Baixe Processos de Retificação e outras Notas de aula em PDF para Engenharia Mecânica, somente na Docsity!
Profs.: Alex Sandro M. de Oliveira
Ricardo Adriano dos Santos
Aula de Usinagem
08/04/
Ministério da Educação
Retificação
• Processo abrasivo, do latim “ abrade ”
que significa desgastar.
• Usinagem com grãos abrasivos.
• Retificar significa corrigir irregularidades
de forma na superfície das peças.
• Produz tolerâncias entre IT4 e IT6, entre
0,003 mm e 0,04 mm, dependendo dos
parâmetros de corte e grãos abrasivos.
• Rugosidades, Ra de 0,2 μm até 1,6 μm.
• Processo de acabamento por ter baixa
capacidade de remoção de cavaco.
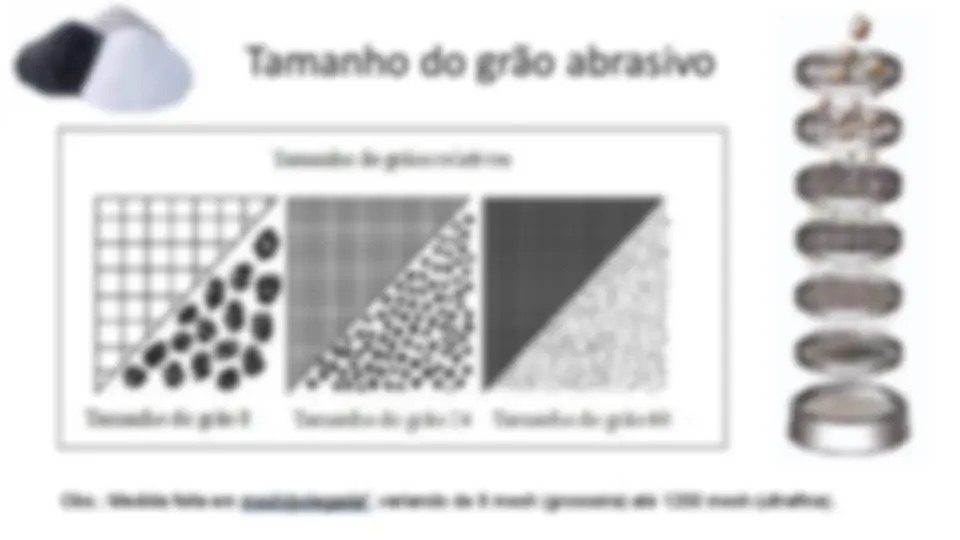
Grãos abrasivos
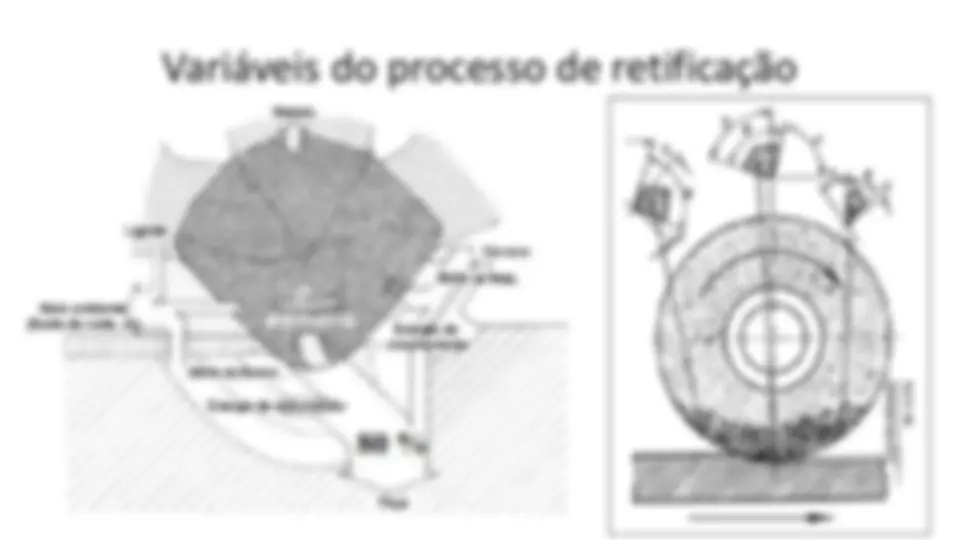
Espessura média de cavaco:
- Grandes ⇒ induzem forças maiores sobre o grão
abrasivo, gerando uma superfície retificada mais
rugosa.
- Pequenos ⇒ aumento no risco de “queimas” da peça.
Taxa de Remoção ⇒ volume de cavacos
removidos por unidade de tempo (mm 3 /s).
Velocidade de Corte ⇒ (m/s)
Vp - velocidade periférica do rebolo, combinada
com a velocidade da peça (da mesa da máquina).
Ap ⇒ Profundidade de corte em cada passada.
