Baixe 18 Rugosidade e outras Slides em PDF para Desenho, somente na Docsity!
A U L A
O supervisor de uma empresa verificou que os trabalhos de usinagem não estavam em condições de atender aos requisitos do projeto. Por isso, contratou um técnico para explicar ao seu pessoal as normas e aparelhos utilizados para a verificação do acabamento superficial das peças. Vamos acompanhar as explicações?
Rugosidade das superfÌcies
As superfícies dos componentes mecânicos devem ser adequadas ao tipo de função que exercem. Por esse motivo, a importância do estudo do acabamento superficial aumen- ta à medida que crescem as exigências do projeto. As superfícies dos componentes deslizantes, como o eixo de um mancal, devem ser lisas para que o atrito seja o menor possível. Já as exigências de acabamento das superfícies externas da tampa e da base do mancal são menores. A produção das superfícies lisas exige, em geral, custo de fabricação mais elevado. Os diferentes processos de fabricação de componentes mecânicos determi- nam acabamentos diversos nas suas superfícies. As superfícies, por mais perfeitas que sejam, apresentam irregularidades. E essas irregularidades compreendem dois grupos de erros: erros macrogeométricos e erros microgeométricos.
Erros macrogeométricosErros macrogeométricosErros macrogeométricosErros macrogeométricosErros macrogeométricos são os erros de forma, verificáveis por meio de instrumentos convencionais de medição, como micrômetros, relógios comparadores, projetores de perfil etc. Entre esses erros, incluem-se divergências de ondulações, ovalização, retilineidade, planicidade, circularidade etc.
Durante a usinagem, as principais causas dos erros macrogeométricos são: · defeitos em guias de máquinas-ferramenta; · desvios da máquina ou da peça; · fixação errada da peça; · distorção devida ao tratamento térmico.
Erros microgeométricosErros microgeométricosErros microgeométricosErros microgeométricosErros microgeométricos são os erros conhecidos como rugosidade.
Rugosidade
Um problema
A U L A
18
A U L A Rugosidade
É o conjunto de irregularidades, isto é, pequenas saliências e reentrâncias que caracterizam uma superfície. Essas irregularidades podem ser avaliadas com aparelhos eletrônicos, a exemplo do rugosímetro. A rugosidade desem- penha um papel importante no comportamento dos componentes mecânicos. Ela influi na:
· qualidade de deslizamento; · resistência ao desgaste;
· possibilidade de ajuste do acoplamento forçado; · resistência oferecida pela superfície ao escoamento de fluidos e lubrificantes;
· qualidade de aderência que a estrutura oferece às camadas protetoras; · resistência à corrosão e à fadiga;
· vedação; · aparência.
A grandeza, a orientação e o grau de irregularidade da rugosidade podem indicar suas causas que, entre outras, são:
- imperfeições nos mecanismos das máquinas-ferramenta;
- vibrações no sistema peça-ferramenta;
- desgaste das ferramentas;
- o próprio método de conformação da peça.
Conceitos b·sicos
Para estudar e criar sistemas de avaliação do estado da superfície, é neces- sário definir previamente diversos termos e conceitos que possam criar uma linguagem apropriada. Com essa finalidade utilizaremos as definições da norma NBR 6405/1988.
SuperfÌcie geomÈtrica
Superfície ideal prescrita no projeto, na qual não existem erros de forma e acabamento. Por exemplo: superfícies plana, cilíndrica etc., que sejam, por definição, perfeitas. Na realidade, isso não existe; trata-se apenas de uma referência.
A superfície geométrica é, por definição, perfeita.
18
A U L A Perfil real
Intersecção da superfície real com um plano perpendicular. Neste caso, o plano perpendicular (imaginário) cortará a superfície que resultou do método de usinagem e originará uma linha irregular.
Perfil efetivo
Imagem aproximada do perfil real, obtido por um meio de avaliação ou medição. Por exemplo: o perfil apresentado por um registro gráfico, sem qual- quer filtragem e com as limitações atuais da eletrônica.
Perfil de rugosidade
Obtido a partir do perfil efetivo, por um instrumento de avaliação, após filtragem. É o perfil apresentado por um registro gráfico, depois de uma filtragem para eliminar a ondulação à qual se sobrepõe geralmente a rugosidade.
18
ComposiÁ„o da superfÌcie A U L A
Tomando-se uma pequena porção da superfície, observam-se certos ele- mentos que a compõem.
