


960-1
Particle Size
Characterization
Ajit Jillavenkatesa
Stanley J. Dapkunas
Lin-Sien H. Lum
NIST recommended
practice guide
Special
Publication
960-1

























































































Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
NIST Recommended Practice Guide, January 2001.
Tipologia: Notas de estudo
1 / 167

Esta página não é visível na pré-visualização
Não perca as partes importantes!
N
I
S
T
r e
c
o
m
m
e
n
d
e
d
p r a c t i c e g u i d e
i
U.S. Department of Commerce Donald L. Evans, Secretary Technology Administration Karen H. Brown, Acting Under Secretary of Commerce for Technology National Institute of Standards and Technology Karen H. Brown, Acting Director
UNI TED STATESOFAMER
ICA
DEP
ARTM
ENTOFCOMMER CE
NIST Recommended Practice Guide
iii
Determination of particle size distribution of powders is a critical step in almost all ceramic processing techniques. The consequences of improper size analyses are reflected in poor product quality, high rejection rates and economic losses. Yet, particle size analysis techniques are often applied inappropriately, primarily due to a lack of understanding of the underlying principles of size analysis, or due to confusion arising from claims and counter-claims of the analytical ability of size determination techniques and instruments.
This guide has been written to address some of these issues and concerns in this regard. The guide is by no means an exhaustive and comprehensive text on particle size analysis, but attempts to convey the practical issues that need to be considered when attempting analysis by some of the more commonly used techniques in the ceramics manufacturing community. The document is written to guide persons who are not experts in the field, but have some fundamental knowledge and familiarity of the issues involved. References to pertinent international standards and other comprehensive sources of information have been included. Data and information from studies conducted at the National Institute of Standards and Technology, and experience gained over years of participation in international round robin tests and standards development, have been used in developing the information presented in this text.
The authors would like to thank and acknowledge the considerable help and contributions from Steve Freiman, Said Jahanmir, James Kelly, Patrick Pei and Dennis Minor and of the Ceramics Division at NIST, for providing critical reviews and suggestions. Thanks are also due to Ed Anderson, Tim Bullard and Roger Weber (Reynolds Metals Co.), Mohsen Khalili (DuPont Central Research and Development), Robert Condrate (Alfred University) and Robert Gettings (Standard Reference Materials Program, NIST) for their role as reviewers of the document. Leslie Smith, Director of the Materials Science and Engineering Laboratory at NIST, is thanked for his support in the production of this guide.
It is our hope that this guide will be added to and revised over the years to come. Please direct your comments and suggestions for future additions and about this text to:
Stephen FreimanStephen FreimanStephen FreimanStephen FreimanStephen Freiman Said JahanmirSaid JahanmirSaid JahanmirSaid JahanmirSaid Jahanmir Chief, Ceramics Division Group Leader, Ceramics Division National Institute of National Institute of Standards & Technology Standards & Technology Gaithersburg, MD 20899 Gaithersburg, MD 20899 USA USA
.........................
v
Preface ................................................................................................. iii
_1. Introduction to Particle Size Characterization .................................. 1
Glossary. Terms Related to Particle Size Analysis and Characterization .......................................................................... 139
Annex 1. Some Formulae Pertaining to Particle Size Representation ........................................................................... 161
Annex 2. NIST RM/SRMs Related to Particle Size Characterization ................................................................................. 165
TTTable 1.1. TTable 1.1.
able 1.1.able 1.1.able 1.1.
Particle Size Analysis Instruments Based on Different Physical Principles
Instrumental Technique
Physical Principle
Volume Fraction Range (%)
Size Range(
μ m)
Acoustic Attenuation Spectroscopy (N) [Ulltrasonic Attenuation Spectroscopy]
ultrasonics
1
0.05 to 10
Centrifugal Sedimentation-Optical (E)
sedimentation
ID
0.01 to 30
Centrifugal Sedimentation-X-Ray (E)
sedimentation
ID
0.01 to 100
Electrical Resistance Zone Sensing (E) [Particle Counting, Coulter Counter]
particle counting
< 0.
0.4 to 1200
Electroacoustic Spectroscopy (N) [Electrokinetic Sonic Amplitude]
ultrasonics
1
0.1 to 10
Gas Absorption Surface Area Analysis (E) [BET Absorption]
surface area analysis
NA
NA
Laser Light Diffraction (E) [Static Light Scattering, Mie Scattering, Elastic LightScattering]
electromagnetic wave interaction
and scattering
0.01 to 5
0.04 to 1000
Light Microscopy (E)
particle counting
NA
Quasi-Elastic Light Scattering (E) [Dynamic Light Scattering, Photon CorrelationSpectroscopy, Optical Beating Spectroscopy]
<0.
