Baixe Solda Processos (Módulo II) e outras Notas de estudo em PDF para Engenharia Elétrica, somente na Docsity!
DE TENSÕES
Modulo II – 1
Página 1
1.0 TRATAMENTO TÉRMICO ALÍVIO DE TENSÕES
1.1 INTRODUÇÃO
1.2 CONSIDERAÇÕES SOBRE ALÍVIO DE TENSÕES
1.3 CLASSIFICAÇÃO DOS METAIS CONFORME P-NUMBER
1.4 INDICAÇÕES PARA UNIÃO DE METAIS DISSIMILARES
1.5 TRATAMENTO TÉRMICO DE ALÍVIO DE TENSÕES
APLICADO NOS AÇOS MAIS UTILIZADOS COMERCIALMENTE
1.6 ALÍVIO DE TENSÕES PARA VASOS DE PRESSÃO
1.7 COMPARAÇÃO ENTRE AS PRINCIPAIS NORMAS
1.8 TRATAMENTO TÉRMICO LOCALIZADO
1.9 BIBLIOGRAFIA
1.10 AUTORES
DE TENSÕES
Modulo II – 1
Página 2
1.0 TRATAMENTO TÉRMICO ALÍVIO DE TENSÕES
1.1 INTRODUÇÃO
O presente trabalho tem por objetivo fornecer informações do tipo consulta rápida, sobre metais e normas, mais comumente utilizadas na indústria em relação ao tratamento térmico de alívio de tensões após a soldagem.
1.2 CONSIDERAÇÕES SOBRE ALÍVIO DE TENSÕES
As tabelas 1 e 2 trazem informações importantes que devem ser consideradas antes de se realizar um tratamento térmico para alívio de tensões.
DE TENSÕES
Modulo II – 1
Página 4
Tabela 2 – Variáveis a serem consideradas no alívio de tensões
Variável Ação
Quanto maior for a diferença entre a máxima e a mínima espessuras dos componentes a serem soldados (*)
Mais lenta deverá ser a taxa de mudança de temperatura
Se a diferença entre a máxima e a mínima espessuras for menor que 4/1 (*)
A taxa de aquecimento não deve exceder a 205 ºC A AWS propõem quando o alívio de tensões tem como finalidade a estabilidade dimensional
O tempo de enxarque deve ser de 1h/pol. de espessura da parte mais espessa Alívio de tensões para vasos de pressão e tubulação (dutos) (*)
Tem como função reduzir tensões internas Alívio de tensões para outros conjuntos para bases de máquinas (*)
Tem como finalidade manter a estabilidade dimensional Devemos considerar a diferença de dilatação entre o aço inox e o aço carbono (*)
Para evitar deformações permanentes
Prever respiros para expansão de ar aquecido e confinado na solda de reforço de conexões (**)
Para evitar trincas
Alívios de tensões são exigidos para equipamentos de aço carbono soldado (**)
Quando estes trabalharem em contato com H2, H2S, HF, NCOH, NaOH, KCl e equipamentos sujeitos a temperaturas inferiores a –30 ºC ou com espessuras maiores ou iguais a 38 mm Aços ligados tendem a trincar durante o alívio de tensões (**)
Estudar cuidadosamente cada caso
() Código ASME (*) Código ASME/Requisitos e normas da Petrobrás
1.3 CLASSIFICAÇÃO DOS METAIS CONFORME P-NUMBER
Com a finalidade de reduzir o número de qualificações dos procedimentos de soldagem, os metais de base foram agrupados através de P-Numbers, sendo que os metais ferrosos foram subdivididos em Group-Numbers, conforme seus requisitos para teste de impacto.
Os metais do mesmo grupo possuem composição química, propriedades mecânicas e soldabilidade semelhantes, porém isto não significa que podemos substituir um metal de base que tenha sido aprovado numa qualificação por outro do mesmo grupo.