Variáveis do processo de retificação
Variáveis do processo de retificação
Outros processos de retificação
Máquinas manuais
Afiação de ferramentas (^) Rebarbadora com pedestal Retificação de bancada (esmeril)
Corte
Retificação tipo disc grinding
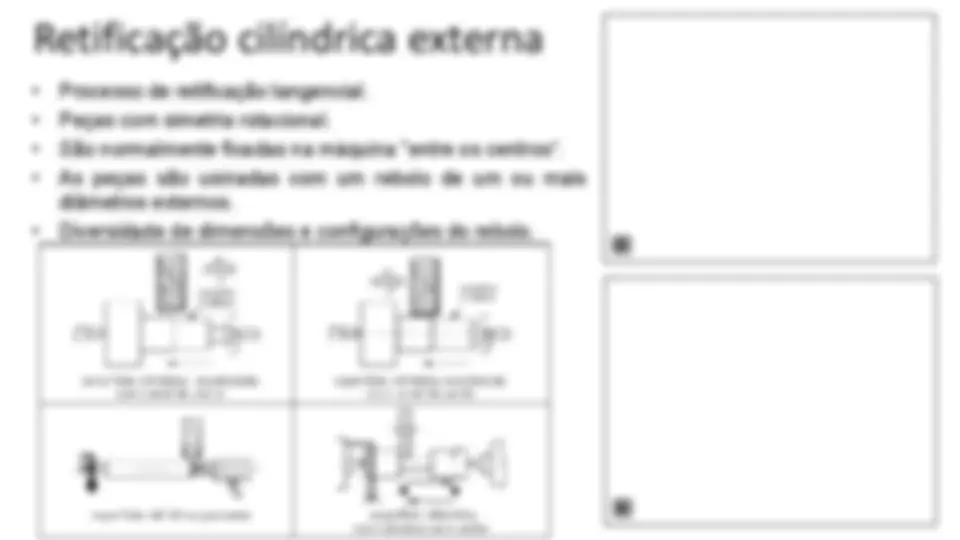
Retificação cilíndrica externa
- Processo de retificação tangencial.
- Peças com simetria rotacional.
- São normalmente fixadas na máquina "entre os centros“.
- As peças são usinadas com um rebolo de um ou mais
diâmetros externos.
- Diversidade de dimensões e configurações do rebolo.
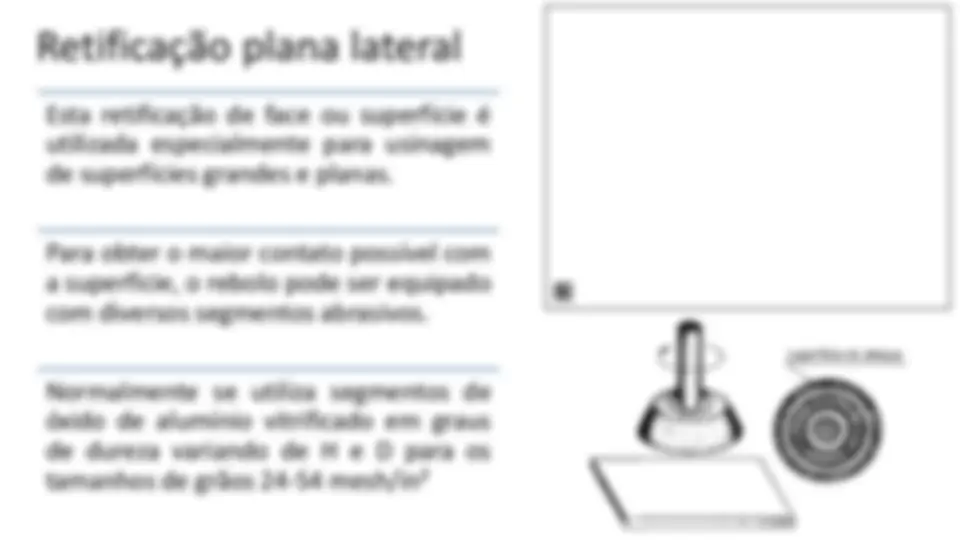
Retificação plana lateral
Esta retificação de face ou superfície é
utilizada especialmente para usinagem
de superfícies grandes e planas.
Para obter o maior contato possível com
a superfície, o rebolo pode ser equipado
com diversos segmentos abrasivos.
Normalmente se utiliza segmentos de
óxido de alumínio vitrificado em graus
de dureza variando de H e D para os
tamanhos de grãos 24-54 mesh/in²
Retificação plana tangencial
- Eixo horizontal, utiliza-se um rebolo cilíndrico,
normalmente do tipo reto.
- Este é o processo mais é utilizado produzir
superfícies retificadas planas.
- Usinagem de todos os tipos de superfícies
planas: paralelas, perpendiculares ou inclinadas
- As peças são fixadas, normalmente, em uma
mesa magnética.
- Movimento transversal junto com o
movimento longitudinal para varredura da superfície a ser usinada.
Retificação plana CNC
Retificação sem centros
“ centerless”
- É um processo cilíndrico externo.
- Não há fixação nas extremidades da peça.