0.003 to 6
Scanning Electron Microscopy (E)
particle counting
NA
X-Ray Gravitational Sedimentation (E)
sedimentation
ID
0.5 to 100
Colloid Vibration Current (N) [Single Frequency]
ultrasonics
1
<
Electrokinetic Sonic Amplitude (N) [single frequency]
ultrasonics
1
<
Microelectrophoresis (E) [Laser Light Scattering, Quasi-Elastic LightScattering]
electromagnetic wave interaction
and scattering
<0.
0.1 to 1
Sieving (E)
sieving
NA
5 to 100,
E: Established Technique
N: Emerging Technique
ID: Instrument Dependent
Information compiled by V. A. Hackley, Ceramics Division, NIST
It is important to understand that as different instruments are based on different physical principles, there are bound to be differences in the size results obtained from these instruments. Furthermore, even when using instruments based on the same physical principle, manufacturers’ use of proprietary algorithms, components and variations in adaptations of the same basic physical principle can give rise to significant variations in the measured size. Thus, comparison of size and size distribution results from different instruments should be conducted with extreme caution. Suitable protocols can be developed for comparison of size results from different instruments. The development of such protocols would require extensive analysis of standard, well characterized powders similar to that of interest. The analysis would have to be conducted over a broad size range on all the instruments to be used, and under conditions similar to those under which the powder of interest would be analyzed. Statistical considerations for deviations in particle shape would have to be factored into the development of such protocols.
Given these considerations, numerous users prefer to consider particle size and size distribution results as relative measurements, where results from one run can be compared with those from another, obtained on the same instrument under similar conditions. The use of particle size and size distribution data as relative measurements is very significant when monitoring size distribution as a process control indicator. In such instances the magnitude and/or direction of change is indicative of changes in the manufacturing process, which can significantly impact on the quality of the product. Often, users define acceptable limits for these fluctuations and monitor size and/or size distribution data to ensure that it lies within these limits. In these applications the precision of the measurement is of far greater interest than the accuracy. Absolute measurements can be conducted with some degree of reliability when using techniques such as microscopy-based analysis. In these cases, the particles being counted for size analysis can be visually examined. However, in such a case the reliability of the absolute measurement can be affected by the number of particles that are counted, the representative nature of the particles included in the analysis, the shape of the particles, the state of dispersion and the specimen preparation technique followed.
The use of primary and secondary standards for calibration can significantly improve the reliability of analysis. Standards for calibration can also be developed from products used by the analyst on a regular basis. In these instances it is critical to compare the material used as the standard against
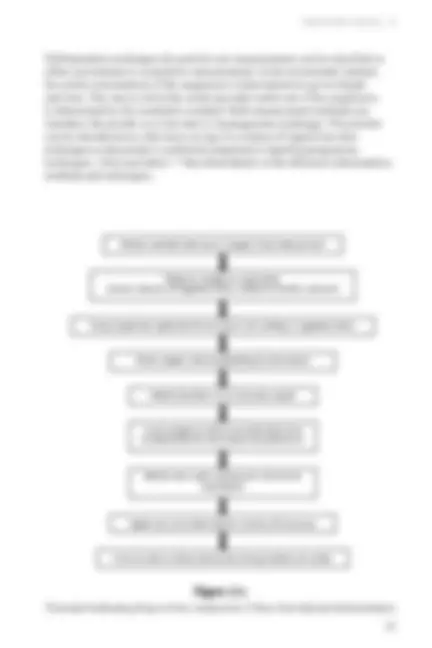
Figure 1.1.Figure 1.1.Figure 1.1.Figure 1.1.Figure 1.1.
Flowchart of General Procedures Followed for Particle Size and Size Distribution Analysis
Sampling from bulk
Sub-sample from bulk samples for specimen
Disperse powder (for both dry and wet)
Specimen preparation
Instrument calibration and set-up
Conduct size analysis (including checks for reproducibility)
Post processing of data (if necessary)
Data interpretation
Reporting of results
(d) mechanical strength of the powders, i.e., are the particles friable and thus, likely to fracture during transport or during sampling,
(e) mode by which powders are transported,
(f) possibility of powder contamination, and acceptable limits of contamination,
(g) duration of time needed to conduct the sampling procedure (this factor requires careful consideration, as sampling procedures can be cumbersome and time-consuming; the desire to save time and money should be balanced with the need for a high level of certainty about the representative nature of the samples), and
(h) skill and knowledge of operators conducting the sampling process.
The following basic guidelines can be followed to aid obtaining representative samples. These are colloquially known as the “golden rules of sampling”^1.
