Baixe Trab Materiais e outras Manuais, Projetos, Pesquisas em PDF para Engenharia Mecânica, somente na Docsity!
Projeto Integrador
ETM 201 – Materiais de Construção
Mecânica
Data 15 /11/ Professor Susana Marraccini Giampietri Lebrao Marcelo Ferreira Moreira Nome RA Gabriela Caetano dos Santos 12.00615-‐ 7 Lucas Favero 13. 00279 -‐ 0 Lucas Luiggi 13. 01588 -‐ 5 Rodrigo Nishi 13. 02514 -‐ 7
PROJETO INTEGRADOR
- Introdução Sumário
- Objetivo
- Parte 2: Materiais possíveis de Fabricação
- Parte 3: Gráficos de Propriedades
- Parte 4: Processos de Fabricação
- Conclusão
- Anexo.........................................................................................................................................
- BIBLIOGRAFIA
PROJETO INTEGRADOR
- Cementação: Aquecer a aproximadamente 900 ºC, e então é inserido carbono na superfície do aço, sendo esse processo podendo ser feito a gás ou em banho de sal;
- Têmpera: Aumentar a temperatura do aço para 840 ºC, aproximadamente, e resfriá-lo em água;
- Revenimento: Processo feito após a têmpera, entre 150-200 ºC, que aumenta a resistência a fratura e a formação de trincas;
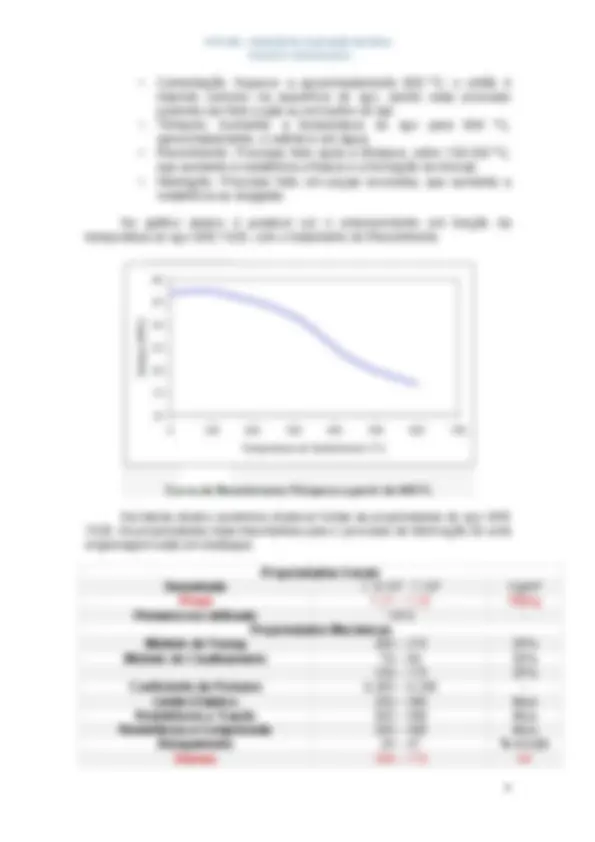
- Nitretação: Processo feito em peças recozidas, que aumenta a resistência ao desgaste. No gráfico abaixo é possível ver o endurecimento em função da temperatura do aço SAE 1020, com o tratamento de Revenimento. Na tabela abaixo podemos observar todas as propriedades do aço SAE
- As propriedades mais importantes para o processo de fabricação de uma engrenagem está em destaque. Propriedades Gerais Densidade 7, 8.10³ - 7.10³ Kg/m³ Preço 1,21 – 1,32 R$/kg Primeira vez utilizado 1610 - Propriedades Mecânicas Módulo de Young 200 – 215 GPa Módulo de Cisalhamento 79 – 84 GPa 158 – 175 GPa Coeficiente de Poisson 0,285 – 0,295 - Limite Elástico 250 – 395 Mpa Resistência a Tração 345 – 580 Mpa Resistência a Compressão 250 – 395 Mpa Alongamento 26 – 47 % tensão Dureza 108 – 173 HV
PROJETO INTEGRADOR Resistência a Fadiga ( 7 ) 203 – 293 Mpa Tenacidade a Fratura 41 – 82 Mpa.m 0, 8,9.10-^4 – 0,00142 - Propriedades Térmicas Ponto de Fusão 1,48.10³ - 1,53.10³ ºC Temperatura Máxima de Serviço 350 – 400 ºC Temperatura Mínima de Serviço/ - 68,2 - - 38,2 ºC Condutividade Térmica 49 – 54 W/m.ºC Calor Específico 460 – 505 J/kg.ºC Capacidade Térmica 11,5 – 13 tensão.μ/ºC Propriedades Elétricas Resistividade Elétrica 15 – 20 μ.ohm.cm Propriedades Ecológicas Energia gasta para a Fabricação 25 – 27,7 MJ/kg CO 2 Liberado 1,72 – 1,9 kg/kg A primeira propriedade escolhida é o preço, ou seja, o custo do aço SAE