DE TENSÕES
Modulo II – 1
Página 5
Abaixo segue a tabela 3 com a classificação:
Tabela 3 – Grupos listados no item QW - 420 do ASME - Seção IX Div. P-Nº 1 Aços Carbono: C < 0,35% Aços de baixa liga: Cr < 0,5% P-Nº 3 Total de elementos por liga < 2,0% Este grupo inclui os aços C-Mo; Mn-Mo e Cr-Mo. Aços de baixa liga: 0,5% < Cr < 2,0% P-Nº 4 Total de elementos por liga < 2,75% Este grupo inclui os aços Cr-Mo e aços de outras ligas Aços de baixa liga: 2,25% < Cr < 10,0% P-Nº 5 Este grupo inclui os seguintes aços: Baixo Cr (2-3%), Médio Cr (4-6%), Alto Cr (7-9%) P-Nº 6 Aços de alta liga (martensíticos): 12-15% Cr P-Nº 7 Aços de alta liga (ferríticos): 12-17% Cr
P-Nº 8 Aços de alta liga (austeníticos): aços inoxidáveis da série 300 P-Nº 9A Aços ao níquel: 2-3% Ni P-Nº 9B Aços ao níquel: 3-4% Ni P-Nº 10A a 10I
Outras ligas
P-Nº 11A Aços ao níquel: 4-9%
Aços e suas ligas
P-Nº 11B Outras ligas
Alumínio e suas ligas P-Nºs 21, 22, 23 e 25
Cobre e suas ligas P-Nºs 31, 32, 33, 34, 35
Níquel e suas ligas P-Nºs 41, 42, 43, 44, 45, 46
Titânio (não ligado) P-Nºs 51 e 52
Zircônio (não ligado) P-Nºs 61
1.4 INDICAÇÕES PARA UNIÃO DE METAIS DISSIMILARES
As tabelas 4a, 4b, 4c e 4d estão relacionadas com a união de metais dissimilares, elas nos indicam quais materiais possuem afinidade, quais consumíveis devemos utilizar e os parâmetros para o tratamento térmico.
Nas tabelas 4a e 4b, de acordo com a intersecção dos materiais a serem utilizados, obtemos um número e uma letra. De acordo com o número obtido, na tabela 4c, temos o consumível mais indicado e através da letra, na tabela 4d temos os parâmetros para o tratamento térmico, quando necessário.
DE TENSÕES
Modulo II – 1
Página 7
Tabela 4c – Consumível de soldagem
N.º Material Eletrodo Revestido Arame Sólido ASME AWS ASME AWS 1 Aço Carbono 5.1 E 7018 5.18 ER 70S- 2 C Mo 5.5 E 7018 A1 5.18 ER 80S-D 3 1 1/4 Cr 1/2 Mo 5.5 E 8018 B2 5.28 ER 80S-B 4 2 1/4 Cr 1 Mo 5.5 E 9018 B3 5.28 ER 90S-B 5 5 Cr 1/2 Mo 5.4 E 502 5.9 ER 502 6 9 Cr 1 Mo 5.4 E 505 5.9 ER 505 7 12 Cr 5.4 E 410 5.9 E 410 8 3 1/2 Ni 5.5 E 8018 C2 5.28 ER 80S-Ni 3 9 304 304L
308L
5.9 ER 308
ER 308L
10 347 5.4 E 347 5.9 ER 347
11 316 316L 5.4 E
E316L
5.9 ER 316
ER 316L
E309 Mo E 309 CB E 309L
5.9 ER 309
ER 309 Mo ER 309 CB ER 309L 13 Inconel 5.11 E NiCrFe 3 5.14 ER NiCR 3 14 Inconel 5.11 E NiCrFe 4 5.11 ER NiCR 3 15 Monel 5.11 E NiCu 7 5.14 ER NiCu 7 16 Níquel 5.11 E Ni 1 5.14 ER Ni 1 17 310 5.4 E 310 5.9 ER 310
Tabela 4d – Tratamento térmico e pré-aquecimento
Letra Pré-aquecimento mínimo (ºC)
Patamar mínimo (ºC) X Tempo (H) ()*
Tratamento Térmico
A^ 10 ºC mínimo^ T^ ≤^ 3/4pol.^ Desnecessário
T > pol. 100 ºC mínimo T > 3/4pol. – 595 ºC X H/pol. Opcional 10 ºC mínimo (^) T ≤ 1/2pol. Desnecessário B T > 1/2pol. 100 ºC mínimo T > 1/2pol. – 595 ºC X H/pol. Opcional C 100 ºC mínimo 595 ºC X H/pol. Obrigatório D 150 ºC mínimo 705 ºC X H/pol. 2 H mínimo Obrigatório E (^) 180 ºC mínimo 705 ºC X H/pol. 2 H mínimo Obrigatório F 200 ºC mínimo 725 ºC X H/pol. 2 H mínimo Obrigatório
G
180 ºC mínimo Pos-aquec. 300 ºC X H/pol.