It is also important to note that the entire quantity of the sample powder should pass through the device used for sampling. Sampling procedures can be supplemented by the use of established and proven mathematical techniques. Such techniques of “statistical sampling” require the inspection of only a fraction of the bulk and thus greatly reduce the amount of time and effort spent in sampling. They also provide the advantage of calculating the level of certainty of detecting mistakes, upon applying a particular level of inspection^15.
A typical example of the need for sampling is illustrated where a process engineer may be asked to measure the particle size distribution (PSD) of a powder before and after processing operations. A starting batch of 500 kg (bulk) of powder may be contained in several bags, but the test specimen required for analysis is only 2 g. The issue to be addressed would be what sampling processes can be developed or followed to derive from the 500 kg lot test samples of 2 g, such that these samples are representative of the larger lot? Considering the issues mentioned above, it may be decided that powder samples would have to be withdrawn from different regions of different bags (seemingly contradictory to the first golden rule, the application of which would be impractical here), blended to homogenize the powders, and then reduced into smaller sub-samples. Using a randomization technique, some of these sub-samples would be selected, blended again and checked for homogeneity. Using an iterative process of random sub-sample selection and blending, the quantity of the sub-sample lot would finally be reduced to the desired amount.
This process, though time consuming, would best ensure the development of a representative sub-sample.
As powder batches can vary from a few grams to several tons, there are various devices and techniques that have been developed to aid in representative sampling of powders. The design of these incorporate the “golden rules” to the greatest possible extent. Together with statistical sampling procedures, these can provide a high degree of reliability and homogeneity in the samples produced. Some of these techniques are fairly independent of the operator, while others are strongly influenced by human factors. It is thus necessary to develop and implement practices and controls in these procedures that document and track any error or variation that may be introduced by human factors.
Issues of bulk sampling arise when dealing with powder quantities larger than about 25 kg. Powders in bulk quantities can be shipped in containers of various sizes and shapes, including bags, drums, carboys, hopper cars, etc. Due to the large quantity of powder involved, generating a small amount that is representative of the bulk can be extremely challenging. Often, the techniques used for sampling combine experience, gained over the years dealing with material systems, with simple sampling devices and mathematical procedures. This section describes some of the issues associated with bulk sampling 1-3.
Powder sampling from large containers (ranging from a hundred kilograms to hundreds of kilograms) is typically encountered when manufacturers receive powders from raw material suppliers, or powder manufacturers ship out powders in bulk quantities to customers. Typical examples would include manufacturers of paints and pigments, certain segments of ceramic component and whitewares manufacturing industries, etc. Due to the large quantities of powder involved, sampling at this stage is mostly to answer questions of a “go – no go” nature, i.e., does the powder batch meet the customer’s minimal size requirements such that the lot is acceptable or not?
The ideal location for sampling would be from the moving stream of powder when filling the container. However, as this may not be practical or feasible for the customer, a mutually agreed upon procedure developed by the customer and the supplier may have to be used by the supplier. This requires significant trust between the participants and a proven track record for the supplier. Regular audits need to be conducted to ensure that the sampling procedures meet the agreed upon requirements. In a similar manner, it is just as practical to
number selection process. This process involves assigning a number to each sampling spot, and sampling from some or all of these spots in a random order. The random order to be followed can be created by any simple random number generator. The advantage of following such a process is to minimize any operator bias during the sampling process. After all the samples have been selected, the powders are blended to produce a combined sample. This leads to a powder sample that is a more reliable representation of the entire batch of powders in all the bags. This sampling procedure is based on the assumption that the powders in all the bags will be blended together prior to their use in subsequent processing.
Ensuring representative sampling from a heap is one of the hardest tasks in practical sampling. Segregation of the powders is very prevalent when forming the heap. Segregation occurs due to differences in flow characteristics of powders and their differences in particle motion due to size. The fine particles tend to stay close to the center of the heap while the coarse particles segregate to the peripheral regions of the heap. This segregation is a problem from a sampling point of view. To reduce the extent of segregation, the material should by thoroughly mixed with a scoop by turning the heap over several times. With the last turn, the heap should be formed into a conical pile by placing each scoop of material on top of the previous one. Bias in sampling can be minimized by sampling while pouring the powder to form the heap. Thus, samples may be obtained when the material is being poured out from a container to form the heap.
After samples have been obtained from the bulk, they still need to be further sub-divided in order to reduce the sample size to a manageable quantity. In the following sub-sections, some of the common sampling devices used for dividing bulk samples into laboratory samples are discussed 1,4. The cone and quartering, and scoop sampling methods are relatively simple methods of dividing the material using very simple tools. These are very widely used techniques; however, both methods are significantly influenced by operator error, and should be used only if application of other techniques of sample subdivision is not practical. Both methods require that the material be formed into a heap before sampling. Segregation of the material may contribute to errors in obtaining a representative sample. Table sampler, chute splitter, and spinning riffler are more efficient sampling devices. Kaye 4 describes studies performed to determine the efficiencies of scoop sampling, cone and quartering, the chute riffler and the spinning riffler methods. The spinning riffler was the most efficient of the methods studied.
