo;
- Evitas cantos duros e quebradiços devido ao super
resfriamento prejudicando a usinagem.
Normalmente estes arredondamentos são proporcionais ao
tamanho da peça;
Geralmente usa-se os seguintes valores:
- Raios externos como sendo entre 1 a 3 mm,
- Raios internos utilizam-se 1/3 da média das medidas das
espessuras que formam o ângulo.
S
I
R= A + b x 1 R
20 + 30 x 1 = 25 x 1 = 8, 3
R = 8