- O custo do aço é relativo a sua massa, e pode variar, sendo o valor da tabela acima estimado entre R$ 1,21 e R$ 1,32. O custo é fundamental por dois motivos principais: o lucro e a competitividade. Quanto menor o custo do material, no caso aço SAE 1020, para a produção, no nosso estudo de engrenagens, maior poderá ser o lucro na venda do produto final, ou até mesmo a competitividade no mercado de trabalho, podendo o produto final ser vendido com o preço igual ou menor que o de concorrentes. A segunda propriedade a se destacar é a dureza que expressa a resistência a deformações permanentes do material. Quando se trata a respeito de engrenagens deve-se lembrar que sempre haverá o contato entre os dentes de no mínimo duas engrenagens. A dureza pode ser avaliada a partir da capacidade de um material "riscar" ou penetrar o outro. É necessário que os dentes das engrenagens não se risquem, ou deforme durante o movimento de rotação, pois se não haveria um desgaste elevado em pouco tempo.
PROJETO INTEGRADOR A última propriedade é a tenacidade, ou seja, o quanto o material, no caso o dente da engrenagem, suporta de energia (em forma de impacto) até se romper. Se não houver tenacidade entre os dentes, ou seja, resistência ao impacto, quando os dentes se tocassem os mesmos iriam se romper. O objetivo da seleção é maximizar o desempenho da peça. Para tanto, procurar-se-á o material que melhor transaciona as propriedades escolhidas. Parte 2: Materiais possíveis de Fabricação
- Ferro Fundido Cinzento -‐ Dureza na escala vickers: O Ferro Fundido Cinzento apresenta essa propriedade eficientemente, podendo ser até mais duro que o aço SAE 1020.
- Polioximetileno -‐ Absorve vibrações: É um material utilizado para fazer engrenagens para sistemas que não necessitam uma transmissão de energia tão intensa, e por absorver vibrações, torna-se um bom material quanto a seu uso comparado com outros.
- Ferro Fundido Nodular -‐ Dureza: Assim como o Ferro Fundido Cinza, o Ferro Fundido Nodular, apresenta uma boa dureza, que pode ser maior inclusive que a do aço SAE 1020.
- Ligas de Zinco de Fundição -‐ Limite Elástico: Apesar de não ser uma propriedade tão importante para a construção de uma engrenagem, as ligas de zinco são extremamente maleáveis, o que permite modelá-la facilmente a qualquer formato.
- Aço de Médio teor de Carbono
PROJETO INTEGRADOR -‐ Dureza: O aço de médio teor de carbono é até mais recomendado para a fabricação de engrenagens que o aço SAE
- O próprio programa utilizado exemplifica o uso desse material com engrenagens.
- Epóxi -‐ Dureza: Apesar das propriedades mecânica não se adequarem perfeitamente a fabricação de uma engrenagem, a dureza do epóxi seria boa para fabricação de uma engrenagem apesar da modelagem da engrenagem ser difícil com esse material.