A figura representa um perfil efetivo de uma superfície, e servirá de exemplo para salientar os elementos que compõem a textura superficial, decompondo o perfil.
A)A)A)A)A)^ Rugosidade ou textura primáriaRugosidade ou textura primáriaRugosidade ou textura primáriaRugosidade ou textura primáriaRugosidade ou textura primária é o conjunto das irregularidades causadas pelo processo de produção, que são as impressões deixadas pela ferramenta (fresa, pastilha, rolo laminador etc.). Lembrete: a rugosidade é também chamada de erro microgeométrico.
B)B)B)B)B)^ Ondulação ou textura secundáriaOndulação ou textura secundáriaOndulação ou textura secundáriaOndulação ou textura secundáriaOndulação ou textura secundária é o conjunto das irregularidades causadas por vibrações ou deflexões do sistema de produção ou do tratamento térmico.
C)C)C)C)C)^ Orientação das irregularidadesOrientação das irregularidadesOrientação das irregularidadesOrientação das irregularidadesOrientação das irregularidades é a direção geral dos componentes da textura, e são classificados como:
- orientação ou perfil periódico - quando os sulcos têm direções definidas;
- orientação ou perfil aperiódico - quando os sulcos não têm direções definidas.
D)D)D)D)D)^ Passo das irregularidadesPasso das irregularidadesPasso das irregularidadesPasso das irregularidadesPasso das irregularidades é a média das distâncias entre as saliências. D1: passo das irregularidades da textura primária; D2: passo das irregularidades da textura secundária. O passo pode ser designado pela freqüência das irregularidades.
E)E)E)E)E)^ Altura das irregularidades ou amplitude das irregularidadesAltura das irregularidades ou amplitude das irregularidadesAltura das irregularidades ou amplitude das irregularidadesAltura das irregularidades ou amplitude das irregularidadesAltura das irregularidades ou amplitude das irregularidades. Examinamos somente as irregularidades da textura primária.
18
Sistema M A U L A
No sistema da linha média, ou sistema M, todas as grandezas da medição da rugosidade são definidas a partir do seguinte conceito de linha média:
Linha média é a linha paralela à direção geral do perfil, no comprimen- to da amostragem, de tal modo que a soma das áreas superiores, compreendidas entre ela e o perfil efetivo, seja igual à soma das áreas inferiores, no comprimento da amostragem (l e).
A1 e A2 áreas acima da linha média = A3 área abaixo da linha média.
A1 + A2 = A
Teste sua aprendizagem. Faça os exercícios a seguir e confira suas respostas com as do gabarito.
Marque com X a resposta correta.
Exercício 1Exercício 1Exercício 1Exercício 1Exercício 1 Erros microgeométricos são verificáveis por: a)a)a)a)a) (^ ) rugosímetro; b)b)b)b)b) (^ ) projetor de perfil; c)c)c)c)c) (^ ) micrômetro; d)d)d)d)d) (^ ) relógio comparador.
Exercício 2Exercício 2Exercício 2Exercício 2Exercício 2 A rugosidade desempenha um papel importante no comportamento dos componentes mecânicos. Ela não influi: a)a)a)a)a) (^ ) na aparência; b)b)b)b)b) (^ ) na qualidade de deslizamento; c)c)c)c)c) (^ ) na resistência ao desgaste; d)d)d)d)d) (^ ) nenhuma das respostas anteriores.
ExercÌcios
18
A U L A Exercício 3Exercício 3Exercício 3Exercício 3Exercício 3 A superfície obtida por processos de fabricação, denomina-se: a)a)a)a)a) (^ ) geométrica; b)b)b)b)b) (^ ) real; c)c)c)c)c) ( ) efetiva; d)d)d)d)d) (^ ) rugosa;
Exercício 4Exercício 4Exercício 4Exercício 4Exercício 4 Cut off significa: a)a)a)a)a) (^ ) passo das irregularidades; b)b)b)b)b) ( ) ondulações causada por vibrações do sistema de produção; c)c)c)c)c) (^ ) comprimento^ de^ amostragem^ nos^ aparelhos^ eletrônicos^ (rugosímetros); d)d)d)d)d) (^ ) orientação dada as irregularidades.