The cone and quartering method requires that the powder be poured into a cone shaped heap on a flat surface. The heap is flattened by a spatula and divided into four identical volumes. One of these smaller volumes is taken and the procedure repeated to produce 1/16 of the original material. This process is repeated until the specimen size desired for conducting the measurement is obtained. This sampling technique is best for powders that have poor flow characteristics and thus, minimal segregation. This technique is strongly operator-dependent. Errors can occur due to differences in the manner the heap is formed and sub-divided. An improperly formed heap will lead to the propagation of the error introduced initially, with every further round of sample sub-division.
The scoop sampling technique is a widely used, simple technique for sample division. An operator, using a scoop, extracts the laboratory sample from some portion of the bulk sample. This technique is only appropriate for materials that are homogenous and exhibit poor flow characteristics. One of the drawbacks of this technique is that all the bulk material does not go through the sampling process. The other drawback is the dependency on the operator to decide where to scoop the material and what quantity of the sample to extract. If the sample material is taken from the surface, the sampling is more likely to be atypical due to segregation of the material. To eliminate the segregation, the material should be shaken in a container before pouring into a heap and the scooping the sample. Allen and Kaye 1,4^ describe this shaking method.
Table sampling involves powder flow along an inclined table with obstacles to divert and control the powder flow. The sample is introduced through a feeder at the top of an inclined plane from where the powder travels downward on the table plane. A series of holes is drilled into the table surface, to allow the powder to fall through. Guides in the shape of triangular prisms are placed in rows perpendicular to the direction of powder flow. These prisms serve to divide and guide the powder moving along the table. The interaction of the powder with these guides causes the stream of powder to be divided into different fractions. Some of the powder quantity falls through the holes. The remaining powder passes on to the next series of prisms and holes where more of the powder is removed. The procedure is continued until the remaining powder reaches the bottom of the plane. The powder that is collected at the end of the table is the sample. A table sampling device is shown in Figure 2.1.
Figure 2.2.Figure 2.2.Figure 2.2. Figure 2.2.Figure 2.2. Chute Splitter (Figure from presentation by M. Kahili, Sampling Particulate Materials)
A spinning riffler (see Figure 2.3) causes division of the sample powders into a series of containers mounted on a circular holder. The sample is introduced into the mass flow hopper while ensuring that the powder does not form a heap. The material flows from the hopper to a vibratory chute. The powder travels along the chute to the receivers (glass containers), which are rotating in a circular motion at a constant speed. This causes the containers to be filled uniformly. The operator can control the velocity of the circular motion and also the amplitude of the vibratory motion of the feeder. Thus, different powders with varying flow characteristics can be sub-divided using the same device. The vibratory motion of the feeder causes the powders to flow into the receivers at a uniform controlled rate. The spinning riffler is ideal for sub-division of free flowing powder. The quantity of powders that can be obtained as samples depends on the volume of the glass containers that can be accommodated on the riffler. Spinning rifflers are available in different sizes, enabling sub-division of powders from a few milligrams to grams. A drawback of this technique is that the number of sample containers that can be filled at one time is often small. The maximum number of containers that can be filled in one cycle is dictated by the number that can be accommodated on the circular holder.
Allen and Khan 5 conducted a study to determine the reliability of sampling devices. The material tested was a mixture having a volume fraction of 60 % coarse sand and 40 % fine sand. The coarse and fine binary mixtures were
Mass feed hopper
Vibratory feeder
Spinning riffler
Figure 2.3.Figure 2.3.Figure 2.3.Figure 2.3.Figure 2.3.
A Schematic Diagram of a Spinning Riffler 1 (Reproduced with permission from Kluwer Academic Publishers)
prepared by sieving and blending. The coarse grade was composed of 420 μm to 500 μm size sand and the fine grade was composed of 120 μm to 250 μm size sand. It was determined that the spinning riffler was the most reproducible technique for sample sub-division, while the cone and quartering method was the least. Reproducibility of the technique is based on the standard deviation in size distribution observed between different sub-samples generated from the same primary sample. The ability of the spinning riffler to divide the mixture uniformly was far superior to the other methods. Different sampling methods with associated relative standard deviations are shown in Table 2.1. It is obvious from the table that sub-samples produced by spin riffling had the least standard deviation in size distribution between different sub-samples of the same powder lot. Allen^1 discussed other studies that also show spin riffling to be the most reliable technique. Table 2.2 shows a summary of the advantages and disadvantages for each of the sampling devices.
Method Relative Standard Deviation (%) Cone & Quartering 6. Scoop Sampling 5. Table Sampling 2. Chute Riffling 1. Spin Riffling 0.
TTTTTable 2.1.able 2.1.able 2.1.able 2.1.able 2.1. Relative Reliability of Sampling Devices