705 ºC X H/pol. 2 H mínimo Obrigatório
H 10 ºC mínimo Desnecessário
DE TENSÕES
Modulo II – 1
Página 8
1.5 TRATAMENTO TÉRMICO DE ALÍVIO DE TENSÕES APLICADO NOS
AÇOS MAIS UTILIZADOS COMERCIALMENTE
A tabela 5 indica a temperatura e o tempo de patamar de acordo com o tipo de aço no alívio de tensões.
Tabela 5 – Parâmetros para alívio de tensões
Tipo de aço
Temperatura do
patamar ºC
Tempo no
patamar h
Aço
Carbono
Com C ≤ 0,35% Espessura < ¾" Espessura ≥ ¾"
Com C > 0,35% Espessura = ½" Espessura ≥ ½"
Aço C-Mo Com C < 0,20%
Com 0,20 ≤ C ≤ 0,35%
Aço Cr-Mo Com 2% Cr e 0,5% Mo
Com 2,25% Cr e 1% Mo Com 5% Cr e 0,5% Mo Com 9% Cr e 1% Mo
Aço Inox 410 e 430
309 e 310
DE TENSÕES
Modulo II – 1
Página 10
A tabela 8 se aplica ao tratamento térmico de alívio de tensões para vasos de pressão, segundo a sua construção e funcionamento (fundos e cilindros) de acordo com ASME VIII div. 1
Tabela 8 – Fundos e cilindros conformados a frio ASMEVIII Div.
Raio de
conformação
Espessura
nominal
(mm) Fundo Cilindro
Condição para execução do alívio de tensões
do fundo do cilindro
6,3 94,5 63,0 Raio menor que o indicado E 8,0 (^) 120,0 80,0 Equipamento opera com substância letal, ou 9,5 142,5 95,0 Exigência de ensaio de impacto, ou 12,5 187,5 125,0 Redução de espessura conformada > 10%, ou 16,0 240,0 160,0 Temperatura de conformação de 120 à 480 ºC 19,0 285,0 190, 22,4 (^) 336,0 224, 25,0 375,0 250, 31,5 472,5 315, 37,5 562,5 375, 50,0 750,0 500, 63,0 (^) 945,0 630, 75,0 1125,0 750,
Raio menor que o indicado
Se o fundo ou cilindro for aplicado a vaso soldado, onde se fará tratamento térmico após soldagem, dispensa-se o alívio devido a conformação a frio do fundo ou cilindro
A tabela 9 indica como pode ser reduzida a temperatura de patamar, para um vaso de pressão, desde que ocorra um aumento no tempo de permanência do vaso no forno na temperatura de patamar.
Tabela 9 – Redução do tempo de patamar
Redução de temperatura
de patamar (ºC)
Tempo mínimo de
patamar (h/1pol.)