19
A U L A Vantagens do par‚metro Ra
… o par‚metro de mediÁ„o mais utilizado em todo o mundo. … aplic·vel ‡ maioria dos processos de fabricaÁ„o. Devido a sua grande utilizaÁ„o, quase todos os equipamentos apresentam esse par‚metro (de forma analÛgica ou digital eletrÙnica). Os riscos superficiais inerentes ao processo n„o alteram muito seu valor. Para a maioria das superfÌcies, o valor da rugosidade nesse par‚metro est· de acordo com a curva de Gauss, que caracteriza a distribuiÁ„o de amplitude.
Desvantagens do par‚metro Ra
O valor de Ra em um comprimento de amostragem indica a mÈdia da rugosidade. Por isso, se um pico ou vale n„o tÌpico aparecer na superfÌcie, o valor da mÈdia n„o sofrer· grande alteraÁ„o, ocultando o defeito. O valor de Ra n„o define a forma das irregularidades do perfil. Dessa forma, poderemos ter um valor de Ra para superfÌcies originadas de processos diferen- tes de usinagem. Nenhuma distinÁ„o È feita entre picos e vales. Para alguns processos de fabricaÁ„o com freq¸Íncia muito alta de vales ou picos, como È o caso dos sinterizados, o par‚metro n„o È adequado, j· que a distorÁ„o provocada pelo filtro eleva o erro a altos nÌveis.
IndicaÁ„o da rugosidade Ra pelos n˙meros de classe
A norma NBR 8404/1984 de indicaÁ„o do Estado de SuperfÌcies em Dese- nhos TÈcnicos esclarece que a caracterÌstica principal (o valor) da rugosidade Ra pode ser indicada pelos n˙meros da classe de rugosidade correspondente, conforme tabela a seguir.
O desvio mÈdio aritmÈtico È expresso em micrometro (mm).
CLASSE DE RUGOSIDADE
N N N N N N N N N N N N
RUGOSIDADE RA (valor em mm) 50 25 12, 6, 3, 1, 0, 0, 0, 0, 0, 0,
19
MediÁ„o da rugosidade (Ra) A U L A
Na mediÁ„o da rugosidade, s„o recomendados valores para o comprimento da amostragem, conforme tabela abaixo.
Simbologia, equivalÍncia e processos de usinagem
A tabela que se segue, classifica os acabamentos superficiais - geralmente encontrados na ind˙stria mec‚nica - em 12 grupos, e as organiza de acordo com o grau de rugosidade e o processo de usinagem que pode ser usado em sua obtenÁ„o. Permite, tambÈm, visualizar uma relaÁ„o aproximada entre a simbologia de tri‚ngulos, as classes e os valores de Ra (mm).
TABELA DE COMPRIMENTO DA AMOSTRAGEM (CUT OFF )
RUGOSIDADE RA (mm)
MÕNIMO COMPRIMENTO DE AMOSTRAGEM L ( CUT OFF) (mm) De 0 atÈ 0, Maior que 0,1 atÈ 2, Maior que 2,0 atÈ 10, Maior que 10,
0, 0, 2, 8,
19
Individualmente, n„o apresenta informaÁ„o suficiente a respeito da super- A U L A fÌcie, isto È, n„o informa o formato da superfÌcie. A figura a seguir ilustra esta idÈia: diversas formas de rugosidade podem ter o mesmo valor para Ry.
ObservaÁ„o: O par‚metro Ry substitui o par‚metro Rm·x.
Rugosidade total (Rt)
Corresponde ‡ dist‚ncia vertical entre o pico mais alto e o vale mais profundo no comprimento de avaliaÁ„o (lm), independentemente dos valores de rugosidade parcial (Zi). Na figura abaixo, pode-se observar que o pico mais alto est· no ret‚ngulo Z1, e que o vale mais fundo encontra-se no ret‚ngulo Z3. Ambos configuram a profundidade total da rugosidade Rt.
O par‚metro Rt tem o mesmo emprego do Ry, mas com maior rigidez, pois considera o comprimento de amostra igual ao comprimento de avaliaÁ„o.
Vantagens do par‚metro Rt
… mais rÌgido na avaliaÁ„o que o Ry, pois considera todo o comprimento de avaliaÁ„o e n„o apenas o comprimento de amostragem (1 valor de cut off). … mais f·cil para obter o gr·fico de superfÌcie do que com o par‚metro Ry. Tem todas as vantagens indicadas para o Ry.
Desvantagem do par‚metro Rt
Em alguns casos, a rigidez de avaliaÁ„o leva a resultados enganosos.