- Poliuretano -‐ Alongamento: Além do alongamento, o poliuretano tem a densidade baixa, o que permite fazer peças volumosas de massa baixa. É utilizado para fazer espumas e filtros, que tem forma parecida com uma engrenagem, no entanto, não serviriam para a mesma função.
- Poliamido (Nylon) -‐ Tenacidade: A tenacidade do nylon não é comparável ao do aço SAE 1020, mesmo assim não é uma tenacidade ruim, sendo utilizado para produção de engrenagens que exigem menos esforços que engrenagens de aço, por exemplo, além de ser mais leve.
- Bronze -‐ Dureza: A dureza do Bronze também é boa, além de outras propriedades, no entanto seu custo comparado ao aço SAE 1020 seria maior.
- Alumina -‐ Dureza: A Alumina é imensuravelmente dura, sua dureza pode ser 10 vezes mais dura que o aço SAE 1020, por exemplo, no entanto outras propriedades não sem destacam tanto.
- Aço de baixa Liga -‐ Tenacidade: é uma das propriedades que pode ser destacada nesse material, pois outras propriedades também poderiam ser destacadas.
PROJETO INTEGRADOR 10 Gráfico 3. 2 – Tenacidade à Fratura x Dureza Utilizando o software foi realizado uma análise de preço, comparando o preço com a dureza obtemos o gráfico abaixo: Hardness - Vickers (HV) 0.001 0.01 0.1 1 10 100 1000 Fracture toughness (MPa.m^0.5)
1 10 100 Cast iron, gray Leather Epoxies Tin Silica glass Flexible Polymer Foam (LD) Plaster of Paris Flexible Polymer Foam (VLD) Rigid Polymer Foam (LD) Metal foam Commercially pure zinc Boron carbide Tungsten carbides Low alloy steel Hardness - Vickers (HV) 0.001 0.01 0.1 1 10 100 1000 Price (BRL/kg)
1 10 100 Nickel Medium carbon steel Low alloy steel Cast iron, gray Granite Plywood Polyetheretherketone (PEEK) Rigid Polymer Foam (LD) Rigid Polymer Foam (HD) Glass ceramic Concrete Aluminum nitride Boron carbide Flexible Polymer Foam (VLD)
PROJETO INTEGRADOR Gráfico 3.3 – Preço x Dureza Percebe-se ao analisar os gráficos que os dois materiais ideais para construção da engrenagem são aços de alta concentração de carbono e os aços de baixa liga. Parte 4: Processos de Fabricação Para a fabricação de engrenagens, são utilizados diversos processos listados abaixo: Fundição O processo de fundição é utilizada para a fabricação de engrenagens sem os dentes, ja que este será fabricado em outro processo Dentre os processos de fundição, destacam-se a fundição em molde de areia, molde permanente e fundição sob alta pressão. Fundição em Molde de Areia A fundição em molde de areia é um procedimento que consiste na elaboração de um molde de areia. Uma vez que o molde é feito, o metal líquido é inserido e quando solidificado o molde é quebrado, obtendo a peça no formato desejado. Esse processo não é adequado para peças grande, complexa geometria e fino acabamento, uma vez que esse processo tem sua tolerância dimensional reduzida. A maior vantagem deste processo é o custo, uma vez que os moldes são de baixo custo e é possível uma rápida produção. Para engrenagens, esse método é normalmente utilizado para produção de engrenagens sem os dentes, porém também podem ser utilizado para engrenagens com dentes, porém tais engrenagens são apenas utilizadas para maquinários de baixas velocidades como algumas maquinas agrícolas ou movidas manualmente, onde a precisão não é muito exigida. Variação da Massa do Produto 0,01 – 10000 kg Tolerância Dimensional 0,8 – 3 mm Rugosidade 20 – 200 μm Custo Relativo do Ferramental Baixo Custo Relativo dos Equipamentos Baixo Produção Baixa Fundição em Molde Permanente