83 10 (P-1, Gr 1, 2) 111 20 (P-1, Gr 1, 2)
DE TENSÕES
Modulo II – 1
Página 11
1.7 COMPARAÇÃO ENTRE AS PRINCIPAIS NORMAS
A tabela 10 indica os parâmetros para tratamento térmico de alívio de tensões segundo as principais normas internacionais.
Tabela 10 – Principais parâmetros de TTAT conforme normas internacionais
Parâmetros de Tratamento
Térmico de Alívio de Tensões
Unidade ASME AWS BS
Temperatura Inicial de Controle
(Ti)
ºC Máx 427 315 400
Taxa de Aquecimento (TA) ºC/Hora Máx^222 220
Taxa de Resfriamento (TR) ºC/Hora Máx^278 260
Temperatura de Patamar (*) ºC 595 590 a 650 580 a 620
Tempo de Permanência Hora^ ()^ ()^ (**)
Temperatura Final de Controle
(TF)
ºC Mín 427 315 400
Diferença de Termopares no
Aquecimento
ºC Máx 139 140 150
Diferença entre Termopares no
Patamar
ºC Mín 83 83 40
Distância entre Termopares A cada (m) Máx^ 4,6^ 4,6^ 4,
() Aplicável para aços carbono (*) 1 hora para cada pol. de espessura nominal En
DE TENSÕES
Modulo II – 1
Página 13
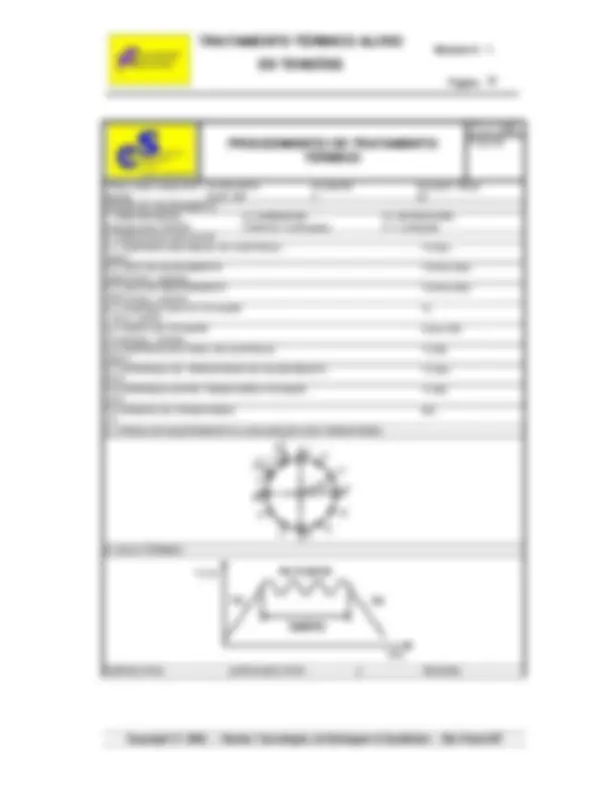
TT n.º 003
PROCEDIMENTO DE TRATAMENTO
TÉRMICO
FOLHA
PEÇA/ SUB CONJUNTO Bocais
CONJUNTO 44D, 44F
CLIENTE QUANT. PEÇA 2 DADOS DO EQUIPAMENTO
- IDENTIFICAÇÃO Equipamento FA249N
- DIMENSÕES Diâmetro 3 polegadas
- ESPESSURAS 1 ½ polegada
- DADOS DOS CÁLCULOS 4.1 TEMPERATURA INICIAL DE CONTROLE: 300ºC
ºC Max
4.2 TAXA DE AQUECIMENTO 320ºC/hora – máximo
ºC/Hora Max
4.3 TAXA DE RESFRIAMENTO 390ºC/hora – máximo
ºC/Hora Max
4.4 TEMPERATURA DE PATAMAR 1100 a 1200ºC
ºC
4.5 TEMPO DE PATAMAR 75 minutos – mínimo
Horas Min
4.6 TEMPERATURA FINAL DE CONTROLE 300ºC
ºC Min
4.7 DIFERENÇA DE TERMOPARES NO AQUECIMENTO: 20ºC
ºC Max
4.8 DIFERENÇA ENTRE TERMOPARES PATAMAR: 20ºC
ºC Min
4.9 NÚMERO DE TERMOPARES: 14
Min
- CROQUI DO EQUIPAMENTO E LOCALIZAÇÃO DOS TERMOPARES
- CICLO TÉRMICO
EMITIDO POR: APROVADO POR: REVISÃO
DE TENSÕES
Modulo II – 1
Página 14
1.9 BIBLIOGRAFIA
CARVALHO, Nestor Ferreira, Curso de Inspeção e Manutenção de Vasos de Pressão, Cap. 3, Pág. 01 a 25, dez. 1998;
TELLES, Pedro C. da Silva, Materiais para Equipamentos de Processos, 3ª ed. em português, Rio de Janeiro, Interciência , 1986;
LINCOLN, Eletric Co. The Procedure Handbook of Arc Welding, 30ª ed. em inglês, USA, Cap. 3.3 a 7, 1995;
ASME, American Society of Mechanical Engineers, Boiler and Pressure Vessel Code, ASME VIII, div. 1, USA, 1992;
