SUMÁRIO
1. PROJETO...................................................................................................................................10
1.1. MATÉRIA PRIMA.............................................................................................................10
1.1.1. E. V. A (Etileno Vinil acetato)....................................................................................11
1.2. ESTAMPAGEM.................................................................................................................12
1.3. EMBALAGEM...................................................................................................................12
1.4. ETIQUETA.........................................................................................................................13
1.5. FMEA.................................................................................................................................. 14
1.5.1. FMEA de projeto.........................................................................................................15
1.6. RELATÓRIO DE PROJETO DVP&R.............................................................................16
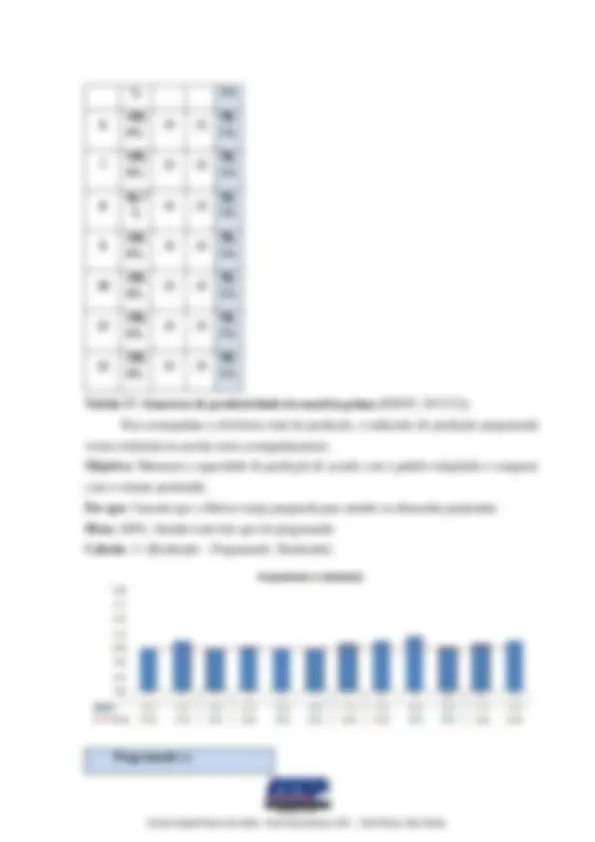
1.7. INDICADORES DO PROJETO........................................................................................16
1.8. ANÁLISE DO MATERIAL...............................................................................................17
1.9. CUSTOS..............................................................................................................................17
1.10. NORMAS............................................................................................................................ 18
1.10.1. Rotulagem, literatura e marcação.................................................................................18
1.10.2. Toxilogia..........................................................................................................................19
1.10.3. Ensaio de abuso razoavelmente previsível....................................................................20
1.10.4. Ensaio de queda.............................................................................................................. 20
1.10.5. Objetos pequenos, pontas e projeções perigosas..........................................................20
1.11. RELATÓRIO DE SUSTENTABILIDADE......................................................................21
2. MANUFATURA.........................................................................................................................22
2.1. INTRODUÇÃO...................................................................................................................22
2.2. PESQUISA TEÓRICA SOBRE O TEMA........................................................................22
2.2.1. Conceito de Manufatura.............................................................................................22
2.2.2. A história da Manufatura...........................................................................................22
2.2.3. Processo de Produção..................................................................................................23
2.2.4. O que é um protótipo?................................................................................................. 23
2.2.5. Qual é a função do protótipo......................................................................................24
2.2.6. Tipos de Protótipos......................................................................................................24
2.2.7. Protótipo Exploratório................................................................................................24
2.2.8. Protótipos Evolutivos..................................................................................................25
2.2.9. Protótipos Estruturais.................................................................................................25
2.2.10. Trial Run......................................................................................................................25