PROJETO INTEGRADOR Esse processo é utilizado para produção de engrenagens ainda sem os dentes, que serão produzidos em outros processos de usinagem. Variação da Massa do Produto 0,01 – 5000 kg Tolerância Dimensional 0,2 – 1 mm Rugosidade 3,2 – 12,5 μm Custo Relativo do Ferramental Alto Custo Relativo dos Equipamentos Alto Produção Alta Usinagem Torneamento O torneamento consiste em prender um tarugo em uma placa giratória e com uma ferramenta que se desloca em dois sentidos, realizar a retirada de material. No caso das engrenagens, o torneamento é utilizado para fabricação das engrenagens sem dentes. O primeiro passo é realizar o faceamento da superfície externa, após isso, atingir o diâmetro externo desejado da engrenagem. O próximo passo é a realizado do furo da engrenagem através de uma broca e para finalizar, cortar com a espessura desejada. Variação da Massa do Produto 0,001 – 55000 kg Tolerância Dimensional 0,013 – 0,4 mm Rugosidade 0,5 – 25 μm Custo Relativo do Ferramental Médio Custo Relativo dos Equipamentos Alto Produção Médio
PROJETO INTEGRADOR
Conclusão
Após todas essas análises, concluímos que o materiais mais adequados para se fabricar a engrenagem do Projeto Integrador é Aço de baixo Carbono, o que já é utilizado no projeto. O Aço de baixo carbono possui propriedades muito parecidas com as do Aço de médio carbono, como a resistência a fadiga e a dureza, entretanto seu custo é inferior, e sua usinabilidade é melhor logo sua aplicação pode ser melhor em relação aos Aços de médio Carbono. Com o software CES-EDUPACK a escolha do material ideal foi otimizado, visando diminuir o custo e melhorar a qualidade do produto. Para tal fim, os conhecimentos prévios adquiridos em aula foram essenciais, uma vez que foi possível analisar cada propriedade dos materiais e fazer a melhor escolha. Anexo MATERIAIS DE POSSÍVEL CONSTRUÇÃO Cast iron, gray Mechanical properties Young's modulus 80 - 138 GPa Shear modulus 31 - 57 GPa Bulk modulus 130 - 140 GPa Poisson's ratio 0,26 - 0, Yield strength (elastic limit) 140 - 420 MPa Tensile strength 140 - 448 MPa Compressive strength 500 - 1,1e3 MPa Elongation 0,17 - 0,7 % strain Hardness - Vickers 90 - 310 HV Fatigue strength at 10^7 cycles 40 - 170 MPa Fracture toughness 10 - 24 MPa.m^0. Mechanical loss coefficient (tan delta) * 0,01 - 0, Polyoxymethylene (Acetal, POM) 1956 Mechanical properties
PROJETO INTEGRADOR 1610 Mechanical properties Young's modulus 200 - 216 GPa Shear modulus 77 - 85 GPa Bulk modulus 158 - 170 GPa Poisson's ratio 0,285 - 0, Yield strength (elastic limit) 305 - 900 MPa Tensile strength 410 - 1,2e3 MPa Compressive strength 305 - 1,76e3 MPa Elongation 4 - 39 % strain Hardness - Vickers 120 - 565 HV Fatigue strength at 10^7 cycles * 229 - 600 MPa Fracture toughness * 12 - 92 MPa.m^0. Mechanical loss coefficient (tan delta) * 2,2e- 4 - 0, Epoxies Mechanical properties Young's modulus 2,35 - 3,08 GPa Shear modulus 0,84 - 1,1 GPa Bulk modulus 