- Processo de elevada produtividade e eficiência
econômica devido aos baixos tempos de processo de cada peça.
- A peça central é suportada por um guia e o
movimento de avanço longitudinal é efetuado por um rebolo de arraste localizada em frente do rebolo de usinagem.
- Simplicidade na alimentação de peças na
máquina.
- Permite a usinagem completa da peça com apenas
uma passagem da peça na máquina.
- É possível a retificação sem centros de peças não
contínuas.
Retificação tipo disc grinding
- É utilizada onde se necessita gerar superfícies planas paralelas, com a retificação de superfícies com disco duplo. Ou seja, as duas superfícies paralelas são usinadas simultaneamente por dois rebolos dispostos em um conjunto.
- Exemplos típicos incluem anéis de rolamento de rolos, anéis de pistão, calços e selos, placas separadoras, bielas, bem como lâminas e chapas de corte.
- A peça é transportada e guiada através da abertura de retificação de discos perfurados ou, por meio de guias lineares.
- Os rebolos podem girar no mesmo sentido ou em sentidos opostos, dependendo das propriedades do componente. Quando os rebolos giram em sentidos opostos,
- Um desafio na retificação de disco duplo é a prevenção de danos de superfície térmica (“queimas” de retificação), pois o fluido refrigerante pode não ter acesso em toda a área de retificação
- Rebolos vitrificados são preferíveis nesse processo, pois eles mantêm a forma e garantem uma vida útil mais longa do rebolo.
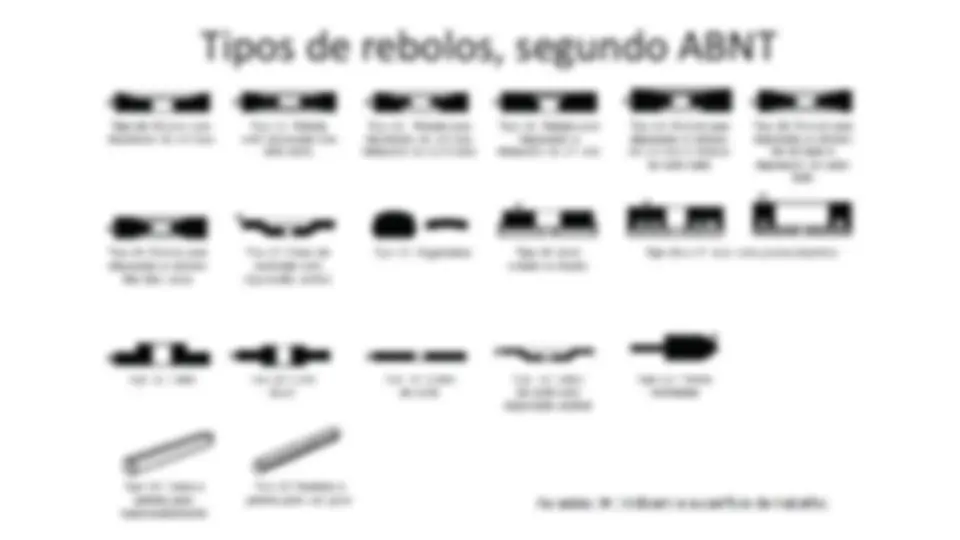
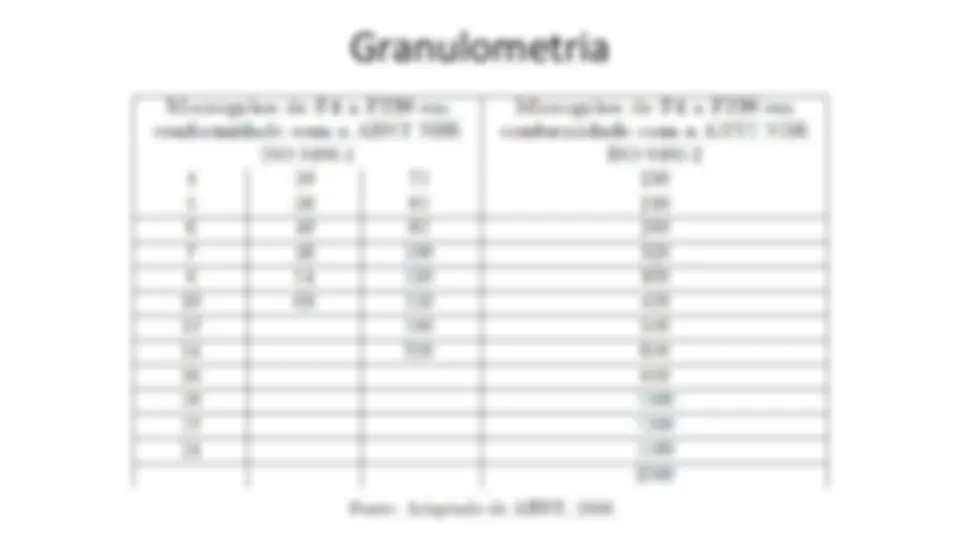
Rebolos
Tipos de rebolos, segundo ABNT