19
A U L A Rugosidade mÈdia (Rz)
Corresponde ‡ mÈdia aritmÈtica dos cinco valores de rugosidade parcial. Rugosidade parcial (Z i) È a soma dos valores absolutos das ordenadas dos pontos de maior afastamento, acima e abaixo da linha mÈdia, existentes no comprimento de amostragem (cut off). Na representaÁ„o gr·fica do perfil, esse valor corresponde ‡ altura entre os pontos m·ximo e mÌnimo do perfil, no comprimento de amostragem (le). Ver figura a seguir.
O par‚metro Rz pode ser empregado nos seguintes casos: ∑ Pontos isolados n„o influenciam na funÁ„o da peÁa a ser controlada. Por exemplo: superfÌcies de apoio e de deslizamento, ajustes prensados etc.; ∑ Em superfÌcies onde o perfil È periÛdico e conhecido.
Vantagens do par‚metro Rz
Informa a distribuiÁ„o mÈdia da superfÌcie vertical. … de f·cil obtenÁ„o em equipamentos que fornecem gr·ficos. Em perfis periÛdicos, define muito bem a superfÌcie. Riscos isolados ser„o considerados apenas parcialmente, de acordo com o n˙mero de pontos isolados.
Desvantagens do par‚metro Rz
Em algumas aplicaÁıes, n„o È aconselh·vel a consideraÁ„o parcial dos pontos isolados, pois um ponto isolado acentuado ser· considerado somente em 20%, mediante a divis„o de. Assim como o Ry, n„o possibilita nenhuma informaÁ„o sobre a forma do perfil, bem como da dist‚ncia entre as ranhuras. Nem todos os equipamentos fornecem esse par‚metro.
1 5
19
A U L A Marque com X a resposta correta.
ExercÌcio 1 O par‚metro de avaliaÁ„o da rugosidade mais usado È: a) ( ) Rz; b) ( ) Ra; c) ( ) Rt; d) ( ) Ry.
ExercÌcio 2 A classe N4 corresponde a uma rugosidade Ra igual a 0,2 mm. Com esses valores recomenda-se um comprimento de amostragem (cut off) igual a: a) ( ) 8,00 mm; b) ( ) 2,50 mm; c) ( ) 0,25 mm; d) ( ) 0,80 mm.
ExercÌcio 3 Para medir a rugosidade de uma superfÌcie de peÁas sinterizadas utiliza-se o par‚metro: a) ( ) Rz; b) ( ) Rt; c) ( ) Ra; d) ( ) R (^) 3Z.
ExercÌcio 4 A cota representada com X na figura abaixo corresponde a:
a) ( ) Ry; b) ( ) R (^) 3Z; c) ( ) Ra; d) ( ) Rt.
ExercÌcios
A U L A
Existem v·rios tipos de superfÌcie de peÁas.
Qual o melhor meio para identificar rapidamente cada um desses tipos e o estado das superfÌcies? Essa quest„o foi resolvida com sÌmbolos convencionados, representados por desenhos tÈcnicos. Vamos conhecer essa simbologia?
Simbologia: Norma ABNT - NBR 8404/
A Norma ABNT - NBR 8404 fixa os sÌmbolos e indicaÁıes complementares para a identificaÁ„o do estado de superfÌcie em desenhos tÈcnicos.
Um problema
A U L A
QUADRO 2: SÕMBOLOS COM INDICA«√O DA CARACTERÕSTICA PRINCIPAL DA RUGOSIDADE, RA
SÕMBOLO A remoÁ„o do material È: facultativa exigida n„o permitida SuperfÌcie com rugosidade de valor m·ximo Ra = 3,2 mm. SuperfÌcie com rugosidade de valor m·ximo Ra= 6,3 mm e mÌnimo Ra = 1,6 mm.
SIGNIFICADO
SÌmbolo b·sico; sÛ pode ser usado quando seu significado for complementado por uma indicaÁ„o.
Caracteriza uma superfÌcie usinada, sem mais detalhes.
Caracteriza uma superfÌcie na qual a remoÁ„o de material n„o È permi- tida e indica que a superfÌcie deve permanecer no estado resultante de um processo de fabricaÁ„o anterior, mesmo se ela tiver sido obtida por usinagem.
QUADRO 1: SÕMBOLO SEM INDICA«√O
SÕMBOLO SIGNIFICADO
RepresentaÁ„o
de rugosidade
20
IndicaÁ„o nos desenhos A U L A
Os sÌmbolos e inscriÁıes devem estar orientados de maneira que possam ser lidos tanto com o desenho na posiÁ„o normal como pelo lado direito.