GIMENES JR, Luiz, Curso de Tratamento Térmico de Alívio de Tensões em Juntas Soldadas, São Paulo, ABS/FATEC, 2000;
GIMENES JR, Luiz e vários autores, Coleção Tecnologia SENAI, 1ª ed. em português, São Paulo, SENAI, Cap. Tratamento Térmico Aplicado à Soldagem, Pág. 125 a 140, 1997;
TELLES, Pedro C. da Silva, Vasos de Pressão, 1ª ed. em português, Rio de Janeiro, Livros Técnicos e Científicos, Pág. 280 a 283, 1991;
CATERPILLAR BRASIL S/A, Curso de Tecnologia Mecânica, Teoria da Metalurgia e Tratamento Térmico, 2ª ed. em português, São Paulo, 1979.
1.10 AUTORES
Alexandre Custódio Silva n.º 981479-
Carlos Alberto Silva Mayer n.º 981483-3 e-mail: [email protected]
João Rocha Cavalcante n.º 981498-
SOLDAGEM DE
REVESTIMENTOS
Modulo II – 2
Página 2
2.0 SOLDAGEM DE REVESTIMENTOS
2.1 Introdução
Falhas prematuras em peças e/ou equipamentos por fenômenos de desgaste, têm onerado as indústrias em todo o mundo em centenas de bilhões de dólares anualmente, seja por investimento na aquisição de uma peça nova ou na recuperação da peça desgastada. O desgaste pode ser mantido dentro de certos limites aceitáveis, desde que tenhamos pleno conhecimento dos esforços a que a peça ou equipamento estarão submetidos e principalmente dos mecanismos de desgaste atuantes.
Atualmente, devido a evolução tecnológia, é possível proteger com alta eficiência, determinado componente ou superfície que eventualmente esteja exposta a qualquer tipo de desgaste, aplicando-se um revestimento. O revestimento pode ser executado por várias técnicas/processos tais como eletrodeposição, pintura ou ainda, soldagem. Entre as finalidades do revestimento soldado podemos citar: melhorar a eficiência do equipamento mantendo cantos vivos nas bordas e arestas cortantes, contribuir para a redução no consumo de potência (mantendo a capacidade de corte) contribuir para a redução do custo de máquinas e novas instalações possibilitando peças revestidas de baixo custo, permitir a recuperação de peças desgastadas sem necessidade de substituição, aumentar a vida útil de instalações, peças e ferramentas, diminuição do tempo de parada de equipamentos e possibilitar melhores soluções nos projetos de máquinas com a aplicação de materiais muito sobre um núcleo tenaz.