3,8 - 4 GPa Poisson's ratio 0,38 - 0, Yield strength (elastic limit) 36 - 71,7 MPa Tensile strength 45 - 89,6 MPa Compressive strength 39,6 - 78,8 MPa Elongation 2 - 10 % strain Hardness - Vickers 10,8 - 21,5 HV Fatigue strength at 10^7 cycles * 22,1 - 35 MPa Fracture toughness 0,4 - 2, MPa.m^0. Mechanical loss coefficient (tan delta) * 0,0095 - 0, Polyurethane Mechanical properties Young's modulus 0,002 - 0,03 GPa Shear modulus 7e- 4 - 0,008 GPa Bulk modulus 1,5 - 1,6 GPa Poisson's ratio 0,49 - 0, Yield strength (elastic limit) 25 - 51 MPa Tensile strength 25 - 51 MPa Compressive strength 50 - 100 MPa Elongation 380 - 720 % strain Fatigue strength at 10^7 cycles * 18,8 - 38,3 MPa Fracture toughness 0,2 - 0, MPa.m^0. Mechanical loss coefficient (tan delta) * 0,51 - 1, Polyamides (Nylons, PA)
PROJETO INTEGRADOR 1938 Mechanical properties Young's modulus 2,62 - 3,2 GPa Shear modulus * 0,97 - 1,19 GPa Bulk modulus 3,7 - 3,9 GPa Poisson's ratio 0,34 - 0, Yield strength (elastic limit) 50 - 94,8 MPa Tensile strength 90 - 165 MPa Compressive strength 55 - 104 MPa Elongation 30 - 100 % strain Hardness - Vickers 25,8 - 28,4 HV Fatigue strength at 10^7 cycles * 36 - 66 MPa Fracture toughness * 2,22 - 5, MPa.m^0. Mechanical loss coefficient (tan delta) * 0,0125 - 0, Bronze Mechanical properties Young's modulus 70 - 105 GPa Shear modulus 25 - 33 GPa Bulk modulus * 84 - 95 GPa Poisson's ratio 0,34 - 0, Yield strength (elastic limit) 100 - 500 MPa Tensile strength 210 - 730 MPa Compressive strength 100 - 500 MPa Elongation 2 - 40 % strain Hardness - Vickers 60 - 240 HV Fatigue strength at 10^7 cycles * 100 - 290 MPa Fracture toughness 24 - 60 MPa.m^0. Mechanical loss coefficient (tan delta) * 5e- 5 - 2,5e- 4 Alumina 1914 Mechanical properties Young's modulus 343 - 390 GPa Shear modulus * 137 - 156 GPa Bulk modulus * 226 - 258 GPa Poisson's ratio 0,23 - 0, Yield strength (elastic limit) 350 - 588 MPa Tensile strength 350 - 588 MPa Compressive strength 690 - 5 ,5e3 MPa Elongation 0 % strain Hardness - Vickers 1,2e3 - 2,06e3 HV Fatigue strength at 10^7 cycles * 200 - 488 MPa Fracture toughness 3,3 - 4, MPa.m^0.
PROJETO INTEGRADOR Hardness - Vickers 5,9 - 6,5 HV Fatigue strength at 10^7 cycles 5,75 - 7 MPa Fracture toughness * 1,32 - 1, MPa.m^0. Mechanical loss coefficient (tan delta) * 0,0725 - 0, Polyurethane (tpPUR) Mechanical properties Young's modulus 1,31 - 2,07 GPa Shear modulus * 0,465 - 0,735 GPa Bulk modulus 2,9 - 3,1 GPa Poisson's ratio * 0,4 - 0, Yield strength (elastic limit) * 40 - 53,8 MPa Tensile strength 31 - 62 MPa Compressive strength * 44 - 59,2 MPa Elongation 60 - 550 % strain Hardness - Vickers 16,1 - 22,7 HV Fatigue strength at 10^7 cycles * 16 - 20 MPa Fracture toughness * 1,84 - 4, MPa.m^0. Mechanical loss coefficient (tan delta) * 0,0193 - 0, BIBLIOGRAFIA
- CALLISTER JR., William D. Ciência e engenharia de materiais: uma introdução.7.ed. Rio de Janeiro, RJ: LTC, 2007.
- SOUZA, S. A. ENSAIOS MECÂNICOS DE MATERIAIS METÁLICOS; FUNDAMENTOS TEÓRICOS E PRÁTICOS. São Paulo, SP : Edgard Blücher, 1995
- http://www.ebah.com.br/content/ABAAAelzkAC/formulas-calculo-ecdr. Acessado em 11/11/
- http://www.cimm.com.br/portal/verbetes/exibir/435-forjamento. Acessado em 11/11/