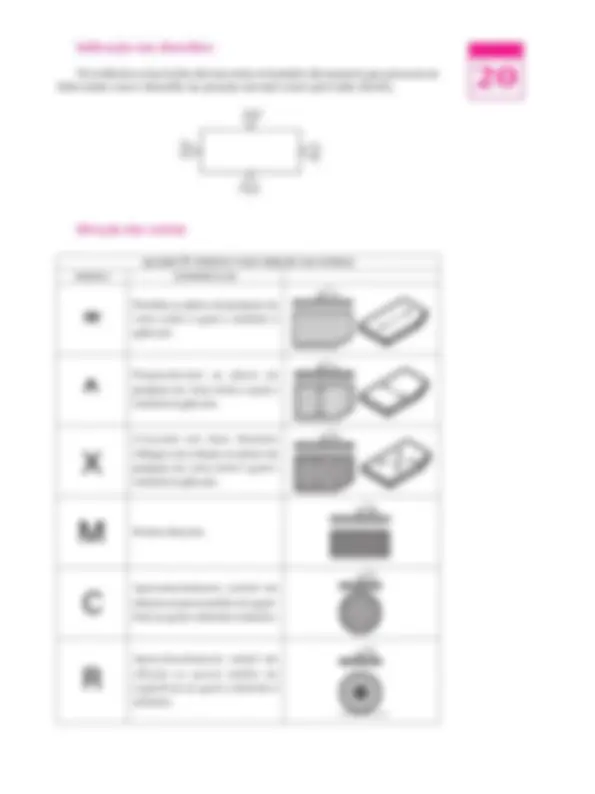
DireÁ„o das estrias
Paralela ao plano de projeÁ„o da vista sobre o qual o sÌmbolo È aplicado.
Perpendicular ao plano de projeÁ„o da vista sobre o qual o sÌmbolo È aplicado.
Cruzadas em duas direÁıes oblÌquas em relaÁ„o ao plano de projeÁ„o da vista sobre o qual o sÌmbolo È aplicado.
Muitas direÁıes.
Aproximadamente central em relaÁ„o ao ponto mÈdio da super- fÌcie ao qual o sÌmbolo È referido.
Aproximadamente radial em relaÁ„o ao ponto mÈdio da superfÌcie ao qual o sÌmbolo È referido.
QUADRO 5: SÕMBOLO PARA DIRE«√O DAS ESTRIAS
SÕMBOLO INTERPRETA«√O
X
M
C
R
=
^
20
A U L A Se for necess·rio definir uma direÁ„o das estrias que n„o esteja claramente definida por um desses sÌmbolos, ela deve estar descrita no desenho por uma nota adicional. A direÁ„o das estrias È a direÁ„o predominante das irregularidades da superfÌcie, que geralmente resultam do processo de fabricaÁ„o utilizado.
RugosÌmetro
O rugosÌmetro È um aparelho eletrÙnico amplamente empregado na ind˙s- tria para verificaÁ„o de superfÌcie de peÁas e ferramentas (rugosidade). Assegu- ra um alto padr„o de qualidade nas mediÁıes. Destina-se ‡ an·lise dos problemas relacionados ‡ rugosidade de superfÌcies.
Aparelhos eletrÙnicos
Inicialmente, o rugosÌmetro destinava-se somente ‡ avaliaÁ„o da rugosidade ou textura prim·ria. Com o tempo, apareceram os critÈrios para avaliaÁ„o da textura secund·ria, ou seja, a ondulaÁ„o, e muitos aparelhos evoluÌram para essa nova tecnologia. Mesmo assim, por comodidade, conservou-se o nome genÈrico de rugosÌmetro tambÈm para esses aparelhos que, alÈm de rugosidade, medem a ondulaÁ„o.
Os rugosÌmetros podem ser classificados em dois grandes grupos:
∑ Aparelhos que fornecem somente a leitura dos par‚metros de rugosidade (que pode ser tanto analÛgica quanto digital).
∑ Aparelhos que, alÈm da leitura, permitem o registro, em papel, do perfil efetivo da superfÌcie.
Os primeiros s„o mais empregados em linhas de produÁ„o, enquanto os segundos tÍm mais uso nos laboratÛrios, pois tambÈm apresentam um gr·fico que È importante para uma an·lise mais profunda da textura superficial.
rugosímetro portátil digital