A soldagem de revestimentos, para ter sucesso, necessita que se cumpram algumas etapas consideradas fundamentais para que seja realizada com sucesso. Assim, é de suma importância sabermos definir com certa precisão o(s) mecanismo(s) de desgaste atuante(s), para podermos escolher um material de adição o mais resistente possível contra o(s) desgaste(s) identificado(s), elevando dessa maneira a vida útil das peças ou equipamentos.
2.2 Mecanismos de Desgaste mais importantes
O desgaste é, de maneira geral, o deslocamento indesejável de material de determinada superfície. Nos metais, esse processo pode ocorrer pelo contato com outros metais, sólidos não metálicos, líquidos em movimento, ou ainda partículas sólidas ou partículas de líquido transportadas em um fluxo gasoso. O desgaste implica em um dano que ocorre na superfície de um sólido, devido ao movimento relativo entre a superfície e uma ou mais substâncias em contato com ela. Pode ser definido como a perda progressiva de material da superfície considerada. Nessa definição ampla, pode-se incluir diversos fenômenos como corrosão, oxidação, fluência, fadiga, efeitos devido ao atrito e ao impacto e a ação de deformação e corte por micro- usinagem promovida por partículas abrasivas.
O erro mais comum no controle de desgastes é a falta de reconhecimento do fato que temos várias formas de desgaste e que cada uma deve ser considerada independentemente. O que pode ser um bom projeto ou material para resistir a uma forma de desgaste, pode ser ruim para outra.
SOLDAGEM DE
REVESTIMENTOS
Modulo II – 2
Página 3
Abrasão, adesão, erosão e fadiga supercial são considerados os principais mecanismos de desgaste. A ocorrência de cada um dos mecanismos em situações práticas em termos de porcentagem dos caso identficados, é a seguinte: Abrasão - 50%, Erosão - 8% e demais mecanismos incluindo corrosão - 27%.
2.2.1 Desgate por Abrasão
O desgaste por abrasão ocorre quando partículas duras deslizam ou são forçadas contra uma superfície metálica em relação à qual estão em movimento, provocando por deslocamento ou amassamento a retirada (remoção) de material. Fig. 1
A ação abrasiva pode ser direta, quando a remoção de partículas da superfície metálica é por cisalhamento ou indireta, por fadiga superficial, é indiferente se o abrasivo se desloca em relação à peça ou a peça (superfície metálica que está sendo desgastada) desloca-se em relação à partícula abrasiva. As partículas abrasivas são na grande maioria dos casos de origem mineral. A razão de desgaste depende do grau de penetração da partícula abrasiva na superfície metálica e está relacionada com a dureza do material.
As características e dimensões das partículas, a maior ou menor pressão de escorregamento ou amassamento sobre as superfícies metálicas abrasadas, determinam a classificação da abrasão. O desgaste abrasivo é dividido em três tipos:
- Goivagem quando partículas abrasivas de grandes dimensões agem sobre a superfície metálica, formando sulcos profundos. Este mecanismo, envolve a remoção de fragmentos relativamente grandes da superfície pela ação do material abrasivo grosseiro.
SOLDAGEM DE
REVESTIMENTOS
Modulo II – 2
Página 5
dos pistões como uma série de linhas rugosas na superfície de contato. O roçamento também pode ocorrer após considerável tempo de servicó se tivermos falta de lubrificação.
2.2.2.2 Fretagem
A fretagem ocorre quando duas superfícies metálicas em contato e sob carga, sofrem a ação de movimentos vibratórios de baixa amplitude. Esta é uma ocorrência comum visto que a maioria das máquinas está sujeita a vibrações, quando em trânsito ou em operação. Situações típicas de fretagem podem ser juntas, mancais estacionários atuando sob condições de vibrações, aclopamentos chavetados e ajustes com montagem forçada sobre eixos.
2.2.3 Desgaste Por Erosão
O desgaste por erosão divide-se nos seguintes subtipos:
2.2.3.1 Erosão por abrasão
Este mecanismo de desgaste é fortemente relacionado com o desgaste abrasivo, resulta da colisão de partículas sólidas ou gotas de líquido carregadas por um fluído contra uma superfície metálica. A razão de erosão é dependente da energia cinética das partículas erosivas e de como a energia é dissipada quando as partículas colidem com a superfície. Superfícies dúcteis tendem a sofrer recorte e goivagem, mas em materiais frágeis a energia da partícula é dissipada através da ocorrência de fissura. A extensão dos danos depende do tamanho da partícula, formato, concentração, velocidade e do ângulo de ataque (colisão), sendo este o mais crítico em termos de seleção de material.
2.2.3.2 Erosão por cavitação
Cavitação ocorre quando um líquido é submetido a mudanças rápidas de pressão, ocasionando a formação de bolhas de gás ou vapor na região de pressão mais baixa desse líquido. Quando estas bolhas, ingressam numa região de pressão mais alta, se tornam instáveis e entram em colapso (implodem). A implosão destas bolhas, na interface metálica (superfície) produzem ondas de choque, causando tensões cíclicas e fadiga superficial na superfície metálica.
SOLDAGEM DE
REVESTIMENTOS
Modulo II – 2
Página 6
2.2.4 Desgaste por Impacto
É o desgaste provocado por choque ou cargas aplicadas perpendicularmente (ou próximo a perpendicular) sobre a superfície metálica. O ângulo de colisão (incidência) das partículas varia de 0 a 90º. Em pequenos ângulos teremos a ocorrência de erosão abrasiva e em ângulos grandes, impacto. Este tipo de desgaste ocorre em chapas de britadores de mandíbulas, desvios e cruzamentos de linhas férreas, perfuratrizes de rocha, caçambas de escavadeira, martelos pulverizadores, etc.
Ao contrário dos outros tipos de desgastes, cuja ação depende das propriedades superficiais dos metais, o impacto tem sua atuação diretamente relacionada com as propriedades sub-superficiais. O impacto pode ocorrer pela incidência de partículas líquidas (gotas ou gotículas) e sólidas. Pela ocorrência do impacto por partícula líquida a superfície apresenta inicialmente a formação “pits” (cavidades) que associadas a interação com esse líquido podem induzir a um mecanismo de corrosão.
2.2.5 Corrosão
Define-se corrosão como a remoção de material ou degradação de propriedades mecânicas de um metal pela interação química ou eletroquímica com o meio em que se encontra. Dependendo do mecanismo envolvido no processo, a corrosão costuma ser dividida em quatro grupos:
- corrosão em meio aquoso
- oxidação
- corrosão em meios orgânicos
- corrosão em metais líquidos
De todos, a corrosão em meio aquoso é o mais importante, pois compreende mais de 90% de todos os problemas de corrosão. Ele envolve todos os casos em que há participação no processo corrosivo de um eletrólito aquoso. A própria corrosão atmosférica está incluída neste grupo, pois a mesma ocorre através da condensação da umidade na superfície do metal.
A oxidação muitas vezes chamada indevidamente de corrosão química, compreende os processos de corrosão que envolvem interações diretas entre um metal e um gás ou um sal fundido. A sua importância é maior em temperaturas elevadas quando os danos podem ser consideráveis.
2.3 MATERIAIS DE ADIÇÃO RESISTENTES AO DESGASTE
Desde que o revestimento pode ser definido como sendo a deposição de uma liga metálica em uma superfície para obter propriedades ou dimensões desejadas, qualquer metal de adição pode ser aplicado, como material de revestimento. Uma grande variedade de metais de adição para revestimento podem ser encontrados nas